
1.5 金属材料の被削性
板金部品加工技術は、プログラムを決定し、部品の形状を処理するために、精度と企業は、機器の構造などを持っているだけでなく、大きな相関関係で使用される材料の部品と、たとえ材料の化学組成と同じであっても、材料の強度レベルが同じではありません加工プロセスの部品は、異なる影響をもたらすだけでなく、生産と加工の板金部品に直接影響を与えるので、それは分析し、異なる材料の加工技術を理解する必要があります。したがって、異なる材料の特性を分析し、理解することが必要である。
1.5.1 金属材料の加工性
板金加工用の材料に関する限り、加工プロセス性能は金属によって異なり、その加工プロセス性能は主に測定するためのプロセス性能試験およびプロセス性能指数に依存している。
1.プロセス性能テスト
応力-ひずみ状態が基本的に同じであるため、試験結果はより正確に材料の応力だけでなく、変形の実際のプロセスを反映することができますので、以下の特定のプロセスのために、テスト結果は、より正確であるように、小さなサイズの試験片を形成するように、プロセス性能試験は、実際の成形方法の特定のタイプを直接シミュレートすることです。
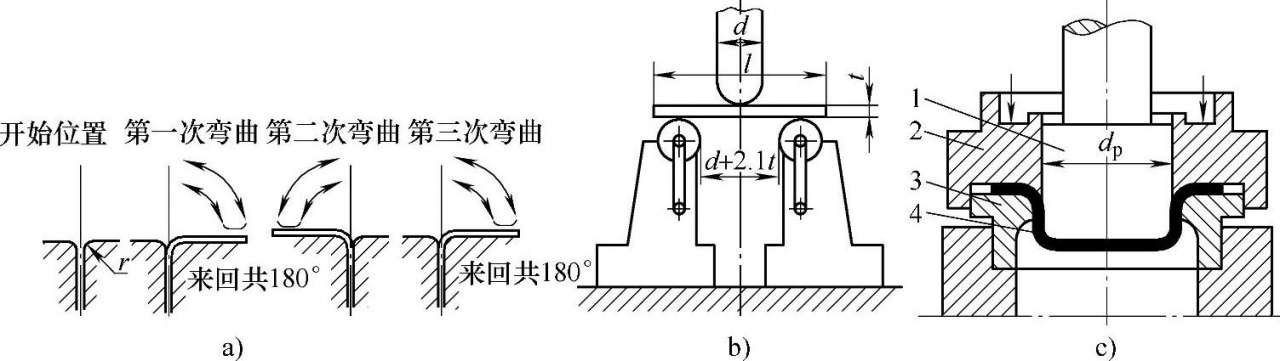
(1) 板材の局部的な曲げや伸びの特性を評価する曲げ試験や深絞り試験は、実際の生産現場でよく行われる試験である。曲げ試験は、スラットの特殊な爪にクランプして試験を行う。どのような曲げ作用があるかというと、90°曲げの右側と90°曲げの左側に順番に、破断の出現まで、あるいは技術条件で指定された曲げ回数を達成するまで行う。曲げ半径rが小さいほど、繰り返し曲げが多くなり、シートの成形性が向上する。この試験は、厚さ2 mmまでの板を特性評価するために実施される。図1-8bは、より厚い板の曲げ性能を評価するための試験セットアップを示している。 金型曲げ直径dが小さいと、曲げ角度が大きくなり、板の曲げ性能が向上する。この試験は、4mmまでの板厚の特性評価に使用できる。図1-8cはスウィフトカップ深絞り試験であり、シートの深絞り性能を評価する試験方法として、限界深絞り比LDR(Dmax/dp)を求めるために使用され、その凸ダイス直径dPは32.50mmであり、コーナー半径は4.5~5.5mmであり、適用可能な板厚範囲は0.32~1.3mmまたは0.45~1.86mmである。0.45~1.86mm。

図 1-8 曲げ試験と絞り試験
a), b) 曲げ試験 c) 深絞り試験
1-凸型 2-圧着リング 3-凹型 4-製品
平板の直径が異なる深絞り加工を行う場合、多くの場合、深絞り比0.025を単位としてブランクの直径を変化させ、ブランクの最大直径Dmaxと凸ダイスの直径dpの比をLDRの深絞り比の限界として、破断することなくカップに深絞りすることができるようになると同時に、LDRの値への影響を低減するために適切な圧着力の範囲を探索する必要があります!LDRの値。
(2) 各種プレートの膨張性能を評価する試験として、膨張試験、アリソン・カッピング試験、水力膨張試験がある。図1〜9の場合、9aに示すアリソン式カッピング試験装置がある。また、カッピング値を制限する試験基準もあり、これは9bに示されている。これは国際的に広く用いられている試験方法である。
