
ターニングマシン、フライス盤、プレーニングマシン、研削盤、ボール盤、中ぐり盤、これらのマシンの最高精度と、さまざまな加工方法で達成できる公差のすべてがここにある。


I. ターニング
ワークピースを回転させ、旋削工具を平面内で直線または曲線に移動させ、加工を行う。加工旋盤加工は通常旋盤で行われ、被加工物の内外円筒面、端面、成形面やねじ山を含む円錐面を加工する。

旋削加工では、精度は通常IT8からIT7の範囲である。表面粗さその後、1.6μmから0.8μmの値になる。
(1)荒旋削りでは、旋削速度を落とさない条件で、大きな切り込みと大きな送りを採用し、旋削効率の向上を目指すが、加工精度はIT11までで、面粗さはRα20~10μmの範囲である。
(2)中仕上げ旋削の場合、高速回転を心がけ、同時に送りを小さくし、切り込みも小さくすることで、加工精度はIT10~IT7、面粗さはRα10~0.16μmに達する。
(3)非鉄金属部品の高精度の旋盤、高速精密回転の良い修理ダイヤモンドの回転用具の使用は IT7 に IT5 の Rα0.04 から 0.01μm の表面荒さの加工精度を作ることができま、そのような回転は「ミラーの回転」と呼ばれます。
ミーリング
フライス加工とは、回転する多刃工具を使用して被加工物を切削することであり、平面の加工に適し、溝の加工に適し、スプライン、歯車、ねじなどの様々な形状の面の加工に適し、また金型などの特殊な形状の加工にも適する、効率の高い加工方法である。フライス加工中の主運動方向がワークの送り方向と同じか反対かによって、平滑フライス加工と逆フライス加工に分けられます。

フライス加工の場合、加工精度は通常IT8からIT7に達し、表面粗さは6.3から1.6μmである。
1) 荒加工はIT11~IT13の精度で、表面粗さ5~20μmで行われる。
(2)中仕上げフライス加工の場合、対応する加工精度はIT8~IT11の範囲であり、表面粗さは2.5~10μmの範囲である。
(3)ファインミリングを使用する場合、加工精度はIT16~IT8の範囲、表面粗さは0.63~5μmの範囲となる。
III.プレーニング
プレーニングとは、プレーニングナイフを用いて、被加工物を水平方向に相対的に直線往復させる切削方法で、主に部品の形状加工に用いられる。

プレーニング加工では、一般的にIT9からIT7の精度を達成することが可能で、表面粗さはRa6.3から1.6μmの範囲である。
(1)粗研磨後、精度はIT12からIT11の範囲にあり、表面粗さは25μmから12.5μmの範囲にある。
(2) 半仕上げ平削り精度はIT10~IT9、表面粗さは6.2~3.2μm。
3) 仕上げ平削り。IT8~IT7の精度を達成でき、表面粗さは3.2~1.6μmである。
研磨
研削は、砥粒と研削工具を使用してワークピースから余分な材料を除去するプロセスであり、機械製造業界の仕上げ工程であり、広く使用されている。

一般的に研削加工は、IT8~IT5、あるいはそれ以上の精度で、表面粗さ1.25~0.16μmの半仕上げ加工や仕上げ加工に用いられることが多い。
(1) 精密研削の表面粗さは0.16~0.04μmである。

(2) 超精密研削の表面粗さは0.04~0.01μm。
(3) 鏡面研削の表面粗さは0.01μm以下に達することができる。
V. ドリリング
穴あけ加工の基本的な方法のひとつはドリル加工で、ボール盤の上で行うことが多いが、実は旋盤でもドリル加工を行うことができ、中ぐり盤でもドリル加工を行うことができ、フライス盤でもドリル加工を行うことができる。
穴あけ加工では、加工精度は比較的低く、通常IT10までしか加工できず、表面粗さは一般的に12.5~6.3μmの範囲である。
つまらない
ボーリングとは、工具を使用して穴やその他の円形輪郭の内径を拡大する切削加工のことで、その用途は一般に、半粗加工から仕上げ加工までで、通常は片刃のボーリング工具(ボーリングバーとも呼ばれる)を使用する。

(1)鋼材のボーリング精度は、一般的にIT9からIT7の標準を達成することができ、表面粗さは2.5〜0.16μmの範囲である。
(2) 精密ボーリングで得られる加工精度はIT7からIT6の範囲に達し、表面粗さは0.63から0.08μmである。
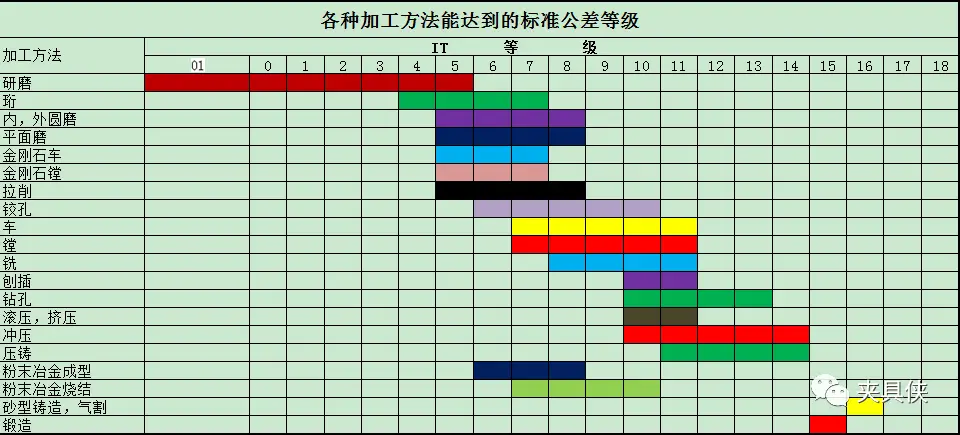
注釈
加工精度とは、加工面の幾何学的パラメータを評価するために使用される用語であり、製造された製品のきめの細かさを特徴付ける。規格で使用される加工精度の測定は公差レベルであり、公差レベルはIT01、IT0、IT1、IT2、IT3からIT18までランク付けされており、IT01、IT0、IT1、IT2、IT3からIT18までの合計20は、IT01は部品の加工精度が最高レベルであることを示し、IT18は部品の加工精度が最低レベルであることを示し、IT7レベルの精度を持つ一般的な工場や鉱山機械、IT8レベルの精度を持つ一般的な農業機械。IT7レベルの精度を持つ一般的な工場や鉱山機械、IT8レベルの精度を持つ一般的な農業機械。違いの機能に応じて製品の部品は、加工精度を達成する必要性は同じではありませんが、処理形態の選択と加工それもまた違うだろう。














コメントなし