
Pintakerros muodostetaan keinotekoisesti substraattimateriaalin pinnalle, ja sen mekaaniset, fysikaaliset ja kemialliset ominaisuudet eroavat substraatin ominaisuuksista.pintakäsittelyProsessitekniikka, pintakäsittely on suunniteltu saavuttamaan korroosionkestävyys, kulutuskestävyys, koriste- tai muita erityisiä toiminnallisia vaatimuksia tuotteen, sikäli kuin metalli valukappaleet ovat kyseessä, olemme yleisemmin käytetty pintakäsittely menetelmiä ovat mekaaninen hionta, kemiallinen käsittely, pintakuumakäsittely (esim. metallin), ruiskutetut pinnat jne.
I. Pintalämpökäsittely
Pinnan sammutus
Ei muuta teräksen kemiallista koostumusta, ei muuta teräksen organisaation sydäntä, tässä tapauksessa nopean lämmityksen käyttö, austenisoivan pintakerroksen käyttö ja sitten sammuttaminen, keinona vahvistaa osien pintaa, joka on pintakyllästys, on lämpökäsittelymenetelmä.
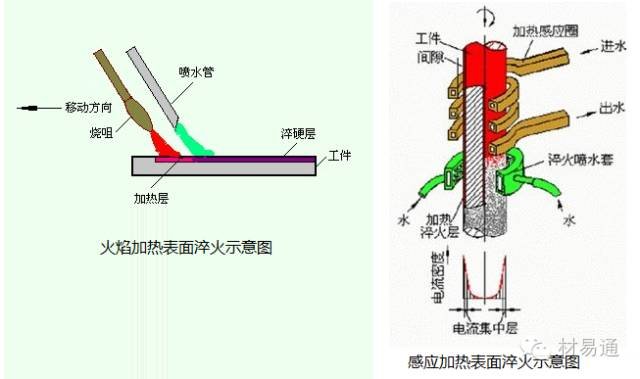
Tärkeimmät pintalämpökäsittelyssä käytettävät menetelmät ovat liekkikylmäkäsittely ja toisenlainen induktiolämpökäsittely. Tavallisia käytettyjä lämmönlähteitä ovat liekit, kuten happi-asetyleeni tai happi-propaani, sekä indusoidut virrat lasereiden ja elektronisuihkujen lisäksi.

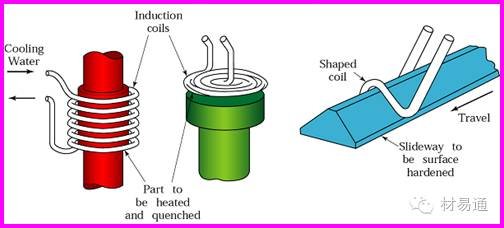
induktiolämmitys
Tämä on menetelmä, jossa työkappaleen pintaan luodaan suuria pyörrevirtoja vaihtovirran avulla, jolloin työkappaleen pinta voidaan nopeasti lämmittää.
Induktiolämmitys on jaettu seuraaviin ryhmiin:
1. Korkeataajuinen induktiolämmitys, taajuus 250-, karkaistu kerroksen syvyys 0,5-2 mm;
2. Keskitaajuinen induktiolämmitys, taajuus 2500-, karkaistun kerroksen syvyys 2-10 mm;
3. Teollisen taajuuden induktiolämmitys, taajuus 50 Hz, karkaistun kerroksen syvyys 10-15 mm.
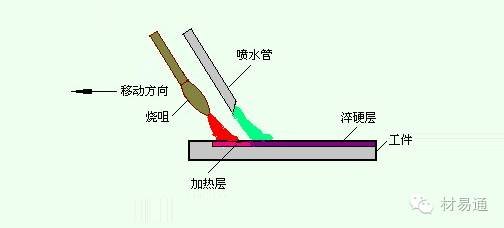
Liekin lämmitys
Asetyleeniliekkien käyttö suoraan työkappaleen pinnan lämmittämiseen on edullista, mutta laatua on vaikea valvoa.
laserlämmitys
Menetelmä, jossa työkappaletta lämmitetään suurella energiatiheydellä varustetulla laserilla, on erittäin tehokas ja laadukas.