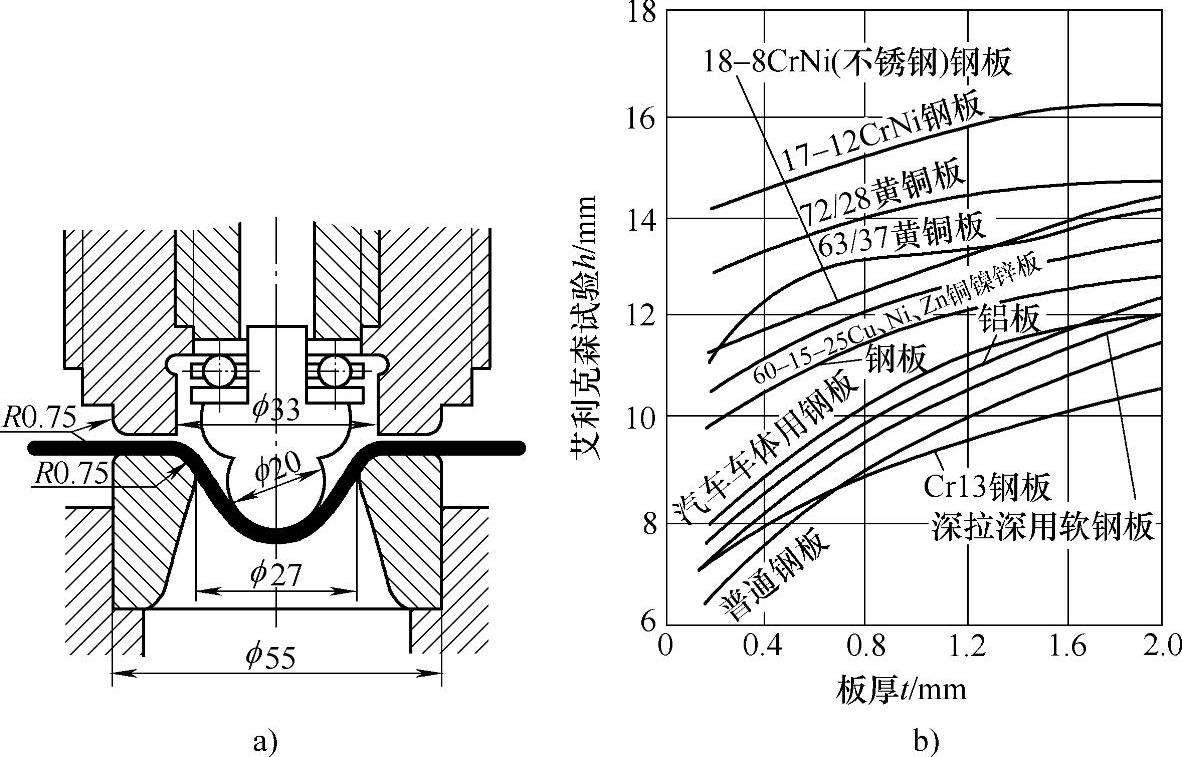
図 1-9 拡張テスト
a) カッピング・テスト b) 標準カッピング値
球状の凸型の半径はφ20mm、凹型の内径はφ27mm、凹型の外径はφ55mm、凸型と凹型の両方の角丸の半径は0.75mm、圧着リングの厚さは20mm以上、圧着リングの外径はφ55mm、試験は板厚0.5~2.0mmに適用され、ピットから試験片の端までの最短距離は45mm以上と規定されている。
GB/T4156-2007は規定し、球状凸型の半径は10mm、圧着円の大きさは規定せず、試験片の仕様は70mm×80mm、その他のパラメーターは国際標準と同じである。試験は一般的な板厚値2mm以下に適用し、必要に応じて2~4mmの板材に適用し、試験速度は5~20mm/分である。
2.プロセス・パフォーマンス指標
材料が様々なプレス・成形方法に適応する能力を材料のプレス・成形特性といい、耐破断性、金型密着性、成形性なども含まれる。材料のプレス・成形特性が良いとは、プレス加工に適していることであり、1回のプレス加工限界の変形度合いが全体の限界の変形度合いに比べて大きく、生産性が高く、コストが低く、高品質のプレス部品を得やすいという包括的な概念である。
あらゆる種類のプレス成形プロセスにおいて、シートの最大変形度は成形限界と呼ばれるもので、これは破断抵抗と関連しており、シートプレス成形の性能が高ければ高いほど、シートの破断抵抗は向上し、成形限界は高くなる。
成形性とは、冷間プレス工程において、シートが金型の形状に適合する能力のことであり、成形工程においては、様々な要因の影響から、シートにしわ、反り、潰れや膨らみなどの幾何学的欠陥が発生し、成形性が低下することがある。
成形性とは、部品が金型から離型した後、金型内で獲得した形状を保持する能力のことである。成形性に影響を与える多くの要因の中で、スプリングバックは最も重要です。離型後、過度のスプリングバックにより著しい形状誤差が生じることがよくあります。シートの成形性と成形性は、部品形状の寸法精度を決定する重要な要素です。
以下の機械的特性指標は、様々な角度から材料のスタンピング性能を反映することができ、その中でもより重要なものが存在する:
(1)一様伸びδbは、引張試験における伸び始めのネック部の伸びを比例的に表したものである。これは、材料が均一な変形、すなわち安定した変形をする能力を示す。通常、プレス成形はシートが均一に変形する範囲で行われるため、δbはプレス成形に比較的直接的な意味を持ち、δbが大きいほど材料の変形限界が大きく、プレス成形に有利である。
(2)降伏強度比、すなわち、(σs /σb)、それは材料のスタンピング性能を反映することができる包括的な指標であり、降伏強度比が小さい場合は、降伏強度σsと強度限界σbとの間の差が大きく、許容塑性変形間隔も大きく、これはすべてのスタンピングの変形が有利であるためです。
