Willkommen bei Dalian Fu Hong Machinery Co.
Bereitstellung von hochwertigen Dienstleistungen für die chinesische Fertigungsindustrie vom Einzelprodukt bis zur Serienverarbeitung
Über Fuhong
Dalian Fuhong Machinery Co, Ltd. befindet sich in ...
Fuhong-Produkte
Vom Einzelprodukt bis zur Stapelverarbeitung...
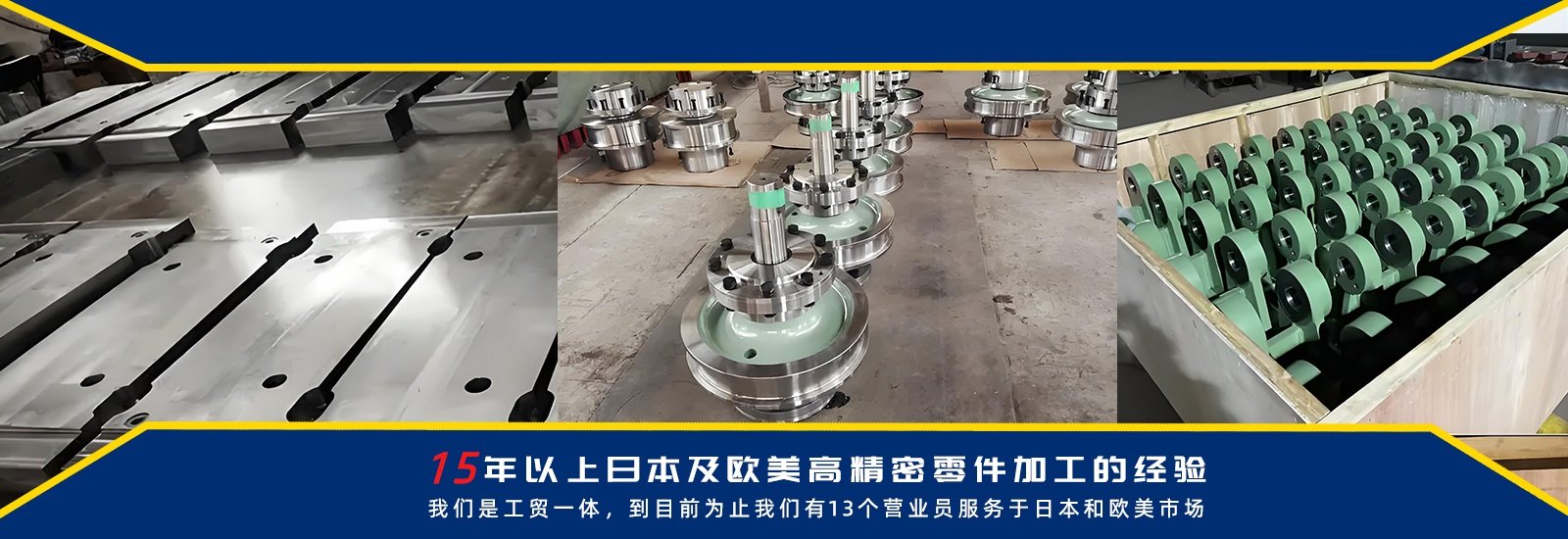
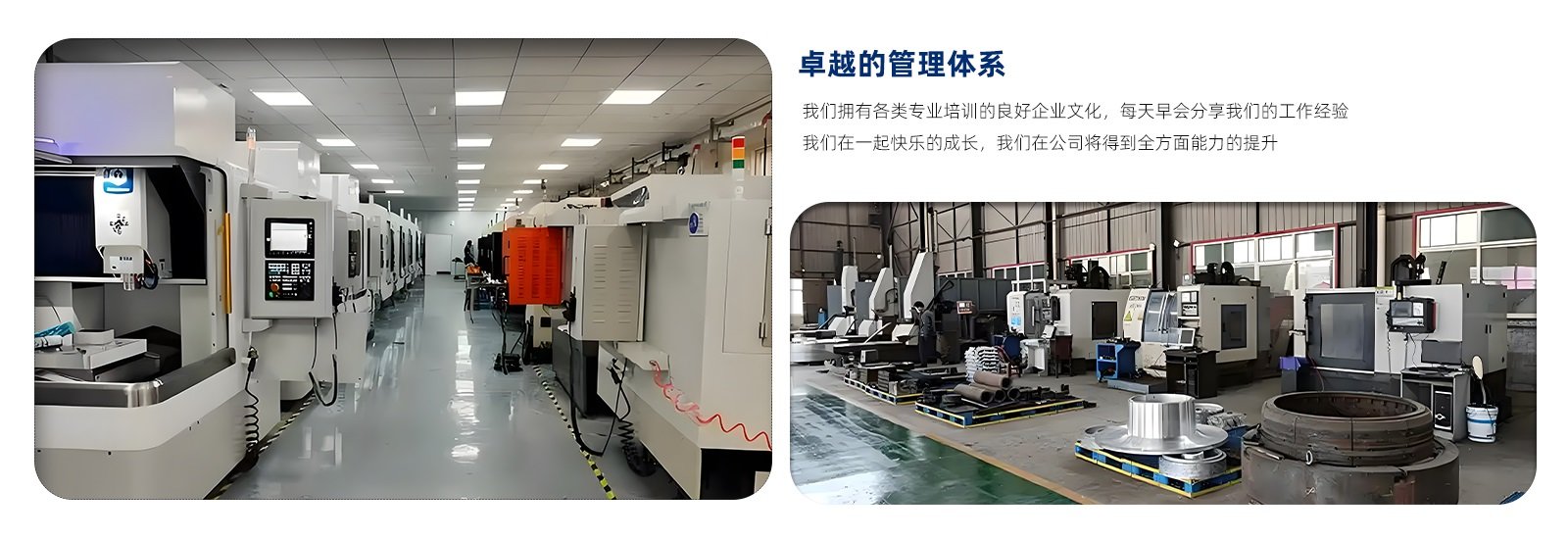
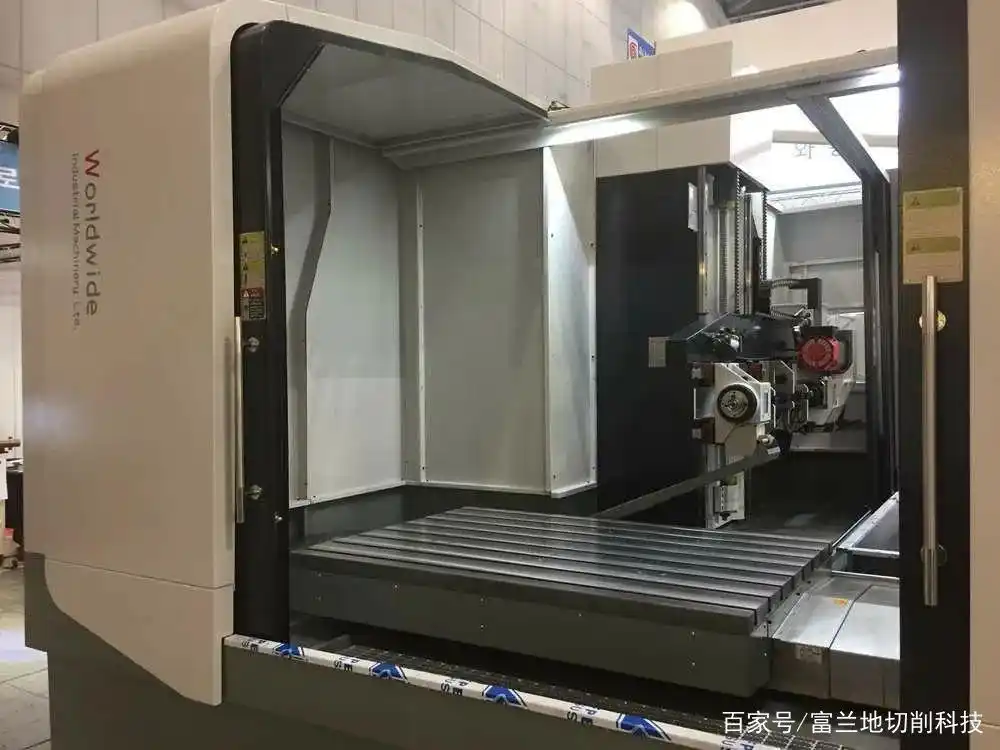
Ausrüstung Showcase
Zerspanung, Blechbearbeitung, Gießen, Wärmebehandlung...
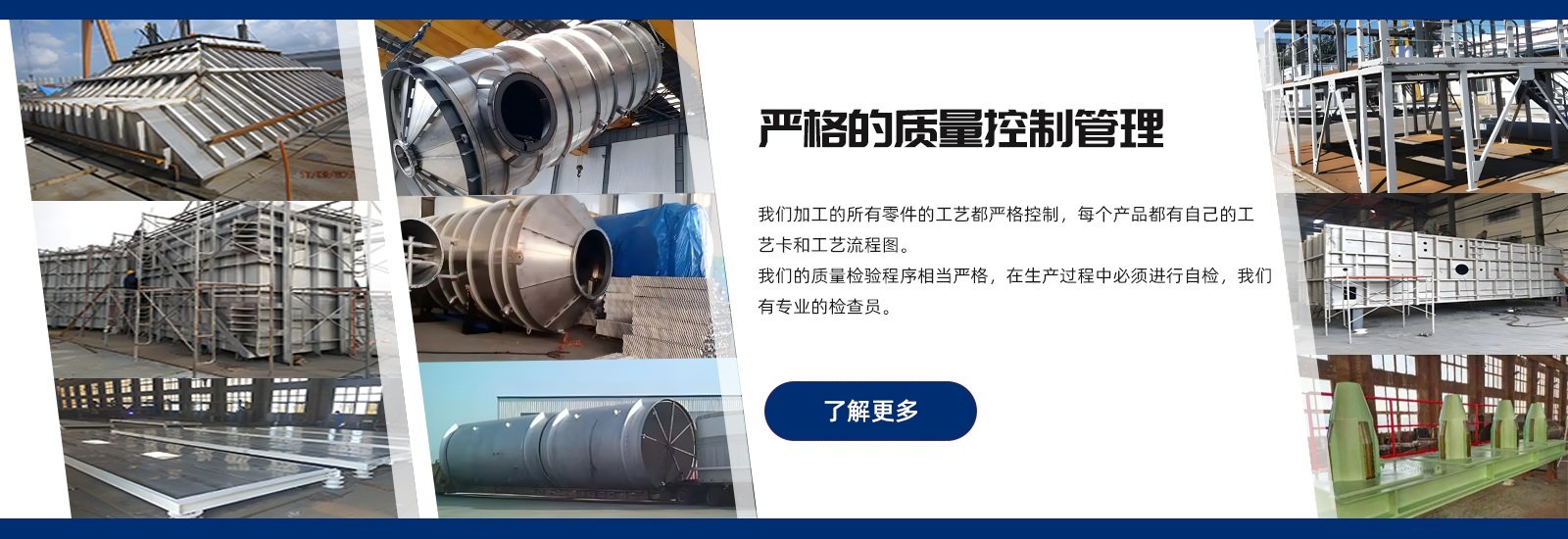
Qualitätsmanagement
Qualität und Integrität