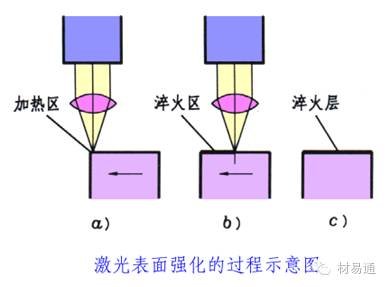
Laserpinnan parantaminen voidaan jakaa laserfaasimuutoksen parantamiseen, laserpinnan seostamiseen ja laserpinnoitukseen.
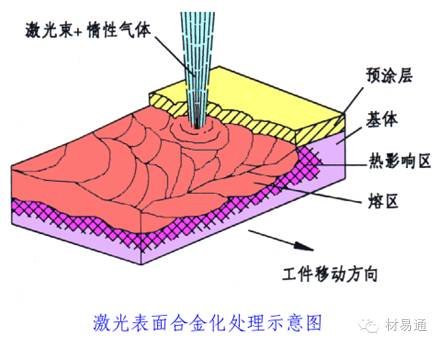
Sitä käytetään pääasiassa niille, jotka haluavat suorittaa paikallisen vahvistaminen osat, kuten aihio kuolee, ja kampiakseli, ja nokka, mukaan lukien nokka-akselit, mukaan lukien spline-akselit, tarkkuus väline oppaita, nopea teräksen leikkaustyökalut, mutta myös hammaspyörät, ja jopa polttomoottorin sylinterin vuori, jne., eli käyttö laser pinnan vahvistaminen.
Sinistäminen ja fosfatointi
muuttua siniseksi
Prosessi, jossa terästä tai teräsosia kuumennetaan oikeaan lämpötilaan tilanteessa, jossa ilmaa ja vesihöyryä tai kemikaaleja on mukana, jolloin pintaan muodostuu sininen tai musta oksidikalvo, tunnetaan myös nimellä mustaus.
Käytetään usein tarkkuusmittareissa, optisissa instrumenteissa, työkaluissa, kovuuslohkoissa ja koneteollisuuden vakio-osissa.
fosfidi
Fosfatointina tunnettu prosessi, jossa työkappale, esim. teräs, alumiini tai sinkki, upotetaan fosfaattiliuokseen, eli liuokseen, jonka pääaineena on tiettyjä happamia fosfaatteja, ja joka sen jälkeen laskeutuu työkappaleen pinnalle, jolloin muodostuu kiteinen fosfaattimuunnoskalvo, joka on veteen liukenematon.
Fosfatointia käytetään laajalti korroosionestotekniikassa, metallin kylmämuokkauksen käsittelyteollisuudessa.
II. Kemiallinen pintalämpökäsittely
Kemiallinen pintalämpökäsittely
Työkappaleen kemiallinen lämpökäsittely on sijoittaa se tiettyyn väliaineeseen, ensimmäinen lämmitys ja lämmön säilyttäminen, jotta väliaineella on atomien aktiivisuus voi tunkeutua työkappaleen pintakerrokseen, joka voi sitten muuttaa työkappaleen kemiallisen koostumuksen pintakerrosta sekä organisaatiota ja lopulta myös muuttaa sen suorituskykyä, mikä on itse asiassa lämpökäsittelyprosessi.
Kun pinnan kovuus ja sitkeys hankinnan menetelmien kemiallisen lämpökäsittelyn on olemassa tällä tavalla, ja pinnan sammuttaminen suorittaa vertailun, kemiallinen lämpökäsittely ei vain muuttuu pinnalla teräsorganisaation, ja muuttaa sen kemiallinen koostumus, mukaan tunkeutuminen elementtien eri, kemiallinen lämpökäsittely voidaan jakaa carburisation, nitridointi, moniulotteinen co-penetration, tihkuminen muiden elementtien luokkien kemiallisten lämpökäsittelyn luokkien kemiallista lämpökäsittelyä kattaa hajoaminen prosessin, imeytymistä, Kemiallisen lämpökäsittelyn prosessi kattaa hajoamisen, imeytymisen ja diffuusion, jotka ovat kolme perusprosessia.