(3) 硬化指数 n:冷間塑性変形時の材料の硬化の程度を示す。nの値が大きいほど、材料の硬化効果が大きく、伸び型変形に有利である。変形硬化による変形抵抗の増大は、弱化の耐力の低下による伸びによる局部断面積の減少を補うことができるため、変形域の拡大に伴う局所的な変形集中のさらなる進展を防止し、変形域を均一化することができ、変形の程度を増大させる役割を果たす。
(4) 板厚方向性係数γとは、板状試験片の引張試験過程における幅ひずみεbと板厚ひずみε1の比のことで、塑性ひずみ比ともいう。プレス成形の場合、通常、板面方向には変形が生じうるが、板厚方向にはあまり変化がないと考えられる。γの値が1より大きい場合は、幅方向の変形が厚み方向の変形より大きいことを意味し、γの値が大きいほどシートのプレス成形限界を高めるのに役立つ。
スタンピングに使用される板はすべて圧延材であり、繊維組織の役割を考慮すると、全方向の機械的特性は完全に同じではないため、異なる方向のサンプリングから板厚方向係数を求め、サンプリングの平均値を基準としているのが現状である。
(5)インターセプト実験試料上の異なる方向のシートの平面内では、実験で測定された機械的特性は同じではありませんが、さまざまな異なる、プレート平面方向性Δγで測定された実験的物理的特性は、このように生成されます。プレートは、この機械的特性、プレート面の異方性の方向の物理的特性は、Δγとして表されるプレート面の指向性として知られている。板面指向性の大きさは、複数の異なる方向における板厚指向性係数の平均差によって測定することができる。板材の板面方向性Δγが存在すると、深絞り部の口部にラグが発生することが多く、ラグの大きさはΔγに関係し、ラグの位置もΔγに関係するため、Δγはラグパラメータと呼ばれる。ラグは部品の形状と寸法精度に影響するため、必要に応じて追加のトリミングが必要になります。
1.5.2 一般的なシートメタル材料のプロセス特性
板金材料の加工特性を理解し分析することは、板金部品加工プロセスと生産作業仕様の策定にとって極めて重要である。 以下に、一般的に使用される板金材料の加工特性を示す。
1.普通炭素構造用鋼の加工特性
一般的に、最もよく使用される板金部品は、Q195、Q215、Q235などの普通炭素構造用鋼と08、10F、20などの高級炭素構造用鋼で、冷間または熱間加工成形、ガス切断、カーボンアークガスプレーニング作業、水火矯正工程など、プロセス性能は完璧な状態に変換されています。成形工程を除いて、材料の厚さが増加するため、変形率の制限を受けることになり、加熱は上限温度の制限を受けることになりますが、制限の他の側面はあまりありません。
減少、変形抵抗の上昇、この温度範囲は、鋼の性能劣化、脆性破壊しやすいときに、青脆性ゾーンとして記録され、青を示す破壊;と800から950℃の範囲では、高温脆性ゾーンが存在し、可塑性の低下をもたらす。したがって、板熱間引抜作業工程では、熱間プレス温度の実際の変形に特別な注意を払う必要があります青脆性ゾーンと高温脆性ゾーンであってはならない。作業中、加熱装置とプレスの間の位置が変形熱間プレスの温度に及ぼす影響を考慮し、青脆性と熱間脆性の出現を防止するために、冷却装置とブロー装置を注意深く使用する必要がある。
2.合金鋼の加工特性
一般的に板金製構造部品の製造に使用される合金鋼で、一般的にQ345、その旧グレードは16Mnなど、Q390、その旧グレードは15MnVなど、これらは低合金高強度構造用鋼に属し、それぞれの加工特性は次のとおりである:
