
1.5 Machinability of metallic materials
Sheet metal parts processing technology to determine the programme, and processing the shape of the parts, precision and the enterprise has the structure of the equipment, etc., but also with the parts of the material used in the great correlation, even if the material strength level is the same as the chemical composition of the material is not the same as the parts of the machining process will bring about a different impact, but also a direct impact on sheet metal parts of production and processing, so it is necessary to analyse and understand the different materials processing technology Therefore, it is necessary to analyse and understand the characteristics of different materials.
1.5.1 Processability of metal materials
As far as the materials for sheet metal processing are concerned, the processing process performance varies from metal to metal, and its processing process performance mainly relies on the process performance test as well as the process performance index for measurement.
1. Process performance tests
The process performance test is to directly simulate a certain type of actual forming method, so as to form small-sized specimens, because the stress-strain state is basically the same, and thus the test results can more accurately reflect the actual process of the material stress, as well as deformation, so for a specific process below, the test results are more accurate.
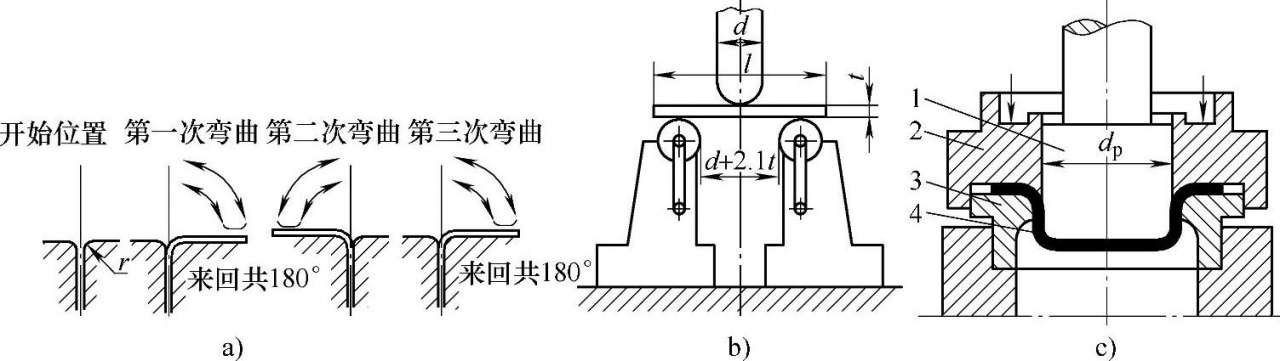
(1) Bending and deep drawing tests for evaluating the local bending and elongation properties of plates are tests often used in actual production. Bending test, through the clamped in the special jaws of the slats for action to test; what bending action, is in turn to the right side of the 90 ° and to the left side of the 90 ° bending, until the emergence of the fracture or to achieve the number of bending specified in the technical conditions. The smaller the bending radius r, the more repeated bending will be, the better the forming properties of the sheet. This test is carried out to characterise plates with a thickness of up to 2 mm. Figure 1 - 8b shows a test setup for evaluating the bending performance of thicker plates. When the die bending diameter d is smaller, the angle of bending will be larger and the bending performance of the plate will be better. This test can be used to characterise sheet thicknesses up to 4 mm. Presented in Figure 1 - 8c is the Swift Cup Deep Drawing Test, which is used to find out the limit depth-drawing ratio LDR (Dmax/dp) as a test method for evaluating the deep-drawing performance of the sheet, its convex die diameter dP is 32.50mm, the corner radius is 4.5 ~ 5.5mm, and the applicable thickness range is 0.32 ~ 1.3mm or 0.45 ~ 1.86mm, accordingly. 0.45~1.86mm.

Figure 1-8 Bending and Drawing Tests
a), b) Bending test c) Deep drawing test
1-Convex mould 2-Crimp ring 3-Concave mould 4-Products
When deep-drawing operations with different diameters of flat slabs, often with a depth of pull ratio of 0.025 as a unit to change the diameter of the blanks, and will be able to deepen into a cup without rupture of the maximum diameter of the blank Dmax and the ratio of the diameter of the convex die dp as the limit of the deep-drawing ratio of the LDR, and at the same time, also have to explore the range of the appropriate crimping force to reduce its impact on the value of the LDR! LDR value.
(2) Tests for evaluating the expansion performance of various plates are conducted, including the expansion test, the Allison cupping test, and the hydraulic expansion test. In the case shown in Figures 1-9, there is an Allison cupping test device, which is shown at 9a. There is also a test standard limiting cupping value, which is at 9b. This is a widely used test method internationally.