Yleisesti käytetyt kemialliset lämpökäsittelyt:
Erottelussa erotetaan mm. hiilenitridointi, nitridointi (tunnetaan nimellä nitridointi), hiilenitridointi (tunnetaan nimellä syanidointi ja nitrocarburointi). Lisäksi erotetaan rikkipinnoitus, booraus, aluminointi, vanadointi, kromaus jne.
Sinistäminen ja fosfatointi voidaan luokitella pintakäsittelyiksi, eikä niitä pidetä kemiallisina lämpökäsittelyinä.
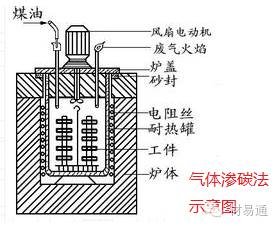
Karburointi ja nitraus
vertaileva
hiiltäminen
nitridit
tavoite
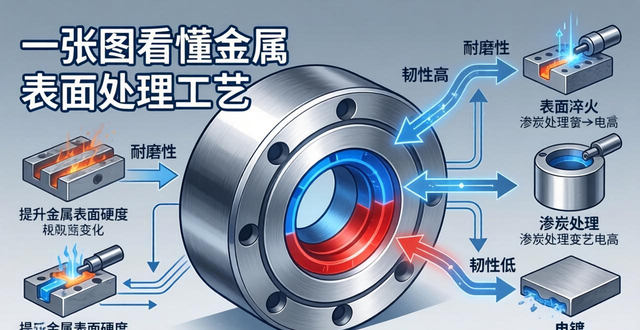
Työkappaleen pintakovuus kasvaa, kulumiskestävyys paranee ja väsymislujuus lisääntyy säilyttäen samalla sydämen hyvän sitkeyden.
Parantaa työkappaleen pintakovuutta, kulutuskestävyyttä ja väsymislujuutta sekä parantaa korroosionkestävyyttä.
materiaali
Vähähiilinen teräs, joka sisältää 0,1-0,25%C. Korkea hiilipitoisuus vähentää sydämen sitkeyttä.
Se on keskihiilinen teräs, joka sisältää Cr:tä, Mo:ta, Al:ta, Ti:tä ja V:tä.
Yleiset menetelmät
Kaasulla hiiltäminen, kiinteällä aineella hiiltäminen, tyhjiössä hiiltäminen.
Kaasunitridointi, ioninitridointi
temp
900-950°C
500-570°C
Pinnan paksuus
Yleensä 0,5-2mm
Enintään 0,6~0,7mm
vantage
-
Lämpötila on alhaisempi, kovuus on korkeampi, kulutuskestävyys on myös erinomainen, väsymiskestävyys on myös korkeampi, korroosionkestävyys on parempi, ei tarvitse suorittaa lämpökäsittelyä uudelleen, voidaan välttää muodonmuutoksia ja muita lämpökäsittelyn aiheuttamia vikoja.
haitat
-
Monimutkainen prosessi, korkeat kustannukset, ohut nitridikerros.
käytä
Tällaisia mekaanisia osia, kuten hammaspyöriä, akseleita, nokka-akseleita jne., käytetään laajalti lentokoneissa, autoissa ja traktoreissa.
Joidenkin osien on täytettävä kulumiskestävyyttä ja suurta tarkkuutta koskevat vaatimukset, kun taas toisten osien on kestettävä lämpöä, kulumista ja korroosiota. On myös osia, jotka kestävät lämpöä, kulumista ja korroosiota, kuten instrumenttien pienet akselit, kevyet hammaspyörät ja tärkeät kampiakselit.
