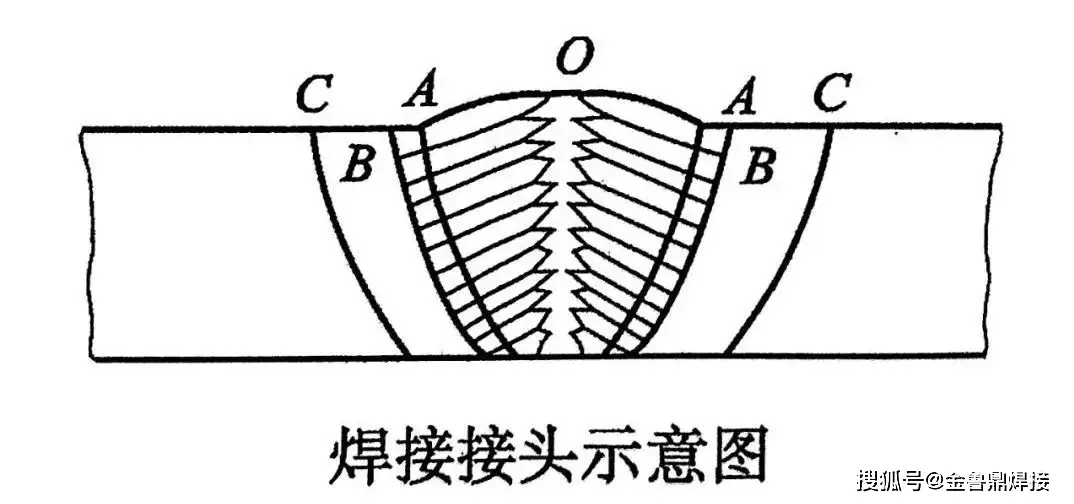

Hitsausliitos koostuu kolmesta osasta, jotka ovat hitsaussauma (OA), sulamisalue (AB) ja lämpövaikutusalue (BC), kuten alla olevassa kuvassa on esitetty.

1. Hitsausliitoksen rakenne
1. Hitsaussauma
Hitsattujen osien välille hitsauksen jälkeen muodostuva liitoskohta kutsutaan hitsaussaumaksi, joka koostuu yleensä sulaneesta perusmetallista ja lisäaineesta, mutta joskus se koostuu kokonaan sulaneesta perusmetallista.
2. Sulamisalue
Sulamisilmiön esiintymisalue on hitsaustyön aikana muodostuvan liitoksen sisällä sijaitseva erityinen siirtymäalue, jossa hitsaussauma ja perusmetalli kohtaavat; se on juuri se osa, joka kuumennetaan sulamispisteen ja jähmettymislämpötilan väliselle alueelle.
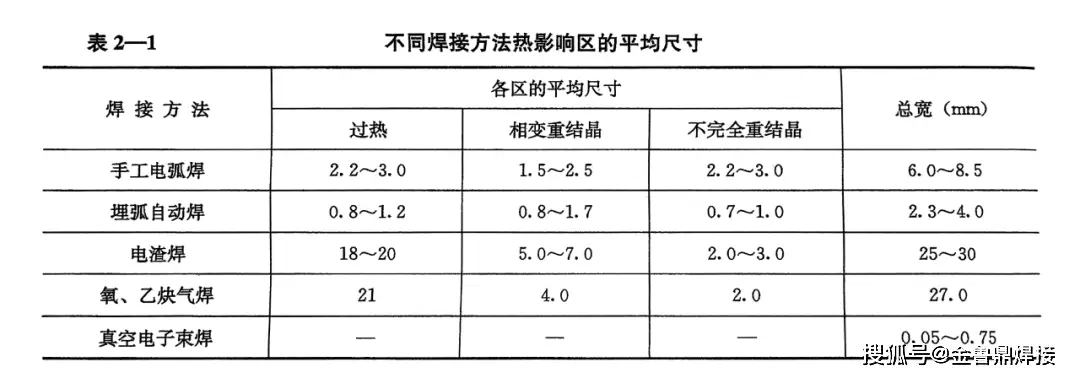
3. Lämpövaikutusalue
Hitsauksen lämpövaikutusalue on alue, jossa materiaalin mikrorakenne ja mekaaniset ominaisuudet muuttuvat hitsausprosessin aikana lämmön vaikutuksesta (ilman että materiaali sulaa). Lämpövaikutusalueen leveys riippuu hitsausmenetelmästä, linjaenergiasta, levyn paksuudesta ja hitsausprosessista. Kun matalahiilistä terästä hitsataan eri menetelmillä, lämpövaikutusalueen keskimääräiset mitat ovat seuraavan taulukon mukaiset:


Jin Ludingin suodattimen päätykappaleiden automaattinen hitsaus
II. Hitsausliitoksen rakenne ja ominaisuudet
Hitsausliitoksessa hitsausmetalli jäähtyy korkeasta lämpötilasta nestemäisestä tilasta huoneenlämpötilaan kiinteään tilaan, ja tämän aikana se käy läpi kaksi kiteytymisprosessia. Tarkemmin sanottuna ensimmäinen kiteytymisprosessi on siirtyminen nestemäisestä tilasta kiinteään tilaan, ja lisäksi tapahtuu toissijainen kiteytymisprosessi, jossa rakenteellinen muutos tapahtuu kiinteässä tilassa.