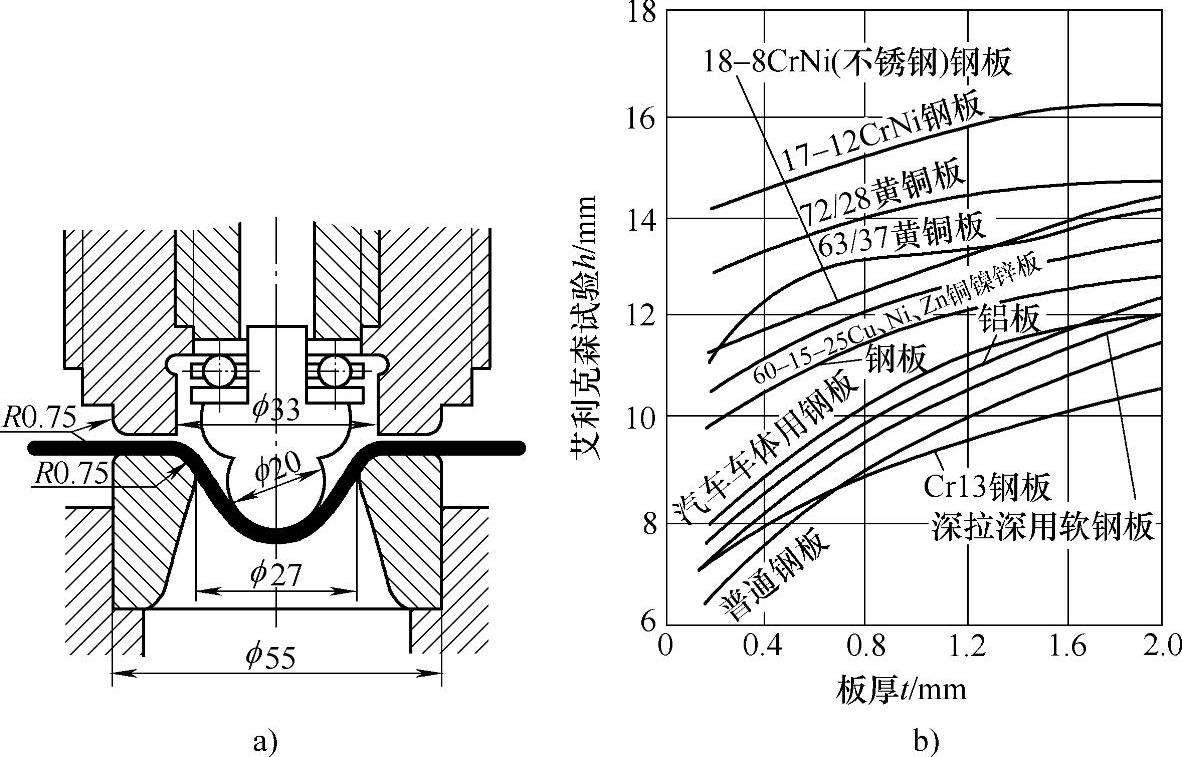
Figure 1-9 Expansion test
a) Cupping test b) Standard cupping values
It is stipulated that the radius of the spherical convex mould is ϕ20mm, the inner diameter of the concave mould is ϕ27mm, the outer diameter of the concave mould is ϕ55mm, the radius of the rounded corners of both the convex and concave moulds is 0.75mm, the thickness of the crimping ring is more than 20mm, the outer diameter of the crimping ring is ϕ55mm, and the test is applicable to the plate thickness between 0.5 and 2.0mm, and the shortest distance from the pit to the edge of the specimen is more than 45mm.
GB/T4156-2007 made provisions, including the radius of the spherical convex mould is 10mm, the size of the crimp circle is not specified, the specimen specification is 70mm × 80mm, other parameters are the same as the international standard. The test applies to the general plate thickness value less than or equal to 2mm, when necessary, it applies to 2 to 4mm plate material, and the test speed is 5 to 20mm/min.
2. Process performance indicators
The ability of the material to adapt to various stamping and forming methods is called the stamping and forming properties of the material, which also includes resistance to rupture, mould adhesion, and shaping, etc. It is a comprehensive concept that the good stamping and forming properties of the material means that it is conducive to stamping, and the degree of deformation of the limit of a single stamping process is large in comparison with the degree of deformation of the limit of the total, and the productivity is high, the cost is low and it is easy to obtain high-quality stamped parts.