III. Pinnan muodonmuutosten vahvistaminen
Pinnan muodonmuutosten vahvistaminen
Pinnan lujittamisprosessi, jossa teräsosaan kohdistuu plastinen muodonmuutos huoneenlämmössä pinnan kovuuden lisäämiseksi ja jäännöspuristusjännitysten suotuisan jakautumisen aikaansaamiseksi, tunnetaan pinnan muodonmuutoslujittamisena. Prosessi on yksinkertainen ja edullinen, ja se on tärkeä prosessi teräsosien väsymiskestävyyden parantamiseksi ja käyttöiän pidentämiseksi.
ruiskupuhallus
Osien pinnalle ruiskuttamalla suuri määrä nopeaa liikettä ammuksen, tämä käyttäytyminen on kuin lukemattomia pieniä vasaroita vasarointi metallipinta, tällä tavalla, voi tehdä pintakerroksen ja pinnanalainen kerros osien tuottamaan tietyn määrän plastinen muodonmuutos, ja siten saavuttaa vahvistaminen, joka on shot peening tekniikka.
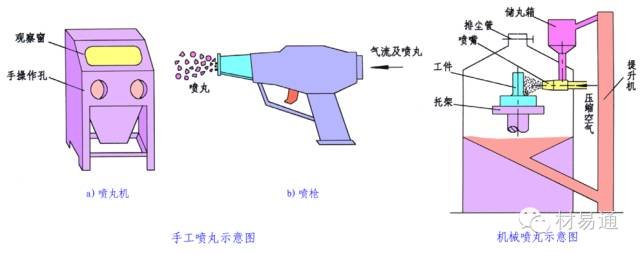
Sovellus: Monimutkaisemman muotoiset osat hionnan, pinnoituksen ja muiden prosessien jälkeen.
rolling
Vapaasti pyörivien karkaistujen teräsrullien käyttö, valssattavien teräsosien käsitelty pinta, niin että se tuottaa plastista muodonmuutosta, karkeiden huippujen teräsosien pinta litistyy, suotuisan jäännöspuristusjännityksen muodostuminen, mikä parantaa työkappaleen kulutuskestävyyttä sekä väsymiskestävyyttä.
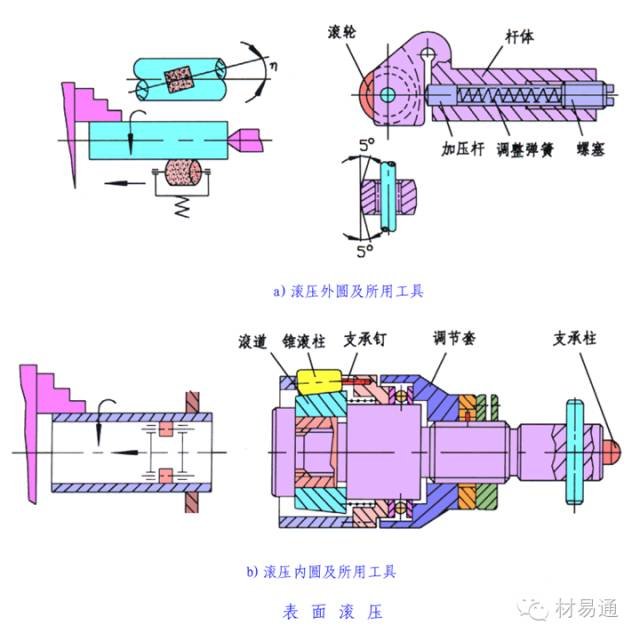
Käyttökohteet: Sylinterimäiset pinnat, kartiopinnat, tasaiset pinnat ja muut muodoltaan suhteellisen yksinkertaiset osat.
