

于metal processingWithin the scope of thin-walled metal parts stamping process occupies a key position. However, the process of punching thin-walled metal parts often encounters the thorny problem of deformation control. How to effectively control the deformation of thin-walled metal parts stamping has become the core point of attention for many enterprises and technicians. In this article, we will explore the key points and practical techniques for controlling deformation in thin-walled metal parts stamping.

I. Material selection and pre-treatment ofdeformation controlimportance of
Thin-walled metal parts stamping process, the material is one of the important factors affecting its deformation, the appropriate choice of material can lay a good foundation for the subsequent deformation control, for thin-walled metal parts stamping process, should be preferred to choose a good plasticity and toughness of the material such as aluminium alloys, copper alloys, etc., these materials can better withstand the deformation during the stamping process does not occur in the rupture or excessive deformation.
At the same time, the pretreatment of the material should not be ignored, before the stamping process is carried out, the implementation of appropriate annealing treatment for the material can improve its organisation and properties, reduce the hardness and strength of the material, improve its plasticity, which is conducive to reducing the deformation during the stamping process, in addition, the surface of the material should be cleaned, remove the impurities such as oil, oxide and other impurities, which can also improve the surface quality and stamping performance of the material to reduce the possibility of deformation. Stamping performance, reduce the possibility of deformation.
Second, the key role of mould design and manufacturing
Mould, is a thin-walled metal parts stamping processing in the core tool, its design quality, directly affect the degree of deformation of the parts; its manufacturing quality, also directly affect the degree of deformation of the parts. Reasonable mould design, to consider the shape of the part factors, to consider the size of the part factors, to consider the accuracy requirements of the part factors, but also consider the material properties and other factors. For example, for the shape of complex thin-walled metal parts, should be used in a split mould structure, the purpose is to be able to smoothly release the mould in the stamping process, to avoid deformation of the parts due to the difficulty of releasing the mould.

In the field of mould manufacturing, the dimensional accuracy of the mould will be strictly controlled, while the surface roughness also needs to be strictly controlled. The dimensional accuracy of the mould plays a decisive role, it directly determines the dimensional accuracy of the parts, while the surface roughness has a lot of influence, it will have a role in the surface quality of the parts as well as the effect of mould release. With the use of high-precision processing equipment, and the use of advanced processing technology, in order to ensure the manufacturing quality of the mould, which can effectively reduce the deformation of thin-walled metal parts stamping processing.
III. Optimised adjustment of stamping process parameters
For the deformation control of thin-walled metal parts stamping, the selection and adjustment of stamping process parameters play a crucial role. Among them, stamping speed is one of the key process parameters, stamping pressure is one of the key process parameters, and crimping force is also one of the key process parameters.
(i) Stamping speed
If the stamping speed is too fast, it will lead to insufficient deformation of the material, which is prone to cracks and wrinkles and other defects; if the stamping speed is too slow, it will reduce the production efficiency and increase the risk of deformation of the parts. Therefore, should be based on the characteristics of the material and the requirements of the parts, a reasonable choice of stamping speed. Generally speaking, for thin-walled metal parts stamping, it is appropriate to use moderate stamping speed, in order to ensure that the material can be fully deformed, and at the same time can avoid excessive deformation.

(ii) Stamping pressure
The size of the stamping pressure has a direct impact on the degree of deformation of the material, if the stamping pressure is too large, it will lead to excessive deformation of the material or even rupture, if the stamping pressure is too small, it can not achieve the required degree of deformation of the material, which affects the quality of the parts, in the actual production, according to the thickness of the material, the strength of the parts and the shape of the material and other factors, a reasonable judgment of stamping pressure, with the help of the test mould and debugging continuous optimisation and adjustment.
(iii) Crimping force
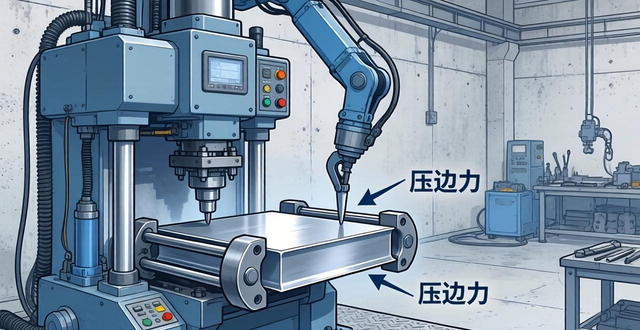
Crimping force in stamping can play a role in preventing the material from wrinkles, and avoid the material to avoid the role of the phenomenon of pulling cracks, the appropriate crimping force can be effective control of the flow of the material, but also reduce the deformation of the parts, for the stamping of thin-walled metal parts, the size of the crimping force should be applied based on the thickness of the material and its properties to be adjusted, in general, the crimping force should be gradually increased along with the degree of deformation of the material to ensure that the material deformation in a uniform state. Degree of gradual increase, so as to ensure that the deformation of the material is in a uniform state.

IV. Application of lubrication and cooling measures
The use of lubrication as well as cooling initiatives can also be helpful in controlling the deformation of the part when it comes to the stamping and manufacturing of thin-walled metal parts. Excellent lubrication can reduce the friction between the material and the mould, reducing the degree of stretching and wear of the material, which in turn allows the deformation of the part to move more evenly. Lubricants that are used on a daily basis include lubricants and greases.
Cooling prevents the material from softening and deforming during the stamping process simply because the temperature rises. Cooling of the mould and the part by means of a coolant or a cooling device effectively controls the temperature of the material and thus reduces the effects of thermal deformation.
In summary, the stamping of thin-walled metal parts, its deformation control is a comprehensive technical challenges, from the material selection and pretreatment, to start from the mould design and manufacturing, to optimize the adjustment of parameters from the stamping process, but also from the lubrication and cooling measures and other aspects of entry. Only comprehensive consideration of these factors, and take effective control measures, in order to achieve high quality and low deformation of thin-walled metal parts stamping processing, and then meet the needs of modern industrial production.













No comments