In all kinds of press forming process, the maximum deformation degree of the sheet is what we call the forming limit, which is related to the rupture resistance, the better the performance of the sheet press forming, then the better the rupture resistance of the sheet, the higher the forming limit.
Mouldability refers to the ability of a sheet to achieve conformity with the shape of the mould during the cold pressing process. During the forming process, in view of the influence of various factors, geometric defects such as wrinkles, warping, and collapse and bulging may occur in the sheet, resulting in a reduction in mouldability.
Formability refers to the ability of a part to retain the shape it has acquired in the mould after it has been released from the mould. Of the many factors affecting formability, springback is the most significant. After demoulding, there are often significant form errors due to excessive springback. The mouldability and formability of the sheet is a key factor in determining the dimensional accuracy of the shape of the part.
The following mechanical property indexes can reflect the stamping performance of the material from different angles, among which the more important ones exist:
(1) Uniform elongation, δb, is a proportional expression of the elongation at the beginning of the elongation neck in a tensile test. It shows the ability of a material to produce uniform deformation, or stable deformation. Normally, press forming is achieved in the range of uniform deformation of the sheet, so δb has a relatively direct significance for press forming, and the larger δb is, the larger the limit of deformation of the material is, and the more favourable it is for press forming.
(2) Yield strength ratio, that is, (σs/σb), it is a comprehensive index that can reflect the stamping performance of the material, the yield strength ratio is small, then the yield strength σs with the strength limit σb between the difference between the large, and then the permissible plastic deformation interval is also large, and this is for the deformation of all the stamping is favourable.
(3) The hardening index, n, which indicates the degree of hardening of a material during cold plastic deformation. The greater the value of n, the greater the hardening effect of the material, which is favourable for elongation type deformation. Because the deformation resistance increase caused by deformation hardening, can compensate for the local cross-sectional area caused by stretching caused by the reduction of the bearing capacity of the weakening, so to prevent the further development of the local concentration of deformation, with the expansion of the deformation zone, can make the deformation zone uniform, and then play a role in increasing the degree of deformation.
(4) Plate thickness directionality coefficient γ refers to the ratio of width strain εb to thickness strain ε1 in the process of tensile testing of a plate specimen, so it is also called plastic strain ratio. In the case of press forming, it is usually expected that the deformation can occur in the direction of the plate plane, but for the direction of the thickness, it is not expected to change too much. When the value of γ is greater than 1, it means that the deformation in the width direction is greater than that in the thickness direction, i.e. the greater the value of γ, the more it helps to increase the press forming limit of the sheet.
Plates used for stamping are all rolled materials, in view of the role of fibrous tissue, its mechanical properties in all directions are not entirely the same, so the situation is that the plate thickness directional coefficient is obtained from the sampling of different directions, and then the average value of the sampling as a standard.
(5) when in the plane of the sheet in different directions on the intercept experimental specimens, the experimental mechanical properties measured in the experiment is not the same, the experimental physical properties measured in a variety of different, plate plane directionality Δ γ thus generated. Plate this mechanical properties, physical properties in the direction of the plate plane anisotropy, known as the plate plane directionality, which is expressed as Δγ. The size of the plate plane directionality can be measured by the average difference in the plate thickness directionality coefficient in several different directions. The presence of a plate plane directivity Δγ of the sheet material often results in the appearance of lugs at the mouth of the deep-drawn part. The size of the lugs is related to Δγ, and the position of the lugs is also related to Δγ, which is why Δγ is called the lug parameter. The lugs affect the shape and dimensional accuracy of the part and require additional trimming if necessary.
1.5.2 Process Properties of Common Sheet Metal Materials
Understanding and analysing the process properties of sheet metal materials is of vital importance to the sheet metal parts processing process and the formulation of production operation specifications. The following presents the process properties of some commonly used sheet metal materials.
1. Process properties of ordinary carbon structural steel
Generally speaking, the most commonly used sheet metal parts are ordinary carbon structural steel, such as Q195, Q215, Q235, etc., and high-quality carbon structural steel, such as 08, 10F, 20, etc., which are cold- or hot-worked forming, gas-cutting, carbon-arc gas-planing operation, water-fire straightening process, etc., the process performance has been converted to a state of perfection. Except in the forming process, because of the increase in thickness of the material will be subject to the limit of the deformation rate, heating will be subject to the limit of the upper temperature limit, but other aspects of the limit is not much.