(1)Q345鋼は、通常、熱間圧延状態で配信され、熱処理を必要としない、特に圧延材の20mm未満の厚さのために、その機械的性質は非常に高いので、ホットプレスは、一般的に直接後に使用されます。20ミリメートル以上の厚さの鋼板については、鋼の降伏強度と低温衝撃靭性を向上させるために、正規化処理後に使用することができます。
また、ガス切断性能は通常の低炭素構造用鋼と同じで、1mmの範囲のガス切断エッジは硬化する傾向があるが、硬化した領域は特に狭いので、溶接によって除去することができ、このタイプの鋼のガス切断エッジは、機械的処理なしで直接溶接に行くことができます。
炭素アーク・エア・プレーニングの特性は、通常の低炭素構造用鋼と同じである。この鋼のエッジは機械加工することなく直接溶接することができる。その結果は、機械加工と溶接後の熱影響部の硬さと本質的に同じである。
Q235と比較すると、Q345鋼の降伏強度は上記の状況にあり、Q235より高いので、冷間成形力はQ235鋼より大きい。熱延鋼板の板厚が大きい場合、焼ならしや焼鈍によって冷間成形性を大幅に改善することができる。しかし、板厚が一定の厚さ(t≧32mm)になると、冷間成形後に応力除去熱処理を行う必要がある。
Q345鋼を800℃以上に加熱すると、良好な熱間成形特性を得ることができるが、加熱温度は900℃以上には適さず、そうでなければ過熱組織になりやすく、鋼の衝撃靭性が低下する。
また、Q345鋼は、3回火炎加熱して矯正し、水冷した後、機械的性質は大きく変化せず、元の母材と同じ脆性損傷抵抗性を有するので、この鋼は水火矯正することができますが、動的荷重構造には、水火矯正の使用には適していません。
(2)Q390、薄い鋼板のせん断性能、冷間圧延性能とQ345鋼は似ていますが、しかし、板厚tの≥25ミリメートル熱延鋼板は、せん断の冷間硬化に起因するせん断エッジでは、小さな亀裂を非表示にするのは簡単です。この亀裂は、鉄鋼工場の前に形成されている可能性がありますので、品質検査を強化するために、一度見つかった、ガス切断や機械加工の助けを借りて、亀裂を含むエッジを削除する必要があります。さらに、冷間圧延時に割れやすい厚いQ390熱延板は、930~1000℃で焼ならしをして塑性と靭性を高め、冷間圧延特性を改善することができる。
さらに、このタイプの鋼鉄は、その熱い形成の性能よいです、熱いまっすぐになる性能はまた熱く形成のための 850 から 1100 ℃の加熱温度でよいです、影響の降伏強度のための多数の熱することは重要ではないし、ガス切断の性能はよいです、カーボン アーク ガス平削りの性能はまたよいです、溶接された接合箇所の性能のためのカーボン アーク ガス平削りは否定的な影響を与えません。
3.ステンレス鋼の加工特性
ステンレス鋼の多くの種類がありますが、その化学組成のため、同じではありません、冶金組織も異なっているので、ステンレス鋼の機械的性質のすべての種類は、その化学的性質に小さな違いはありませんが、物理的性質にも大きな違いがあるステンレス鋼材料の適用プロセスの難しさにつながる、同じではありません、比較的増加した。