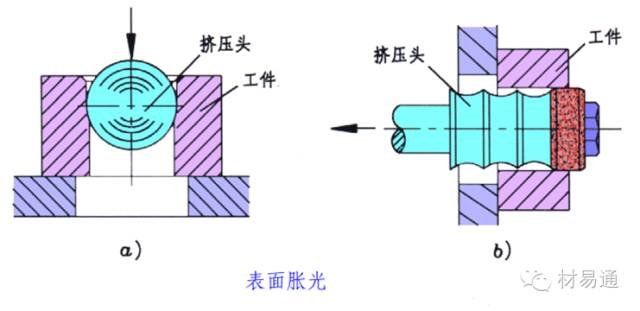
Pinnan kiillotus (puristaminen tai puristaminen)
Pinnanlaajennukseksi kutsutaan toimintoa, jossa hieman halkaisijaltaan reikää suurempaa teräspalloa tai muuta muotoiltua laajenevaa työkalua puristetaan työkappaleen työstetyn reiän läpi huoneenlämmössä tarkan, kiillotetun ja parannetun pinnan aikaansaamiseksi.
IV. Pintaverhouksen vahvistaminen
Pintaverhous Vahvistus
Eräs pinnanvahvistusprosessin tyyppi on pintakerrospinnoitus, jossa metallin pinta päällystetään fyysisesti tai kemiallisesti yhdellä tai useammalla kerroksella muita metalleja tai muita kuin metalleja.
Käyttötarkoitus: Teräsosien kulumiskestävyyden, korroosionkestävyyden, lämmönkestävyyden tai pintakoristeiden parantaminen.
Metallin ruiskutustekniikka
On olemassa tällainen prosessi, jossa metallijauhe kuumennetaan sulaan tai puoliksi sulaan tilaan ja sitten korkeapaineisen ilmavirran avulla niin, että se sumutetaan ja ruiskutetaan työkappaleen pinnalle pinnoitteen muodostamiseksi, jota kutsutaan termiseksi ruiskutusprosessiksi.
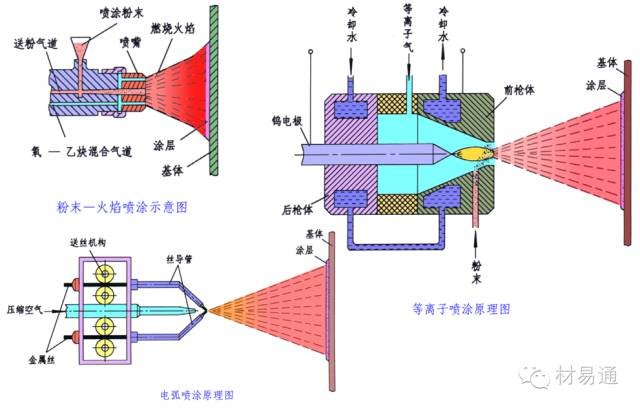
Materiaalien kulutuskestävyyttä, korroosionkestävyyttä, lämmönkestävyyttä ja eristysominaisuuksia voidaan parantaa lämpöruiskutustekniikan avulla.
Sitä käytetään monilla eri aloilla, kuten ilmailu- ja avaruusalalla ja atomienergiassa, sekä huipputeknologiassa, kuten elektroniikassa, ja lähes kaikilla aloilla.
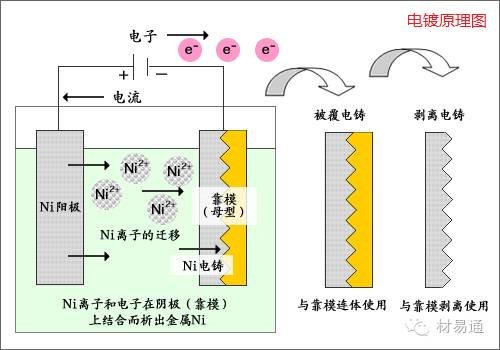
metallin pinnoitus
Perusmateriaalin pinta on päällystetty metallikerroksella tai useilla metallikerroksilla, jotka parantavat merkittävästi kulumiskestävyyttä, korroosionkestävyyttä, lämmönkestävyyttä tai muita erityisominaisuuksia. On olemassa galvanointimenetelmä, kemiallinen pinnoitusmenetelmä, komposiittipinnoitusmenetelmä, tunkeumapinnoitusmenetelmä, kuumapinnoitusmenetelmä, tyhjiöhaihdutuspinnoitusmenetelmä, ruiskupinnoitusmenetelmä, ionipinnoitusmenetelmä ja sputterointimenetelmä.