Fu Hong Machinery befindet sich im Yingchengzi Industrial Park, Ganjingzi District, Dalian City, die Unternehmensphilosophie: die Grundlage des guten Glaubens, Qualitätsgeschäft, Service-Ruf, und Innovation basiert! Um "sparsames Unternehmertum, Ehrlichkeit, Demut, Einheit und Harmonie" als die Geschäftselemente, folgen die "Qualität des Überlebens, Ruf und Entwicklung" als die Geschäftsphilosophie, "Integrität, Service, Kommunikation, Fortschritt, Pionierarbeit und Innovation! "Im Prozess der kontinuierlichen Entwicklung stellen wir uns neuen Chancen und Herausforderungen mit einem neuen Geist und bieten unseren Kunden qualitativ hochwertige Produkte und perfekten Service. In den letzten Jahren, Dalian Fu Hong Maschinen und Anlagen und der Welt verschiedenen verwandten Einheiten zur Durchführung von engen Austausch und Zusammenarbeit, die Produkt-Innovation und den Ersatz einer Reihe von hochwertigen High-Tech-Niveau von Maschinen und Anlagen sowie die Bearbeitung von Produkten!

.jpg)









CNC加工想要产能和效能好,还得从根本这几个点抓起才行
Entwicklung von Bearbeitungsrouten: 3 Arten von typischen Oberflächenbearbeitungsrouten + 4 Hauptprinzipien für die Reihenfolge
Verfahren zur Reparatur der Verformung des Hauptträgers eines Laufkrans

Das Geheimnis der Werkzeugmaschinenvibrationen: Entdeckung der Grundlagen, der vier Ursachen und modernster Präventionsstrategien

Hardware-Produkte Unternehmen: Nicht-Standard-Verarbeitung benutzerdefinierte, wie die Herstellung zu lösen Schmerzen Punkte

Welche Abkühlungsmethoden gibt es für Schmiedestücke und wie wird die Abkühlungsgeschwindigkeit bestimmt?

Vorteile und Anwendungen der CNC-Bearbeitungstechnologie: Wie sieht sie wirklich aus?
Was ist der Unterschied zwischen der 5-Achsen-Präzisionsbearbeitungstechnologie und der traditionellen Bearbeitungstechnologie?

Verformungskontrolle beim Stanzen dünnwandiger Metallteile: wichtige Punkte und praktische Tipps