Hitsaussauman metallin kertakiteytymisprosessi etenee seuraavasti: kiteytys alkaa sulakammion alhaisimman lämpötilan alueilla, sulautumiskohdissa. Sulakammion lämpötilan laskiessa kiteet kasvavat vähitellen. Kasvuvaiheessa kiteet voivat vierekkäisten kiteiden estämänä kasvaa vain sulakammion keskustaa kohti, jolloin muodostuu pylväsmäisiä kiteitä. Kun pylväsmäiset kiteet kasvavat niin suuriksi, että ne koskettavat toisiaan, ensikiteytymisprosessi päättyy.
Yksivaiheisessa kiteytymisprosessissa jäähdytysnopeus on suhteellisen suuri, minkä vuoksi hitsausmetallin alkuaineet eivät ehdi levitä tasaisesti, mikä johtaa kemiallisen koostumuksen epätasaisiin jakautumiin. Tätä ilmiötä kutsutaan segregaatioksi. Segregaatio voi aiheuttaa hitsaussauman mekaanisten ominaisuuksien ja korroosionkestävyyden epätasaisuutta. Lisäksi se voi aiheuttaa vikoja, kuten lämpöhalkeamia, jotka liittyvät segregaatioon.
Hitsaussauman metallin toissijaisen kiteytymisen rakenne riippuu sauman kemiallisesta koostumuksesta, ja myös sen ominaisuudet riippuvat sauman kemiallisesta koostumuksesta. Hitsaussauman metallin toissijaisen kiteytymisen rakenne ja ominaisuudet riippuvat jäähdytysnopeudesta sekä hitsauksen jälkeisestä lämpökäsittelystä. Vähähiilisen teräksen tasapainotilassa oleva sekundaarikiteytymisrakenne on ferriittiä ja pieni määrä perliittiä. Vähäseosteisen teräksen tasapainotilassa oleva sekundaarikiteytymisrakenne on samoin ferriittiä ja pieni määrä perliittiä. Jäähdytysnopeuden kasvaessa perliitin pitoisuus kasvaa ja ferriitin määrä vähenee. hitsaussauman lujuus ja kovuus kasvavat, mutta plastisuus ja sitkeys heikkenevät. Se sisältää vähän seosaineita, mukaan lukien kromia.
Lämpökestävissä teräksissä, joissa on runsaasti seosaineita, joissa kromin pitoisuus on välillä 5%–9%, hitsausmateriaalin ja perusmetallin ollessa samankaltaisia, hitsausliitoksen rakenne on yleensä bainiittinen, kun hitsausta edeltää esilämmitys ja sen jälkeen suoritetaan hidas jäähdytys, mutta myös martensiittisen rakenteen muodostuminen on mahdollista. Korkean lämpötilan karkaisun jälkeen saadaan karkaistu sorbiittirakenne. Kun hitsausmateriaalina käytetään austeniittista ruostumatonta terästä, hitsaussauman rakenne on pääasiassa austeniittinen. Austeniittisen ruostumattoman teräksen hitsaussauman rakenne on yleensä austeniittinen ja sisältää pienen määrän ferriittia.
Koska hitsaussauman metallin kemiallinen koostumus on melko tasapainoinen ja toissijaisen kiteytymisen kiteet ovat melko hienorakeisia, hitsaussauman metallilla on hyvät mekaaniset ominaisuudet. Lisäksi hitsaussauman ylimääräinen korkeus lisää hitsaussauman kuormitettavan poikkileikkauksen pinta-alaa, joten hitsausliitoksen heikoin kohta ei sijaitse hitsaussaumassa, vaan sulatusvyöhykkeellä ja lämpövaikutusalueella.