Metal Carbide Cladding ~ Höyryn laskeutumismenetelmä
Höyryfaasipinnoitus on uudentyyppinen pinnoitustekniikka, jossa pinnoituselementtejä sisältäviä höyryfaasiaineita pinnoitetaan fysikaalisesti tai kemiallisesti materiaalin pinnalle ohueksi kalvoksi.
Höyrystyspinnoitus voidaan jakaa kahteen luokkaan: fysikaaliseen höyrystyspinnoitukseen (PVD) ja kemialliseen höyrystyspinnoitukseen (CVD) pinnoitukseen pinnoitusprosessin periaatteen mukaan.
Fysikaalinen höyrypinnoitus (PVD)
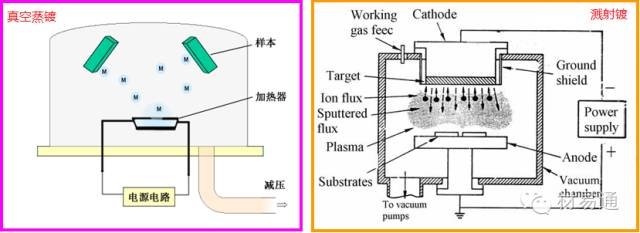
Tekniikkaa, jossa materiaalit muutetaan fysikaalisesti atomeiksi tai molekyyleiksi tai ionisoidaan ioneiksi tyhjiössä ja jossa materiaalin pinnalle muodostetaan ohut kalvo kaasufaasiprosessin avulla, kutsutaan fysikaaliseksi höyryfaasipinnoitukseksi.
Fysikaalisiin pinnoitustekniikoihin kuuluu pääasiassa kolme perusmenetelmää: tyhjiöhaihdutuspinnoitus, sputteripinnoitus ja ionipinnoitus.
Fysikaalinen höyrystys on laaja valikoima sovellettavia substraattimateriaaleja, kalvokerroksen materiaalit ovat myös erittäin laaja valikoima ominaisuuksia, sen prosessi on yksinkertainen, säästää materiaaleja, ei ole saastumista, saatu kalvokerros, kalvopohjan tarttuvuus on erittäin vahva, kalvokerroksen paksuus on yhtenäinen, rakenne on tiheä, reikien määrä ja muut edut.
Käytetään mekaanisella alalla kulutusta kestävien kalvojen valmistukseen, ilmailu- ja avaruusteollisuudessa korroosionkestävien kalvojen valmistukseen, elektroniikassa lämmönkestävien kalvojen valmistukseen, optisella alalla sähköä johtavien kalvojen valmistukseen, kevytteollisuudessa ja muilla aloilla eristävien kalvojen valmistukseen, optisten kalvojen valmistukseen, magneettisten kalvojen valmistukseen, pietsosähköisten kalvojen valmistukseen, voitelukalvojen valmistukseen, suprajohtavien kalvojen valmistukseen.
Kemiallinen höyrystys (CVD)
Kemiallinen kaasufaasipinnoitus on menetelmä, jossa kaasuseos on vuorovaikutuksessa substraatin pinnan kanssa tietyssä lämpötilassa muodostaen substraatin pinnalle ohuen kalvon metallia tai yhdistettä.
Kemiallinen höyrystyskalvo on oikeudenmukainen kulutuskestävyys, korroosionkestävyys, lämmönkestävyys ja erityisominaisuudet, kuten sähköiset ja optiset ominaisuudet, joita on käytetty laajalti koneiden valmistuksen, ilmailu- ja avaruusteollisuuden, liikenteen, hiilikemianteollisuuden alalla tässä teollisessa tuotevalikoimassa, koska useista syistä.
V. Pintojen puhdistus ja koristelu
kiillottaa
Kiillotus on osan pinnan viimeistelyprosessi, yleensä saadaan vain sileä pinta, eikä se voi parantaa eikä edes säilyttää alkuperäistä työstötarkkuutta, kun esikäsittelyolosuhteet eroavat toisistaan, Ra-arvo kiillotuksen jälkeen voi olla 1,6-0,008 mm.
