
Tervetuloa Dalian Fu Hong Machinery Co.
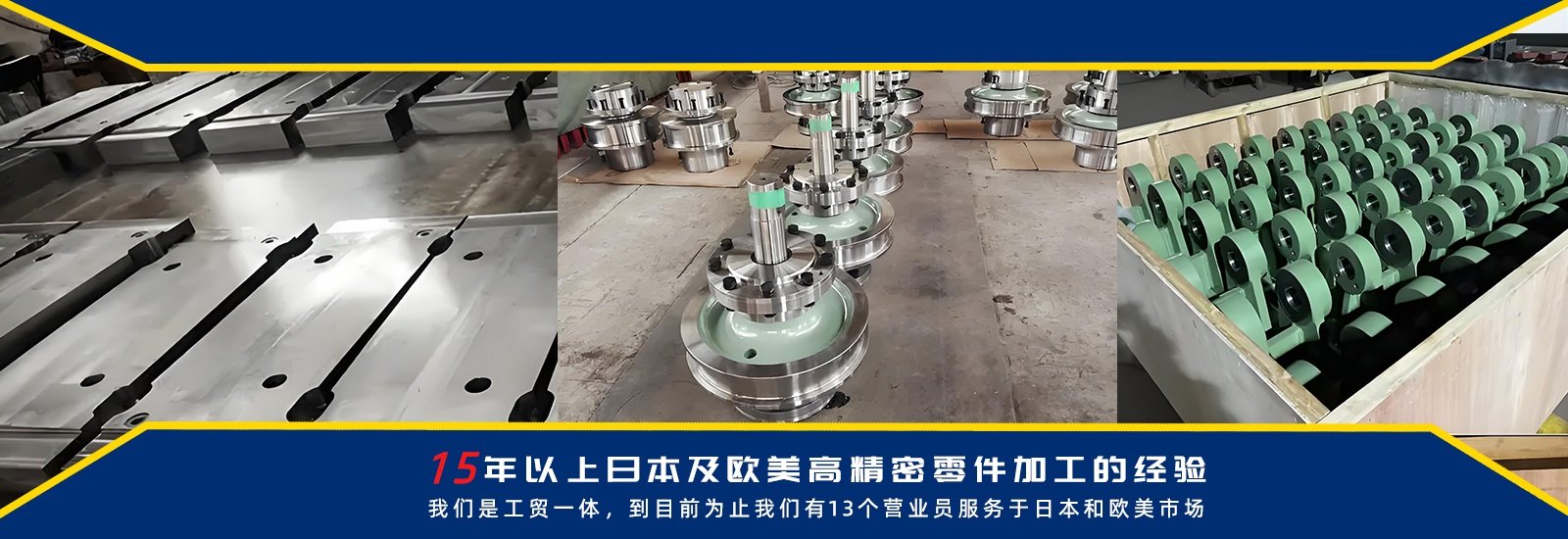
Korkeatasoisten palvelujen tarjoaminen Kiinan valmistusteollisuudelle yksittäisestä tuotteesta eräkäsittelyyn asti
Tietoja Fuhongista
Dalian Fuhong Machinery Co., Ltd. sijaitsee...