板金加工で一般的に使用されるステンレス鋼種は2 種類ある:
クラスA:マルテンサイト系ステンレス鋼。
クラスB:オーステナイト系ステンレス鋼など。
上記の2種類のステンレス鋼は、次のような加工特性を持っている:

(1)材料を良好な塑性加工性にするためには、材料を軟らかい状態に保つ必要があり、これに基づいて熱処理が行われる。A種ステンレス鋼の軟化熱処理は焼鈍であり、B種ステンレス鋼の軟化熱処理は焼入れである。
(2)柔らかい状態、良好な加工技術を持つステンレス鋼の2種類の機械的特性は、スタンピング変形技術は、スタンピングの基本的なプロセスの変形に適した、ステンレス鋼の材料特性と通常の炭素鋼の違いは、ステンレス鋼材料の垂直方向のプラスチック異方性の特性値で描画すると、通常の炭素鋼、高降伏強度と冷間硬化深刻な、しわに描画、凹型ダイコーナー曲げと逆曲げ変形のシートよりもはるかに低いです。反動に、頻繁に工作物の側壁を凹ませるか、または曲げなさい、従ってステンレス鋼の深絞りには高圧の物質的な力が必要であるが、また型の注意深い調節を要求する。
ステンレス鋼の冷間硬化現象は非常に強いので、深絞り加工はしわが発生しやすいので、プロセスの実際の操作では、深絞り作業がスムーズに行われるように、次のいくつかのイニシアチブを取ること:
まず、一般的に言って、各深絞り後に中間焼鈍を行う必要がありますが、これはなぜですか?その理由は、ステンレス鋼は軟鋼とは異なり、3~5回の絞り加工を経てから中間焼鈍を行うことができますが、ステンレス鋼は通常、絞り加工を行うたびに、すぐに中間焼鈍を行う必要があるからです。
深絞り部品の変形が大きい場合は、最終深絞り成形において、残留内部応力を除去した後、直ちに熱処理を行わないと深絞り部品に割れが発生する。熱処理仕様の内部応力を除去するために:250〜400℃のクラスAステンレス鋼加熱温度、350〜450℃のクラスBステンレス鋼加熱温度、その後、上記の温度で1〜3時間保持する。
例えば、ステンレス鋼を80~120℃に加熱すると、③材料の加工硬化や残留内部応力を低減することができ、④引抜き深さの変形度を改善することができ、⑤引抜き深さ係数を低減することができる。しかし、オーステナイト系ステンレス鋼を300~700℃の高温に加熱した場合、⑦はプレス加工性をそれ以上向上させることができない。
複雑な部品を深絞り加工する場合、低速の深絞り速度(速度範囲は0.15~0.25m/s)で変形させ、良好な結果が得られるように油圧プレスや一般油圧プレスなどの設備を選定する必要がある。
(3)炭素鋼や非鉄金属材料と比較して、ステンレス鋼のスタンピングは別の特徴を持っています、つまり、変形力が大きく、弾性反発も大きいです。そのため、プレス部品のサイズや形状精度の要求を満たすためには、トリミング、矯正、必要な熱処理を追加する必要があります。
(4)違いの異なるカテゴリのオーステナイト系ステンレス鋼の降伏強度は非常に重要であるため、せん断の過程で、処理装置の容量に注意を払うためにプロセスを形成する。
4.非鉄金属材料とその合金の加工特性
非鉄金属材料やその合金を成形する場合、金型表面と接触するため、金型表面の平滑性に対する要求は比較的高い。