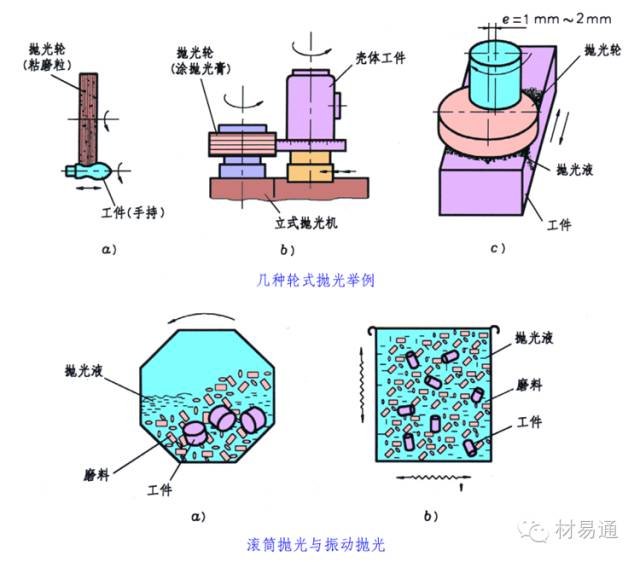
mekaanisesti kiillotettu
Sisältää pyörökiillotuksen, rumpukiillotuksen ja tärykiillotuksen.
kemiallisesti kiillotettu
Ota metalliosa ja upota se erityiseen kemialliseen liuokseen osan pinnan kiillottamiseksi hyödyntämällä sitä, että metallipinnan koholla olevat osat liukenevat nopeammin kuin painuneet osat.
sähkökemiallinen kiillotus
Sähkökemiallinen kiillotus on samanlainen kuin kemiallinen kiillotus, ero on, että se on myös tarpeen siirtää tasavirtaa, työkappale on kytkettävä anodiin, anodi syntyy liuottamaan, se on myös avulla nostettu osat metallin pinnan nopeammin kuin masennus osien liukeneminen tämän ilmiön suorittaa kiillotusoperaatio.
väritys (lentoyhtiön tai yrityksen ajoneuvossa)
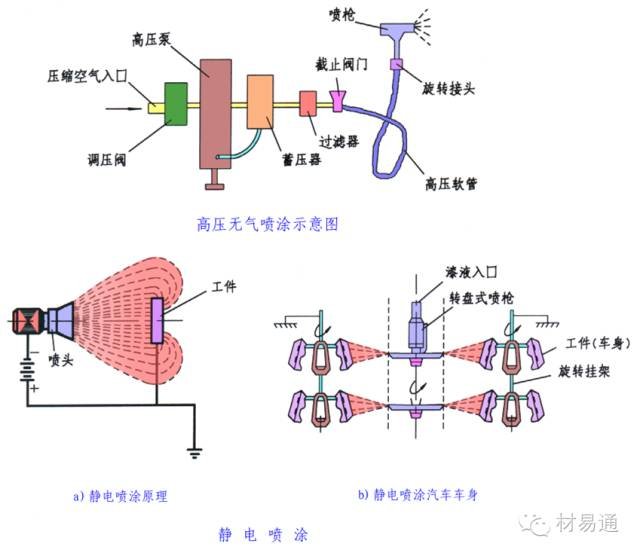
Maalausprosessi
Päällystysprosessissa on joitakin yleisiä tyyppejä, mukaan lukien orgaaninen siveltimellä päällystäminen, automaattinen uppopinnoitus ja käsin ruiskuttaminen, jossa niin sanottu käsin ruiskuttaminen ja korkeapaineinen airless-ruiskuttaminen ovat mukana ruiskuttamisen, verhoruiskutuksen, leijupetipinnoitteen, telapinnoitteen, sähköstaattisen ruiskutuksen ja niin edelleen lisäksi.













Ei kommentteja