Fuhong tuotteet
Yksittäisestä tuotteesta eräkäsittelyyn...
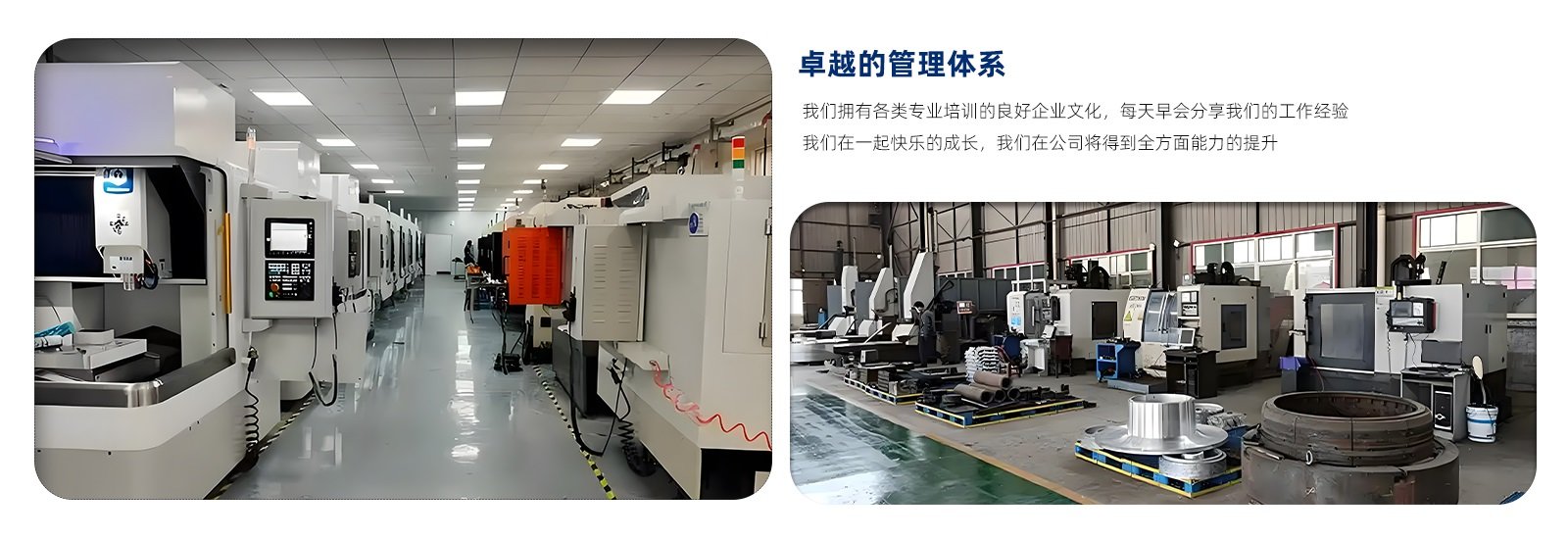
Laitteiden esittelytilaisuus
Koneistus, metallilevyt, valu, lämpökäsittely...
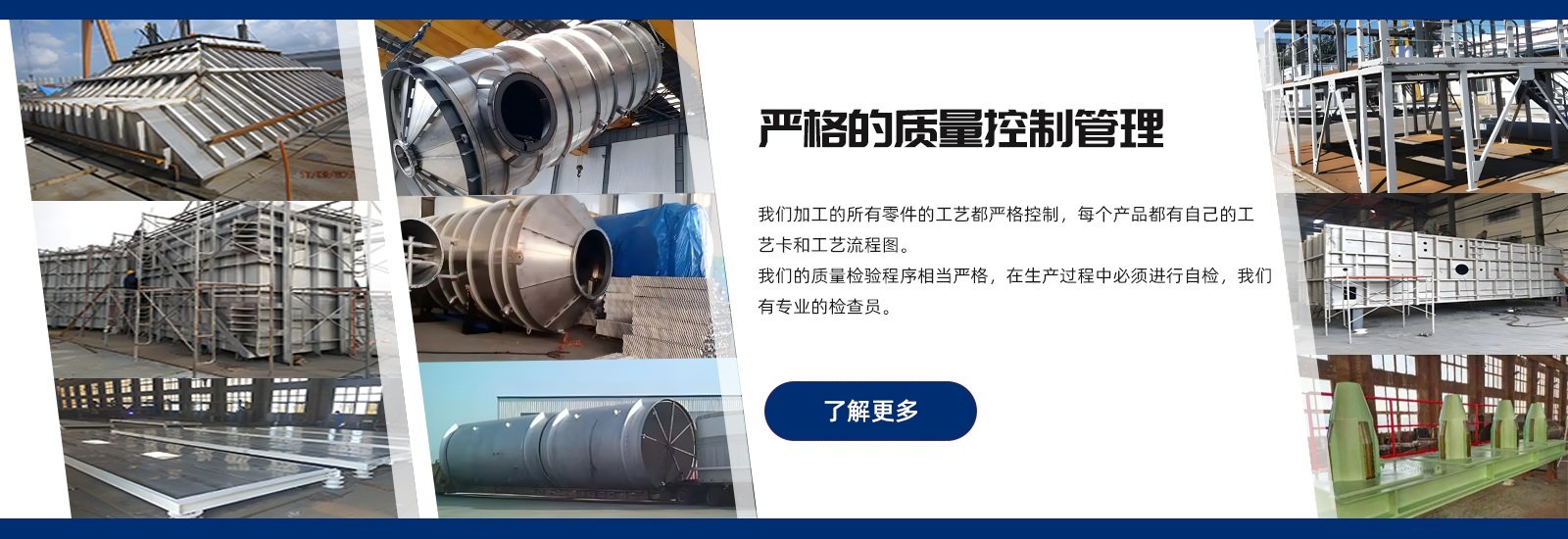
laadunhallinta
Laatu ja eheys