Decrease, deformation resistance rise, this temperature range is recorded as blue brittle zone, when the performance of the steel deterioration, easy to brittle fracture, fracture showing blue; and in the range of 800 to 950 ℃, there will be a hot brittle zone, resulting in a reduction in plasticity. Therefore, in the plate hot drawing operation process, we should pay special attention to the actual deformation of the hot pressing temperature must not be in the blue brittle zone and hot brittle zone. During the operation, it is necessary to consider the influence of the position between the heating equipment and the press on the temperature of the deformation hot pressing, and to carefully use the cooling and blowing equipment in order to prevent the emergence of blue brittleness and hot brittleness.
2. Process properties of alloy steels
Alloy steel commonly used in the manufacture of structural parts made of sheet metal, generally Q345, its old grade is 16Mn, etc., and Q390, the old grade is 15MnV, etc., these belong to the low-alloy high-strength structural steel, and their respective process properties are:
(1) Q345 steel is usually delivered in hot rolled condition, does not require heat treatment, especially for the thickness of less than 20mm of rolled material, its mechanical properties are very high, so the hot press is generally used directly after. For a thickness greater than 20mm steel plate, in order to improve the yield strength of steel and low temperature impact toughness, can be used after normalising treatment.
In addition, its gas cutting performance and ordinary low carbon structural steel is the same, gas cutting edge in the range of 1mm there is a tendency to harden, but because the hardened area is particularly narrow, can be eliminated by welding, so the gas cutting edges of this type of steel can go directly to the welding without mechanical processing.
The properties of carbon arc air planing are the same as those of ordinary low carbon structural steel. There is a tendency to harden within the air-planed edge, but the hardened zone is so narrow that it can be eliminated by welding, so the air-planed edge of this steel can be welded directly without machining. The result is essentially the same as the hardness of the heat-affected zone after machining and welding.
Compared with Q235, the yield strength of Q345 steel is in the above situation, which is higher than Q235, so the cold forming force is greater than Q235 steel. For large thicknesses of hot rolled steel, cold forming properties can be greatly improved by normalising or annealing. However, when the plate thickness reaches a certain thickness (t ≥ 32 mm), stress relief heat treatment must be carried out after cold forming.
When Q345 steel is heated above 800°C, it is able to obtain good hot forming properties, however, the heating temperature is not suitable for more than 900°C, otherwise it is prone to overheating organisation, which reduces the impact toughness of the steel.
In addition, Q345 steel after three times flame heating to straighten, and after water cooling, its mechanical properties do not change significantly, it has the same resistance to brittle damage as the original parent material, so this steel can be water-fire straightening, however, for dynamic load structure, it is not suitable for the use of water-fire straightening.
(2) For Q390, thinner steel plate shear performance, cold rolled performance and Q345 steel is similar, however, for plate thickness t ≥ 25mm hot rolled steel plate, in the shear edge, due to the cold hardening of the shear, easy to hide small cracks. This crack may have been formed before the steel factory, so, to strengthen the quality inspection, once found, should be with the help of gas cutting or machining, remove the edge containing cracks. In addition, the thicker Q390 hot rolled plate, which is easy to break when cold rolled, can be improved by normalising it at 930-1000°C to increase its plasticity and toughness and improve its cold rolled properties.
In addition, this type of steel, its hot forming performance is good, hot straightening performance is also good in the heating temperature at 850 to 1100 ℃ for hot forming, multiple heating for the yield strength of the impact is not significant and gas cutting performance is good, carbon arc gas planing performance is also good, carbon arc gas planing for the performance of welded joints will not have a negative impact.
3. Process properties of stainless steel
There are many types of stainless steel, because of its chemical composition is not the same, the metallurgical organisation is also different, so all kinds of stainless steel mechanical properties, there is not a small difference in its chemical properties, there is also a big difference in the physical properties are not the same, which leads to stainless steel material application process difficulty, relatively increased.
There are two types of stainless steel grades commonly used in sheet metal fabrication:
Class A: Martensitic stainless steels such as , , , , etc.
Class B: Austenitic stainless steels such as, etc.
The two types of stainless steel mentioned above have the following machining process properties:

(1) To make the material have good plasticity, it is necessary to keep the material in a soft state, based on which the heat treatment is carried out. The heat treatment of Class A stainless steel for softening is annealing, and the heat treatment of Class B stainless steel for softening is quenching.