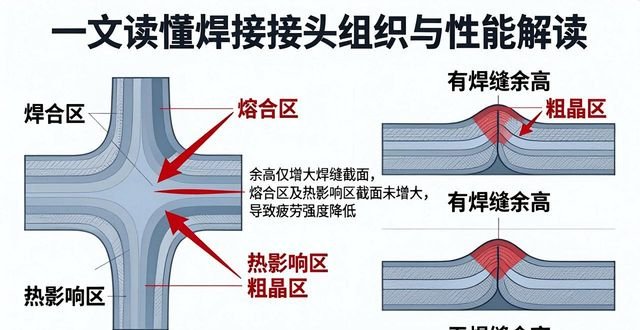
On syytä tehdä selväksi, että hitsaussauman ylimääräinen korkeus ei paranna koko hitsausliitoksen lujuutta, sillä se vain suurentaa hitsaussauman poikkileikkausta, mutta sulautumisalueen ja lämpövaikutusalueen poikkileikkaus ei kasva. Päinvastoin, ylimääräinen korkeus aiheuttaa rakenteellisen epäjatkuvuuden sulamisalueella ja lämpövaikutusalueen karkeakiteisessä osassa, mikä puolestaan johtaa jännityskeskittymiin ja heikentää hitsausliitoksen väsymislujuutta.

Jin Ludingin suodattimen päätykappaleiden automaattinen hitsaus
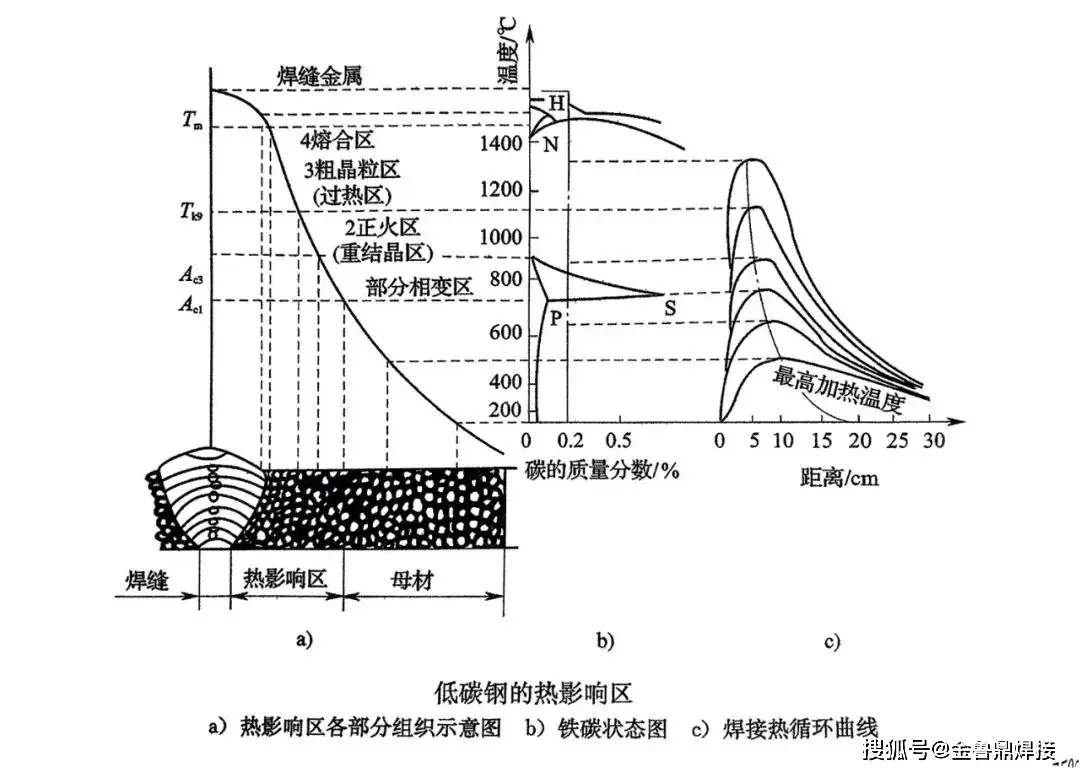
3. Sulamisalueen ja lämpövaikutusalueen rakenne ja ominaisuudet
Hitsauksen aikana lämpövaikutusalueen eri kohdat lämpenevät leveyssuunnassa, mutta lämpötila ei ole kaikkialla sama, minkä vuoksi hitsauskohdan rakenne ja ominaisuudet vaihtelevat. Lämpövaikutusalueella on piste, jossa lämpötila nousee korkeimmalle, ja tämän pisteen rakenteelliset ominaisuudet määräytyvät sen mukaan, kuinka kauan lämpötila pysyy korkeimmillaan sekä millainen on sen jälkeinen jäähtymisnopeus.
