

做加工プロセスプロトコルの設計は、プロセスルートの開発は、直接部品の加工精度を決定する全体のプロセス設計のコアスケルトンは、標準を満たすことができない、それはまた、生産効率を決定し、それはまた、製造コストが制御可能であるかどうかを決定します。新しい職人の多くは、多くの場合、ミスは、処理パラメータの単一のプロセスに焦点を当てることですが、全体のプロセスルートのロジックは、部品の形状や位置の許容範囲を超えた最終的な結果の合理性を無視するだけでなく、生産サイクルが長くされているようにすることです。今日、私たちは、4つの黄金順序の原則を中心に、徹底的に話すためにプロセスルートのコアロジックを作りたいだけでなく、標準的な加工ルートの典型的な表面の3つのタイプは、あなたが完全なプロセスルートの設計アイデアを構築するのに役立ちます。
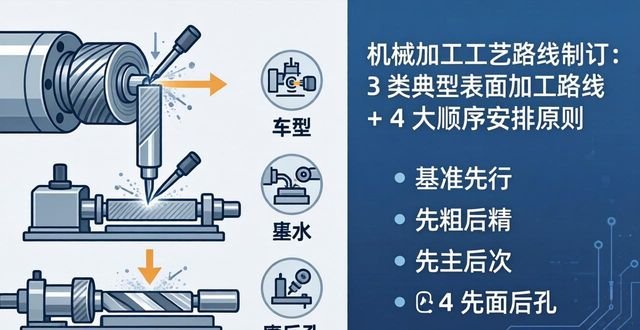
I. プロセス・ルート開発の基本ロジック:4大プロセス・シーケンス配置原則
この4原則は工程ルート設計の基本であり、どれかひとつでも違反すれば、工程全体に制御不能な問題が発生する可能性が高く、ベテラン職人が工程の品質を管理するための重要なツールの核心でもある。