(2) soft state, the mechanical properties of the two types of stainless steel with good processing technology, stamping deformation technology is particularly good, suitable for deformation of the basic process of stamping, stainless steel material properties and ordinary carbon steel differences, drawing with stainless steel material vertical plastic anisotropy characteristic value is far lower than ordinary carbon steel, high yield strength and cold hardening serious, drawing in the wrinkles, plate in the concave die corner bending and reverse bending deformation To rebound, often make the side wall of the workpiece concave or flexure, so the stainless steel deep-drawing needs high pressure material force, but also requires careful adjustment of the mould.
Because the cold hardening phenomenon of stainless steel is very strong, deep drawing is easy to generate wrinkles, so in the actual operation of the process, to take some of the following initiatives, so as to ensure that the deep drawing operation is carried out smoothly:
First of all, generally speaking, after each deep-drawing need to do intermediate annealing, this is why? The reason is that stainless steel is different from soft steel, which can undergo 3 to 5 draws before carrying out intermediate annealing, however, stainless steel is usually, after each draw, it is necessary to carry out intermediate annealing immediately.
② For the large deformation of the deep drawing parts, in the final deep-drawing forming, immediately after the removal of residual internal stress heat treatment, otherwise the deep-drawing parts will be cracked. To remove the internal stress of the heat treatment specifications: Class A stainless steel heating temperature between 250 to 400 ℃, Class B stainless steel heating temperature between 350 to 450 ℃, and then held at the above temperature for 1 to 3 hours.
① ③ warm drawing method can obtain better technical and economic results, ② for example, for stainless steel to heat it to 80 ~ 120 ℃ range, ③ can reduce the material work hardening and residual internal stresses, ④ can improve the degree of deformation of the depth of pull, ⑤ can reduce the coefficient of depth of pull, ⑥ however, austenitic stainless steel heated to a higher temperature of 300 ~ 700 ℃, ⑦ does not further improve the stamping processability. However, when austenitic stainless steel is heated to higher temperatures, i.e., 300-700℃, ⑦ cannot further improve its stamping processability.
④When deep-drawing complex parts, it is necessary to select equipment such as hydraulic presses and general hydraulic presses so that deformation can be produced at a low deep-drawing speed (the speed range is 0.15 to 0.25 m/s), and then better results can be obtained.
(3) Compared with carbon steel or non-ferrous metal materials, stainless steel stamping has another characteristic, that is, the deformation force is larger, and the elastic rebound is also larger. Therefore, in order to ensure that the stamped part size and shape accuracy requirements, sometimes need to add trimming, straightening and necessary heat treatment.
(4) austenitic stainless steel yield strength of different categories of differences is quite significant, so, in the process of shearing, forming process to pay attention to the capacity of the processing equipment.
4. Process properties of non-ferrous metal materials and their alloys
When non-ferrous metal materials and their alloys are being formed, they will come into contact with the mould surface, so the requirements for the smoothness of the mould surface are relatively high.
(1) Among copper and copper alloys, there are several kinds of copper and copper alloys, such as pure copper, brass and bronze, which are commonly used. Pure copper and the grade is H62 and H68 brass, stamping process is very good, compared to see, cold hardening H62 than H68 to be stronger.
The properties of bronze, which is used for corrosion-resistant, spring and wear-resistant parts, vary considerably from one grade to another. Generally speaking, bronzes are somewhat worse than brasses in terms of stamping processability. In addition, bronzes show more intense cold hardening than brasses and therefore require frequent intermediate annealing.
Most of the brass and bronze, in the hot state condition, that is, in the range of 600 to 800 ℃, has a better stamping process, however, its heating, in terms of production will bring a lot of inconvenience, and, copper and many copper alloys, when in the state of 200 to 400 ℃, its plasticity compared to room temperature, but there will be a greater degree of reduction, therefore, general Therefore, hot stamping is generally not used.
(2) Aluminium alloys commonly used in aluminium alloy sheet metal components include aluminium-manganese alloys or aluminium-magnesium alloys, copper-aluminium alloys and aluminium-magnesium-silicon alloys.
The aluminium-manganese or aluminium-magnesium alloys corresponding to the old rustproof aluminium grades, which are particularly poorly heat-treated and can only be strengthened by cold-work hardening, have just the right amount of strength, as well as excellent plasticity and corrosion resistance. Copper-aluminium alloys, which are the equivalent of the old duralumin alloys, and aluminium-magnesium-silicon alloys, which are the equivalent of the old wrought aluminium alloys, are aluminium alloys that can be strengthened by heat treatment. Aluminium-magnesium-silicon alloy in the hot state when the strength is relatively high, but heat treatment to strengthen the effect is not good, in the annealed state with good plasticity, suitable for stamping and forging process, copper-aluminium alloy strength is high, heat treatment to strengthen the effect is good.