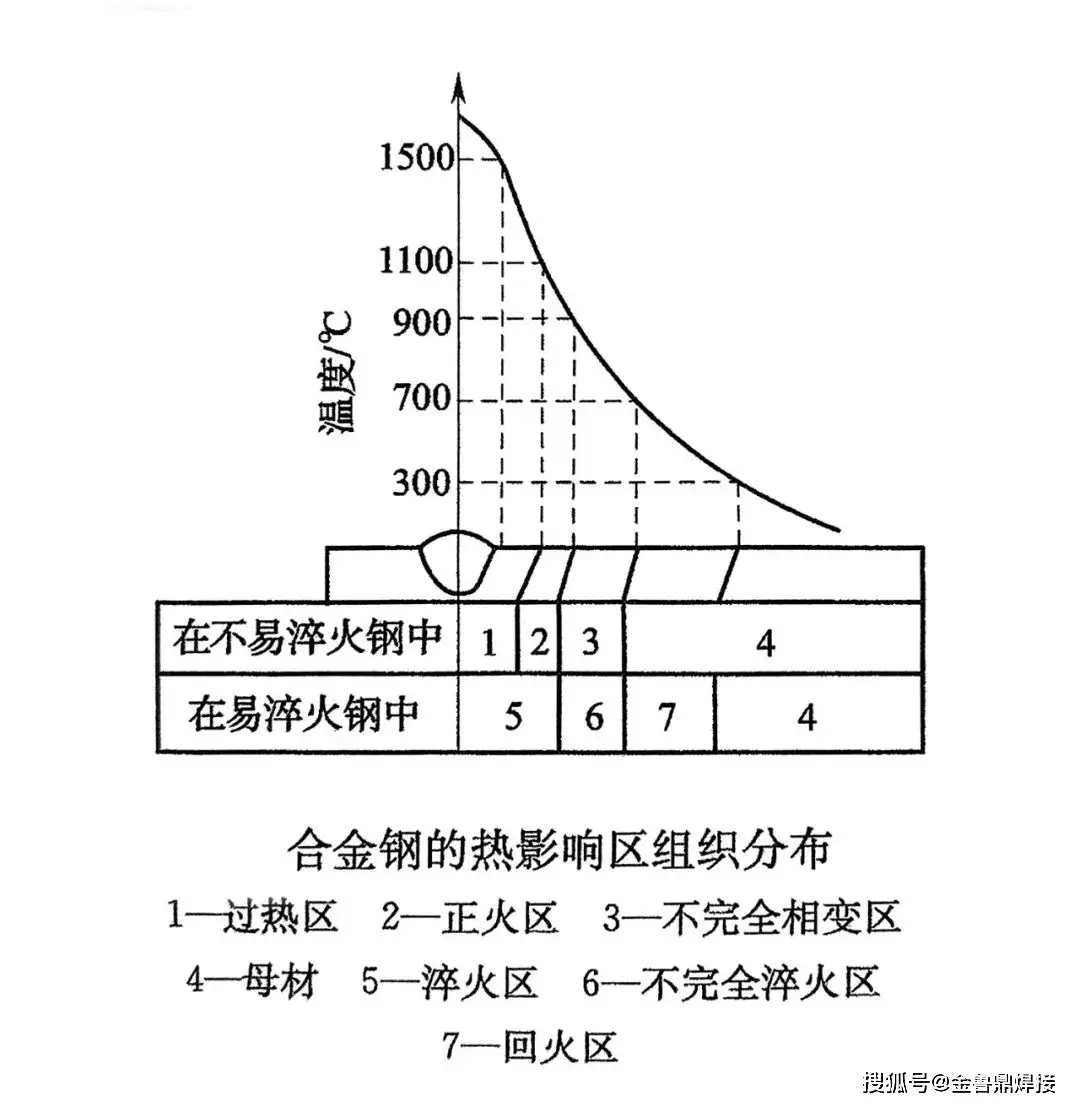
Rakenneteräksen lämpökäsittelyominaisuuksien perusteella hitsauksessa voidaan se jakaa kahteen luokkaan. Toinen ryhmä koostuu teräksistä, joilla on suhteellisen pieni karkaisun taipumus tavallisissa hitsausolosuhteissa, kuten vähähiiliset teräkset ja vähäseosteiset teräkset, joissa on vain vähän seosaineita. Näitä kutsutaan “vaikeasti karkeneviksi teräksiksi”. Toinen ryhmä koostuu teräksistä, joiden hiilipitoisuus on suhteellisen korkea tai joissa on runsaasti seosaineita. Niiden karkaisualttius on suhteellisen suuri tavallisissa hitsausolosuhteissa, ja niitä kutsutaan “helposti karkeneviksi teräksiksi”. Näiden kahden teräsryhmän rakenne hitsausprosessin aikana syntyvässä lämpövaikutusalueessa on myös keskenään erilainen.













Ei kommentteja