1.最初のベンチマーク:加工前のベンチマーク
すべての加工シーケンスにおいて、これはガイドラインに従う最初のものであり、要するに、「最初に道路を固定し、車が走ってから」である。その後のすべての工程の加工精度は、位置決め基準が安定しているかどうかにかかっている。実際には、シャフト部品の最初のステップは、最初の端面と処理される穴の上部でなければなりません、ボックス部品は、均一なベンチマークのような “に接続されている2つの穴が同時に片側 ”の処理に優先順位を与えられている;と前に重要な表面仕上げでは、絶対に焼入れのシャフト部品のように、修復するベンチマークにする必要があり、精密研削前焼入れ後、センターホールは、多くの初心者が非常に見逃す可能性が高いキーポイントである熱処理によって引き起こされるデータの変形を除去するために研削しなければならない。
2.穴の前に表面の原則:まず平面を安定させ、次に穴加工を行う。
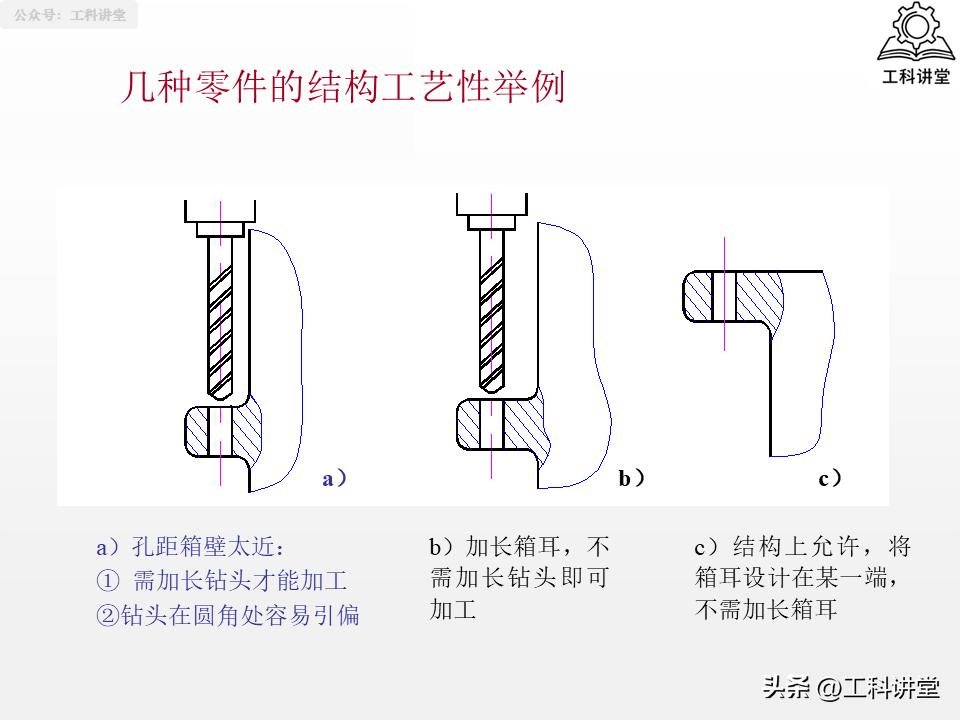
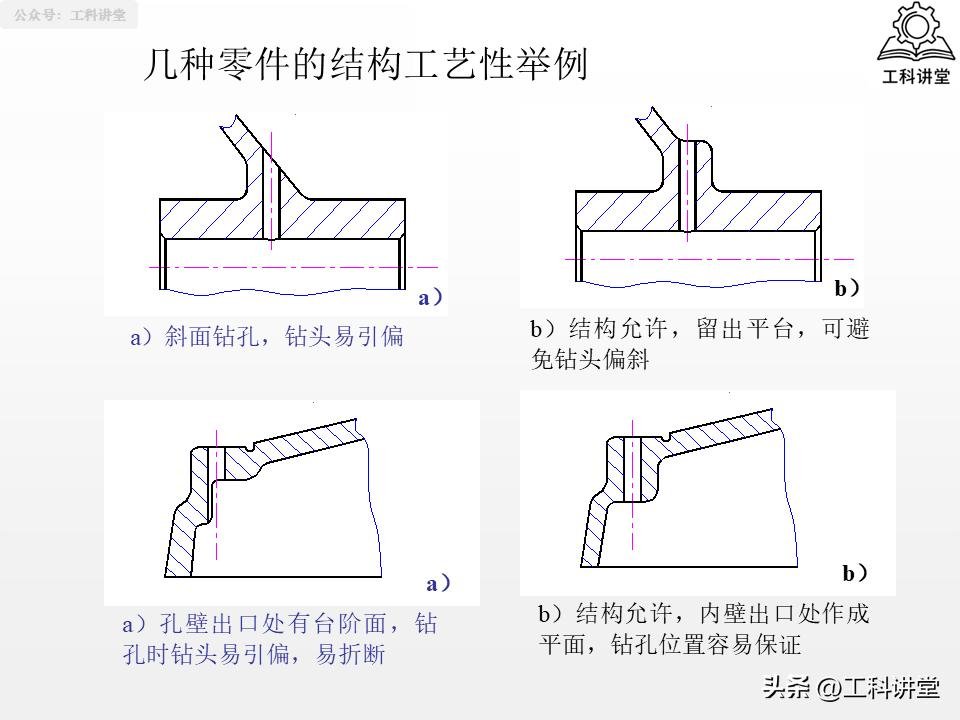