(1)銅と銅合金の中で、純銅、黄銅、青銅などいくつかの種類があります。純銅および等級はH62およびH68黄銅である、スタンピングプロセスは強くなるためにH68よりH62を冷間硬化させることを見るために比較される非常によい。
耐食部品、ばね部品、耐摩耗部品に使用される青銅の特性は、等級によってかなり異なる。一般的に青銅は黄銅に比べプレス加工性がやや悪く、また黄銅に比べ冷間硬化が激しいため、中間焼鈍を頻繁に行う必要があります。
真鍮と青銅のほとんどは、ホット状態の条件では、つまり、600から800℃の範囲では、より良いスタンピングプロセスを持っていますが、その加熱は、生産の観点から、多くの不便をもたらすでしょう、そして、銅と多くの銅合金は、200から400℃の状態にあるとき、その可塑性は室温に比べて、減少の大きい程度があるでしょう、したがって、一般的なしたがって、ホットスタンピングは一般的に使用されません。
(2) アルミニウム合金板金部品に一般的に使用されるアルミニウム合金には、アルミニウム-マンガン合金、アルミニウム-マグネシウム合金、銅-アルミニウム合金、アルミニウム-マグネシウム-シリコン合金などがある。
旧来の防錆アルミ等級に相当するアルミ-マンガン合金やアルミ-マグネシウム合金は、特に熱処理が不十分で、冷間加工硬化でしか強化できないが、適度な強度を持ち、優れた塑性と耐食性を備えている。昔のジュラルミン合金に相当する銅-アルミ合金や、昔の鍛造アルミ合金に相当するアルミ-マグネシウム-シリコン合金は、熱処理によって強化できるアルミ合金です。アルミニウム-マグネシウム-シリコン合金は、熱間状態では強度が比較的高いが、熱処理による強化効果は良くない、焼鈍状態では塑性が良く、プレスや鍛造加工に適している、銅-アルミニウム合金は強度が高く、熱処理による強化効果は良い。
アルミニウム-マンガンまたはアルミニウム-マグネシウム合金のために、最大の可塑性を得るために焼きなまし方法を使用することができ、銅-アルミニウム合金とアルミニウム-マグネシウム-シリコン合金は、最大の可塑性を得るために焼きなましと焼入れ方法の両方を使用することができ、それらは状態の後に状態で急冷され、高い可塑性と利益の包括的な機械的特性のスタンピングを持っているので、スタンピングプロセスのアニール状態よりも優れています。
銅-アルミニウム合金およびアルミニウム-マグネシウム-シリコン合金の熱処理は、強化の実施、すなわち、焼入れの実施後、時間の延長とともに強化が徐々に進行することを特徴とし、この現象は「時効強化」と呼ばれる。時効強化は特定の発展過程を示し、その発展速度は材料の等級によって異なるため、アルミニウム合金は時効強化の特徴を有する。したがって、これらの材料からなるアルミニウム合金のプレス加工は、時効強化の進展が完了する前に行う必要があり、一般的には焼入れ後1.5時間以内に完了させる必要がある。
アルミニウム合金では、アルミニウム-マグネシウム合金の冷間硬化がより激しいので、この材料を使用して複雑な部品を作る場合、一般に1~3回の中間焼鈍を実施する必要があり、内部応力を除去するための最終焼鈍は、深絞りおよび深絞り成形後に実施しなければならない。
