

于金属加工薄肉金属部品のプレス加工の範囲では、重要な位置を占めている。しかし、薄肉金属部品のプレス工程では、しばしば変形制御という茨の道にぶつかる。いかに効果的に薄肉金属部品プレスの変形を制御するかは、多くの企業や技術者の注目の的となっている。この記事では、薄肉金属部品のプレス加工における変形制御のポイントと実践的なテクニックを探ります。

I. 材料の選択と前処理変形制御重要性
薄肉金属部品のスタンピングプロセスでは、材料は、その変形に影響を与える重要な要因の一つであり、材料の適切な選択は、その後の変形制御のための良い基盤を築くことができ、薄肉金属部品のスタンピングプロセスのために、そのようなアルミニウム合金、銅合金などの材料の良好な塑性と靭性を選択することを好むべきである、これらの材料は、より良いスタンピングプロセス中の変形に耐えることができる破断や過度の変形が発生しません。
同時に、材料の前処理を無視すべきではない、スタンピングプロセスが実施される前に、材料の適切なアニール処理の実装は、その組織と特性を向上させることができ、材料の硬度と強度を低下させ、スタンピングプロセス中の変形を低減するために助長され、その可塑性を向上させることができ、さらに、材料の表面をきれいにする必要があり、油、酸化物などの不純物を除去し、これも変形の可能性を減らすために、材料の表面品質とスタンピング性能を向上させることができます。スタンピング性能、変形の可能性を減らす。
第二に、金型設計と製造の重要な役割である。
金型は薄肉の金属部品をプレス加工する核心工具で、その設計品質は直接部品の変形の程度に影響し、その製造品質も直接部品の変形の程度に影響する。合理的な金型設計は、部品の形状を考慮し、部品の大きさを考慮し、部品の精度の要求を考慮するだけでなく、材料の特性やその他の要因も考慮する。たとえば、複雑な薄肉金属部品の形状は、分割金型構造を使用する必要があります、目的は、スタンピングプロセスでスムーズに金型を解放することができ、金型を解放することの難しさによる部品の変形を避けるためです。

金型製造の分野では、金型の寸法精度を厳格に管理し、表面粗さも厳格に管理する必要がある。金型の寸法精度は決定的な役割を果たして、直接的に部品の寸法精度を決定して、表面粗さは多くの影響を及ぼして、部品の表面品質と離型の効果に影響します。高精度の加工設備を使用し、先進的な加工技術を使用して、金型の製造品質を確保するために、効果的に加工をスタンピング薄肉金属部品の変形を減らすことができます。
III.プレス工程パラメータの最適化調整
薄肉金属部品のスタンピングの変形制御には、スタンピングプロセスパラメータの選択と調整が重要な役割を果たす。その中で、プレス速度は重要なプロセスパラメーターの一つであり、プレス圧力は重要なプロセスパラメーターの一つであり、圧着力も重要なプロセスパラメーターの一つである。
(i) プレス速度
プレス速度が速すぎると、材料の変形が不十分となり、割れやしわなどの欠陥が発生しやすくなります。したがって、材料の特性と部品の要件に基づいて、スタンピング速度を合理的に選択する必要があります。一般的に、薄肉金属部品のスタンピングでは、材料が完全に変形することを保証すると同時に、過度の変形を避けることができるように、適度なスタンピング速度を使用することが適切です。

(ii) プレス圧力
スタンピング圧力の大きさは、材料の変形の程度に直接影響し、スタンピング圧力が大きすぎる場合、それは材料の過度の変形、あるいは破裂につながる、スタンピング圧力が小さすぎる場合、それは部品の品質に影響を与える材料の変形の必要な程度を達成することはできません、実際の生産では、材料の厚さ、部品の強度や材料の形状やその他の要因に応じて、スタンピング圧力の合理的な判断は、テスト金型とデバッグの助けを借りて、継続的な最適化と調整。
(iii) 圧着力
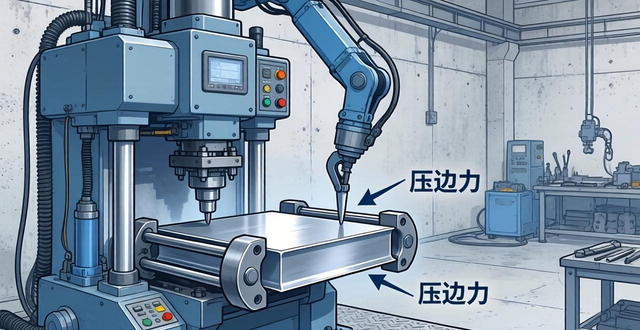
スタンピングの圧着力は、しわから材料を防止する役割を果たすことができ、材料が亀裂を引っ張る現象の役割を回避するために、適切な圧着力は、材料の流れの効果的な制御することができますが、また、部品の変形を低減し、薄肉金属部品のスタンピングのために、圧着力の大きさは、材料の厚さに基づいて適用されるべきであり、その特性を調整するために、一般的に、圧着力は、均一な状態で材料の変形を確保するために、材料の変形の程度とともに徐々に増加させる必要があります。材料の変形が均一な状態になるように、徐々に増加させる。

IV.潤滑および冷却手段の適用
薄肉金属部品のスタンピング製造工程に入る際、部品の変形を制御するには、冷却だけでなく潤滑も有効です。優れた潤滑は、材料と金型間の摩擦を減らし、材料の伸びや磨耗の度合いを減らし、ひいては部品の変形をより均一にすることができます。日常的に使用される潤滑剤には、潤滑剤とグリースがあります。
冷却により、スタンピング工程で温度が上昇するだけで、材料が軟化したり変形したりするのを防ぐことができます。冷却剤または冷却装置による金型と部品の冷却は、材料の温度を効果的に制御し、熱変形の影響を低減します。
要約すると、薄肉金属部品のスタンピング、その変形制御は、包括的な技術的課題であり、材料の選択と前処理から、金型の設計と製造から開始し、スタンピングプロセスからパラメータの調整を最適化するだけでなく、潤滑と冷却対策やエントリの他の側面から。これらの要素を包括的に考慮し、効果的な制御手段を取るだけで、高品質かつ低変形の薄肉金属部品のスタンピング加工を達成するために、その後、近代的な工業生産のニーズを満たす。













コメントなし