主に箱の原理のために、ブラケット部品は、輪郭の大きさの平面は、位置決めの基準として平面と、より安定した信頼性の高いクランプされ、より重要なのは、平面が最初に処理されることであり、その後、小さな穴、深い穴の処理では、平面内に穴を開け、根本的に鉛の問題の掘削にドリルビットを回避することができ、破壊、シーケンスは大幅にスクラップの割合を減らすことができます。
3.優先順位付けの原則:付属設備よりも中核設備を優先する
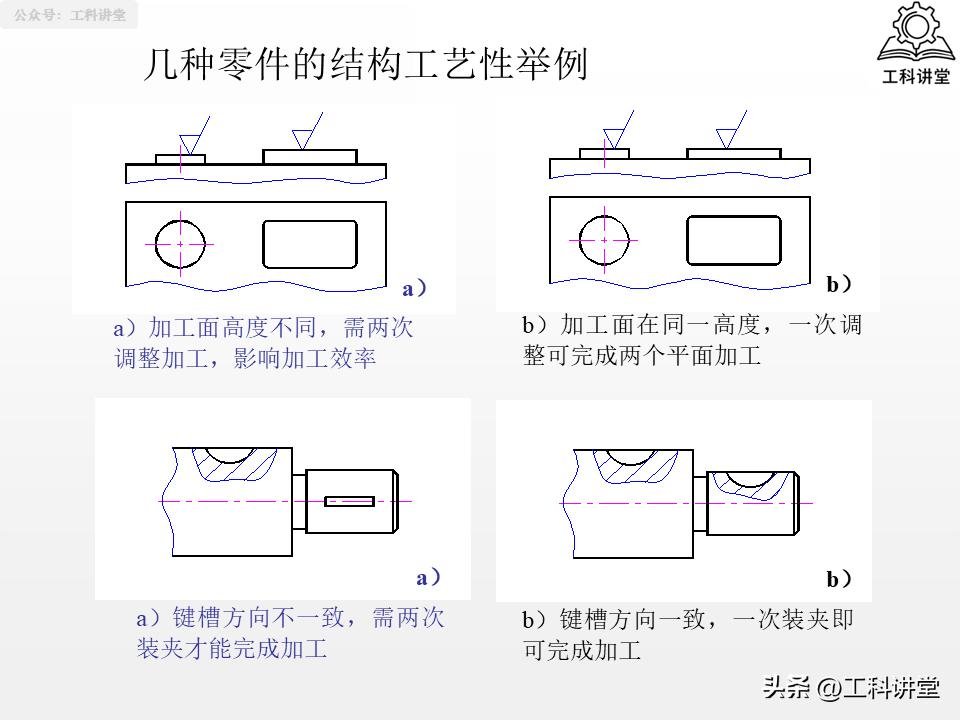
部品については、作業面、主表面のような組立基準面は、直接部品の性能の使用に決定的な役割を果たすために、それは処理のために配置することを優先させなければならないので、キー溝、ねじ穴、これらの二次的表面の締結穴のように、加工量が少ないため、切削力が弱く、均一にラインを完了する前に、最終仕上げの後に半仕上げを完了するために主要な表面に配置されます。この方法では、コア表面が破損して終了している結果、二次表面の処理に起因しないだけでなく、クランプの数を減らすことができ、したがって、処理効率を向上させる。
4.精度の前に粗さの原則:精度を確保するための段階的進歩