加工技術を向上させるために、アルミニウム合金の生産でもスタンピングプロセスの暖かい状態で使用され、暖かいスタンピングは、より頻繁に材料の低温硬化で使用され、(100〜200℃)を温めた後、材料だけでなく、低温硬化の一部を保持したが、また可塑性を向上させることができ、寸法精度のスタンピングとスタンピング部品の変形の程度を向上させることができます。
温間スタンピングを行う場合、加熱温度を厳密に制御しなければならない。温度が低すぎると、スタンピング部品に亀裂が生じ、温度が高すぎると、強度が急激に低下するだけでなく、亀裂も生じる。スタンピング工程では、凸型は非常に過熱しやすく、一度特定の温度を超えると、スタンピング材料が強く軟化し、深絞り部品の破壊につながる。凸型の温度を60℃未満に保つと、温間引抜きでの変形の程度が改善される。ホットスタンピングには専用の耐熱潤滑剤を使用することが重要である。
(3)チタンとチタン合金は、それぞれの加工性があまり良くなく、強度が比較的高いため、変形力が大きく、冷間硬化の度合いが強く、変形が大きくない部品にプレス加工できる一部のグレードを除き、ほとんどが熱間プレス加工となる。熱間プレス時の加熱温度は比較的高く、300~750℃の範囲であり、グレードによって異なります。 加熱温度が高すぎると材料が脆くなり、プレス加工には不利になります。チタンは非常に化学的に活性な元素であり、酸素、水素、窒素、その他の元素と結合するのに必要な温度は高くなく、酸素、水素、窒素、その他の元素と生成する化合物が脆性につながる重要な要因であることを考慮すると、チタンおよびチタン合金の加熱には厳しい制限があります。高温処理が必要な場合、保護ガス中、または完全に保護され、漏れのないパッケージの中で完全加熱を行わなければならない。チタンおよびチタン合金のプレス加工では、可能な限り低いプレス速度を使用する必要があります。
さらに、チタン材料は、パイプ切断機の切断などを含む鋸引き、高圧水切断、旋盤切断などの機械的手段によって切断することができる。遅い速度に適した鋸引き時間は、絶対にガス切断に加熱のオキシアセチレン炎や他の手段を使用することはできません、また、ホイールソー切断には非常に適していない、そうでなければ切開の熱影響部は、ガス汚染を受けることになります。同時に、刃先が大きすぎる場合は、また、プロセスのフライングエッジを追加する必要があります。
冷間曲げ操作を実装することができますが、リバウンド重要なチタンとチタン合金管の現象は、室温でそのリバウンドは、一般的にステンレス鋼の2〜3倍の量であるため、適切にリバウンドの量を処理するためにチタン管の冷間曲げ、さらに、チタン管の曲げ半径の冷間曲げは、管の外径の3.5倍未満にすることはできません、冷間曲げ、管の内側に乾燥した砂を充填することができ、木製のハンマーや銅ハンマーを使用することである。局所的な丸みやしわに関連する現象、パイプベンダー冷間曲げを避けるために、タンピングは、マンドレル、ホット曲げに追加する必要があり、予熱温度は間に200〜300℃にする必要があります。
90°のフランジングが必要な場合は、ひび割れを防ぐため、30°の金型、60°の金型、90°の金型を使い、プレス作業を3回行う。













コメントなし