Fu Hong Machinery sijaitsee Yingchengzi Industrial Park, Ganjingzi District, Dalian City, liiketoimintafilosofia: luoda perusta hyvässä uskossa, laatu liiketoimintaa, palvelun maine, ja innovaatio perustuu! Jotta "säästäväinen yrittäjyys, rehellisyys, nöyryys, yhtenäisyys ja harmonia" liiketoiminnan elementteinä, noudata "selviytymisen, maineen ja kehityksen laatua" liiketoimintafilosofiana, "eheys, palvelu, viestintä, edistys, edelläkävijyys ja innovaatio!". "Jatkuvan kehityksen prosessissa kohtaamme uusia mahdollisuuksia ja haasteita uudella hengellä ja palautamme asiakkaille korkealaatuisia tuotteita ja täydellistä palvelua. Viime vuosina Dalian Fu Hongin koneet ja laitteet ja maailman eri asiaan liittyvät yksiköt toteuttavat tiivistä vaihtoa ja yhteistyötä, tuoteinnovaatioita ja korvaavat useita korkealaatuisia korkean teknologian koneita ja laitteita sekä koneistustuotteita!

.jpg)










Analyysi metallisten 3D-tulostimien viidestä yleisimmästä käyttötapauksesta
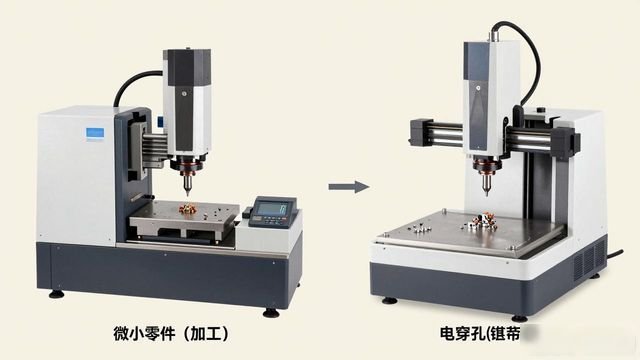
Pienten osien yhdistelmätyöstömenetelmät ja -prosessit

Quzhoun titaaniseoskomponenttien koneistuksen palveluntarjoaja

Tarkka ratkaisu – keraamisen materiaalin työstämisen pitkän keston ja korkeiden kustannusten ydinongelmat ja ratkaisumallit

Keraamisten osien tarkkuuskone: auttaa tarkkuuskeraamisten osien valmistajia hyödyntämään nopean toimituksen edut

Tunnetko todella nämä hitsausapuvälineet?
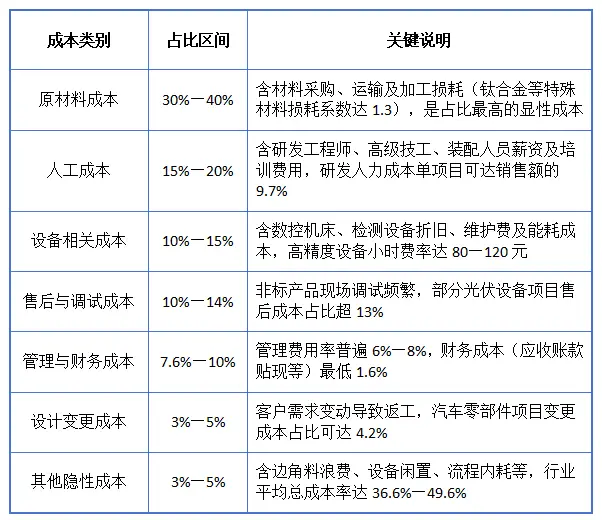
Kuinka alentaa epätyypillisten automaatiokomponenttien valmistuskustannuksia

Mitä olennaisia eroja kolmiakselisilla ja viisiakselisilla työstökeskuksilla on?

Pearl River Delta -alueen CNC-työstön tarkkuuden varmistamista käsittelevä raportti: vaatimustenmukaisuusstandardit ja toteutustavat