For aluminium-manganese or aluminium-magnesium alloys, can use the annealing method to obtain the maximum plasticity, copper-aluminium alloys and aluminium-magnesium-silicon alloys, can use both annealing and quenching methods to obtain the maximum plasticity, they are quenched in the state after the state, has a high plasticity and the stamping of the comprehensive mechanical properties of the benefit, so it has a better than the annealed state of the stamping process.
The heat treatment of copper-aluminium alloys and aluminium-magnesium-silicon alloys is characterised by the implementation of strengthening, i.e., after quenching is implemented, the strengthening will be gradual along with the prolongation of time, and this phenomenon is called “ageing-strengthening"; ageing-strengthening shows a specific development process, and the speed of development varies with different grades of materials; as such aluminium alloys have the characteristics of ageing-strengthening. Therefore, the stamping process of aluminium alloys made of these materials should be carried out before the development of aging strengthening is completed, and it is generally required to complete the process within 1.5 hours after quenching.
In aluminium alloys, the cold hardening of aluminium-magnesium alloys is more intense, so when using this material to make complex parts, it is generally necessary to carry out 1 to 3 times of intermediate annealing, and the final annealing to eliminate internal stresses must be carried out after deep drawing and deep forming.
In order to improve the processing technology, in the production of the aluminium alloy is also used in the warm state of the stamping process, warm stamping is more often used in the cold hardening of the material, the material after warming (100 ~ 200 ℃), not only retained part of the cold hardening, but also improve the plasticity, can improve the degree of deformation of the stamping and stamping parts of the dimensional accuracy.
When warm stamping is carried out, the heating temperature must be strictly controlled, if the temperature is too low, then cracks will appear in the stamped parts, if the temperature is too high, it will not only cause the strength to drop sharply, but also produce cracks. In the stamping process, the convex die is very easy to overheat, once the specific temperature is exceeded, it will cause the stamping material to soften strongly, which will lead to the fracture of the deep-drawing parts. Maintaining the temperature of the convex die at less than 60°C improves the degree of deformation in warm drawing. It is important to use a special heat-resistant lubricant for hot stamping.
(3) Titanium and titanium alloys are not very good in terms of their respective processability, their strength is relatively high, resulting in a large deformation force, and the degree of cold hardening is quite strong, so except for a few grades that can be stamped for parts where the deformation is not too large, most of the parts are stamped by hot stamping. The heating temperature during hot stamping is relatively high, in the range of 300 to 750°C, and varies depending on the grade. If the heating temperature is too high, the material will become brittle, which is unfavourable for stamping operations. Given that titanium is an extremely chemically active element, the temperature required to combine it with oxygen, hydrogen, nitrogen and other elements is not high, and the compounds generated with oxygen, hydrogen, nitrogen and other elements are the key factors leading to brittleness, the heating of titanium and titanium alloys is subject to strict limitations. When high-temperature processing is required, it must be carried out in protective gas or in a fully protected, leak-free package for total heating. In the production of titanium and titanium alloy stampings, the lowest possible stamping speeds should be used.
In addition, the titanium material can be cut by mechanical means, such as sawing, high-pressure water cutting, and lathe cutting, including pipe cutting machine cutting and so on. Sawing speed is suitable for slower, absolutely can not use oxyacetylene flame and other means of heating to gas cutting, is also not suitable for wheel saw cutting, otherwise the heat-affected zone of the incision will be subjected to gas contamination. At the same time, if the cutting edge is too large, you also need to add the flying edge of the process.
Cold bending operation can be implemented, but the phenomenon of rebound significant titanium and titanium alloy tube, its rebound at room temperature is generally two to three times the amount of stainless steel, so the cold bending of titanium tube to properly handle the amount of rebound, in addition, the cold bending of titanium tube bending radius can not be less than three and a half times the outside diameter of the tube, cold bending, can be filled with dry sand inside the tube, and the use of wooden hammer or copper hammer to be Tamping, so as to avoid local roundness or wrinkles related phenomena, pipe bender cold bending, should be added to the mandrel, hot bending, the preheating temperature should be in the 200 to 300 degrees Celsius between.
If 90° flanging is required, the pressing operation should be carried out three times, using a 30° mould, a 60° mould and a 90° set of moulds to avoid cracks.













No comments