
蘇州恒美楽智能科技有限公司
素材はシートメタル。ステンレス鋼成型部品は工学機械部品に属し、アンダーカット方式はベンド工程には、カッティングと板金加工加工貿易モードは、オンデマンドでカスタマイズすることができ、輸入製品ではなく、電子機器、通信、医療に使用され、カスタム加工をサポートし、使用される材料の表面はステンレス鋼であり、表面粗さは滑らかな形状を呈し、全国で販売することができ、注文をサポートし、表面処理は、様々な色で、板金加工サービス、研磨されています。
板金技術に携わる者、板金製造に携わる者、そして製造企業にとって、製造工程における板金加工は製品の品質に直結するものであり、最新の設備と最適化された工程を駆使することで、部品に求められる高い精度への対応や、形状の複雑さなどの問題に効果的に対処し、様々な柔軟な要求を提示する製品仕様に対応することが可能となる。多様化するニーズに応える製品仕様の柔軟性。
板金展開
板金展開図は、機械加工工程の重要な一部です。板金部品を加工するためには、板金部品の設計が正しく行われ、展開図の寸法が正確に求められることが前提条件となる。コストを削減し、生産性を向上させるためには、成形された板金部品の展開寸法を可能な限り求めることが重要です。
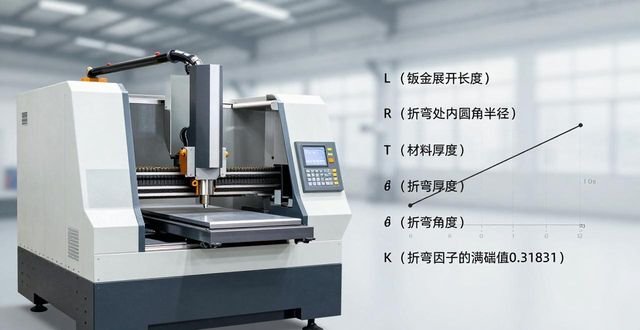
板金の広がり長さとは、平らな状態から曲げ変形させて特定の形状にするために必要な長さのことで、計算式で求められる:

ここで、Lは板金の展開長さを意味し、Rは曲げ場所の内側フィレットの半径を意味し、これは通常曲げ設備に関連し、Tは材料の厚さを表し、θは曲げ角度であり、Kは曲げ係数であり、これは曲げの中心線によって決定される定数であり、主に材料に関連し、そのデフォルト値は0.31831である。
板金展開長さの計算式によると、板金展開長さに影響する四大要因のうち、材料厚さTと曲げ角度θは製品の構造によって決まり、ある製品構造では定数とみなすことができる。従って、板金技術設計では、K因子と曲げ角度Rを板金展開計算の主な基礎としています。
実際、板金職人は加工中、板金材料の特性や板厚などに応じてベンディングライセンスにパラメータを設定し、板金の展開寸法を計算しているが、これらのパラメータは経験値に過ぎず、必ずしも実際の状況に対応していない。しかし、これらのパラメータはあくまで経験値であり、実際の状況に対応するとは限らない。 合理的な展開図を得るためには、Pro/Eなどの3次元ソフトウェアと連携して曲げ板金部品の設計を行う必要がある。
工作機械板金部品の主な生産は、まず第一に、CNC板金剪断機、CNCレーザー切断機、CNCタレットパンチとCNC曲げ機や他の機器の助けを借りて、3つのステップに分かれています処理される板金に、第二に、それは最後の、表面溶射の実装の形状を達成することができるように、手動溶接を実施する部品を溶接する必要性のために。
設計と加工の工作機械板金は、次の問題に注意を払う必要があります。
工作機械用の板金部品を設計する場合、人為的な割れや溶接、過度な割れを防ぐために、部品を直接曲げられるかどうかを事前に検討することが重要である。また、構造的にも技術的にも正しい板金モデルを生成するために、止まり溝の形状、変形領域、穴からエッジまでの小さな距離、曲げエッジの小さな高さなど、板金の構造要素も設定します。
板金展開
シートメタルのアンフォールディングは、機械加工工程における重要なプロセスです。板金部品の設計を正しく完成させ、展開寸法を正確に求めることは、板金部品を加工するための前提条件である。成形された板金部品の展開寸法を可能な限り把握することは、生産性の低減と向上のために重要です。













コメントなし