

于metal processing范畴之内,薄壁金属零件冲压力工序占据至关键位置。可是,薄壁金属零件冲压力进程当中时常遭遇变形管控的棘手难题。怎样有效管控薄壁金属零件冲压力的变形,变成了众多企业以及技术人员留意的核心要点。此文会深度探究薄壁金属零件冲压力的变形管控的关键要点跟实用技巧。

一、材料选择与预处理对deformation control的重要性
薄壁金属零件冲压加工时,材料是影响其变形的重要因素之一,合适的材料选择可为后续变形控制奠定良好基础,对于薄壁金属零件冲压加工而言,应优先选具有良好塑性和韧性的材料像铝合金、铜合金等,这些材料在冲压过程中能更好承受变形不至于发生破裂或者过度变形。
与此同时,材料的预处理同样不可被忽视,在冲压加工开展之前,针对材料实施适宜的退火处理能够改良其组织以及性能,降低材料的硬度与强度,提升其塑性,则有利于削减冲压加工之际的变形,另外,对材料表面予以清洁处理,将油污、氧化皮等杂质去除,也能够提升材料的表面质量以及冲压性能,减少发生变形的可能性。
二、模具设计与制造的关键作用
模具,是薄壁金属零件冲压加工里的核心工具,其设计质量,直接影响零件变形程度;其制造质量,同样直接影响零件变形程度。合理的模具设计,要考虑零件形状因素,要考虑零件尺寸因素,要考虑零件精度要求因素,还要考虑材料特性等因素。比如说,针对形状复杂的薄壁金属零件,应采用分体式模具结构,目的是在冲压过程中能够顺利脱模,避免因脱模困难致使零件变形。
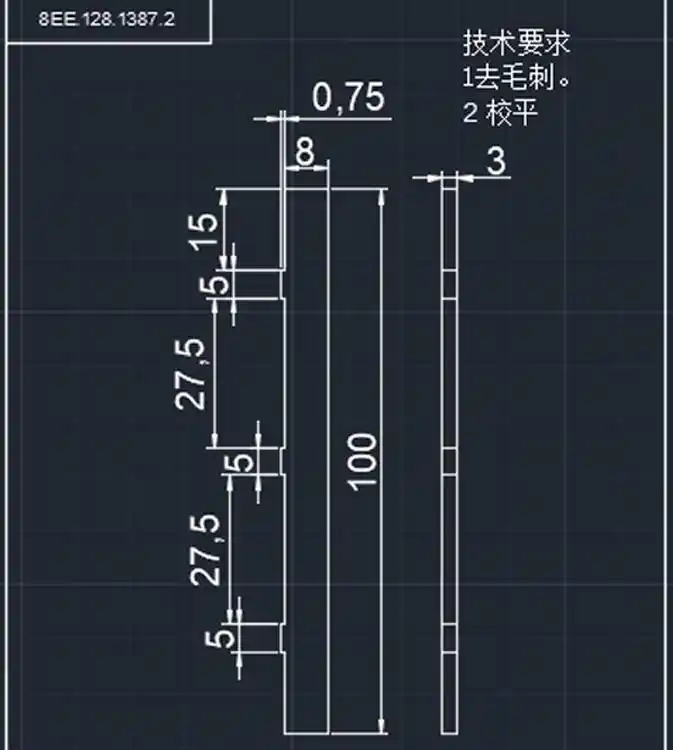

在模具制造这一领域,对于模具的尺寸精度会严格把控,同时表面粗糙度也需严格控制。模具的尺寸精度起着决定性作用,它直接决定了零件的尺寸精度,而表面粗糙度有着众多影响,它会对零件的表面质量以及脱模效果产生作用。借助采用高精度的加工设备,并且运用先进的加工工艺,以此确保模具的制造质量,进而能够有效减少薄壁金属零件冲压加工时出现的变形。
三、冲压工艺参数的优化调整
用于薄壁金属零件冲压加工的变形控制,冲压工艺参数的选择以及调整起着至关重要的作用。在这当中,冲压速度是关键工艺参数之一,冲压压力是关键工艺参数之一,压边力也是关键工艺参数之一。
(一)冲压速度
冲压速度要是过快,就会致使材料变形不充分,进而容易产生裂纹以及起皱等缺陷;要是冲压速度过慢,那么就会降低生产效率,还会增加零件的变形风险。所以,应当依据材料的特性以及零件的要求,合理地选择冲压速度。通常来讲,对于薄壁金属零件冲压加工,适宜采用适中的冲压速度,以此来保证材料能够充分变形,与此同时又可避免过度变形。

(二)冲压压力
冲压压力大小对材料变形程度有着直接影响,若冲压压力过大,会致使材料过度变形甚至破裂,若冲压压力过小,无法达成材料所需变形程度,进而影响零件质量,在实际生产里,要依据材料厚度、强度以及零件形状等因素,合理判定冲压压力,借助试模与调试持续优化调整。
(三)压边力
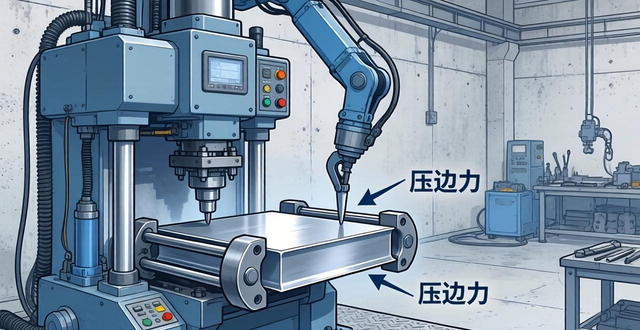
压边力在冲压时能起到防止材料出现起皱情况,以及避免材料发生拉裂现象的作用,合适的压边力可对材料的流动进行有效控制,还可减少零件的变形,对于薄壁金属零件的冲压加工而言,所要施加的压边力大小应依据材料的厚度以及性能来进行调整,一般情况下,压边力应当随着材料的变形程度逐步增大,以此来确保材料的变形处于均匀状态。

四、润滑与冷却措施的应用
进入薄壁金属零件冲压制造环节时,润滑以及冷却举措的运用,对把控零件的变形状况也有帮助。出色的润滑可以削减材料与模具间的摩擦力,降低材料的拉伸程度和磨损情况,进而让零件的变形走向更为均匀。日常使用较多的润滑剂涵盖润滑油、润滑脂等。
冷却措施可防止材料于冲压过程中,只因温度升高,就发生软化以及变形的情况。采用冷却液或者冷却装置,针对模具与零件予以冷却,如此便能有效控制材料的温度,进而减少热变形所产生的影响。
综上所述,薄壁金属零件的冲压加工,其变形控制可是个综合性的技术难题,要从材料选择与预处理出手,要从模具设计与制造着手,要从冲压工艺参数优化调整着力,还要从润滑与冷却措施等多个方面切入。只有全面考量这些因素,且采取有效的控制措施,才能达成薄壁金属零件冲压加工的高质量以及低变形,进而满足现代工业生产的需求。













No comments