全加工工程は、「荒加工-中仕上げ加工-仕上げ加工-研磨加工」という厳格な順序で段階的に行われる。荒加工では、大きな部品を迅速に除去することが優先されます。半仕上げでは、荒削りによって生じた変形や誤差を修正し、仕上げの土台を作る。仕上げ加工の最終目的は、図面で指定された精度と粗さの要件を完全に満たすことです。荒加工と仕上げ加工を分離することで、一方では荒加工の切削力、変形による切削熱を防ぎ、最終精度に影響を与えることを防ぎます。他方では、ブランクの砂穴、マージン不足、その他の種類の欠陥の存在をできるだけ早く検出することができ、理由のない無効な工数の浪費を効果的に減らすことができます。
第二に、着地練習の核心:標準的な加工ルートの代表的な3種類の表面
機械部品は、その本質に、その構造がいかに複雑であっても、外円、穴、平面の3種類の基本的な面で構成されており、限り、加工ルートをマスターする面の3つのタイプとして、それはプロセス設計の従来の部品の大半に対処することができるようになります。
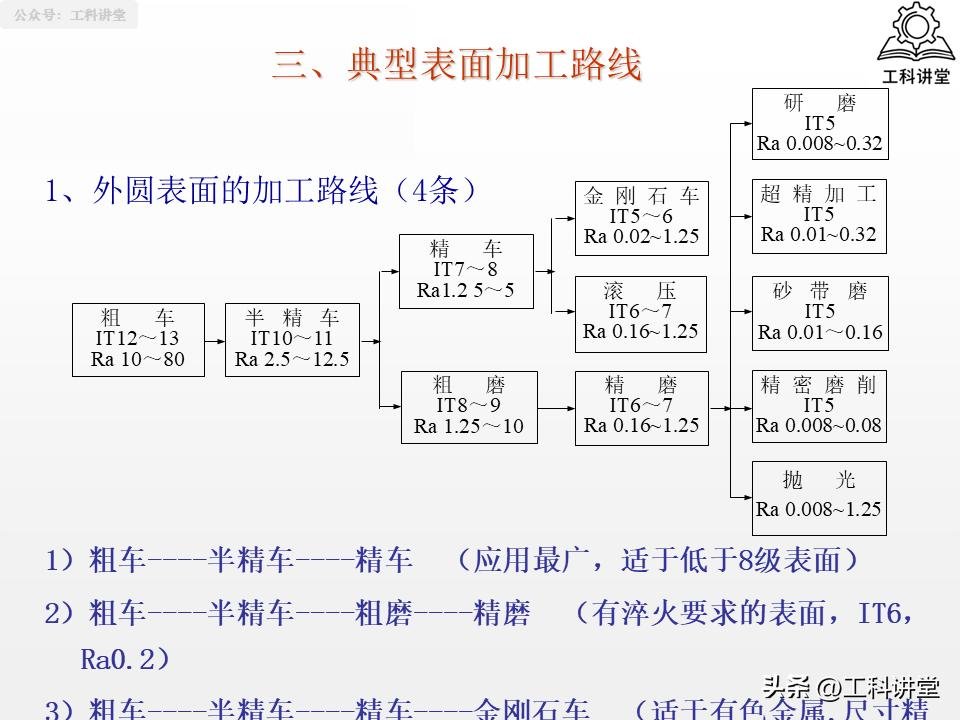
1.円筒面加工ルート
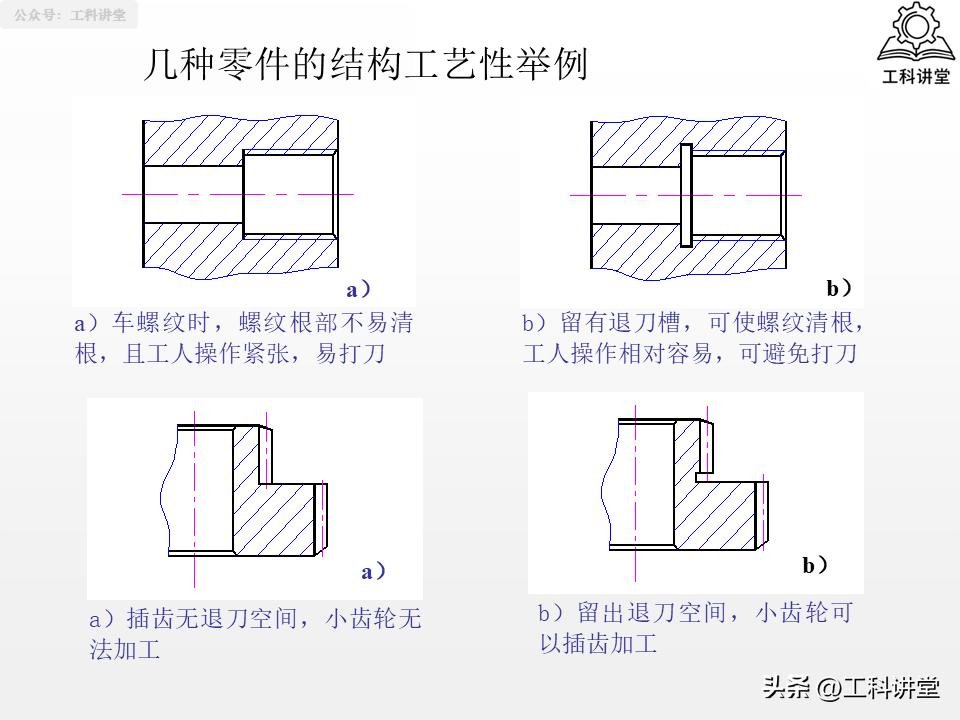
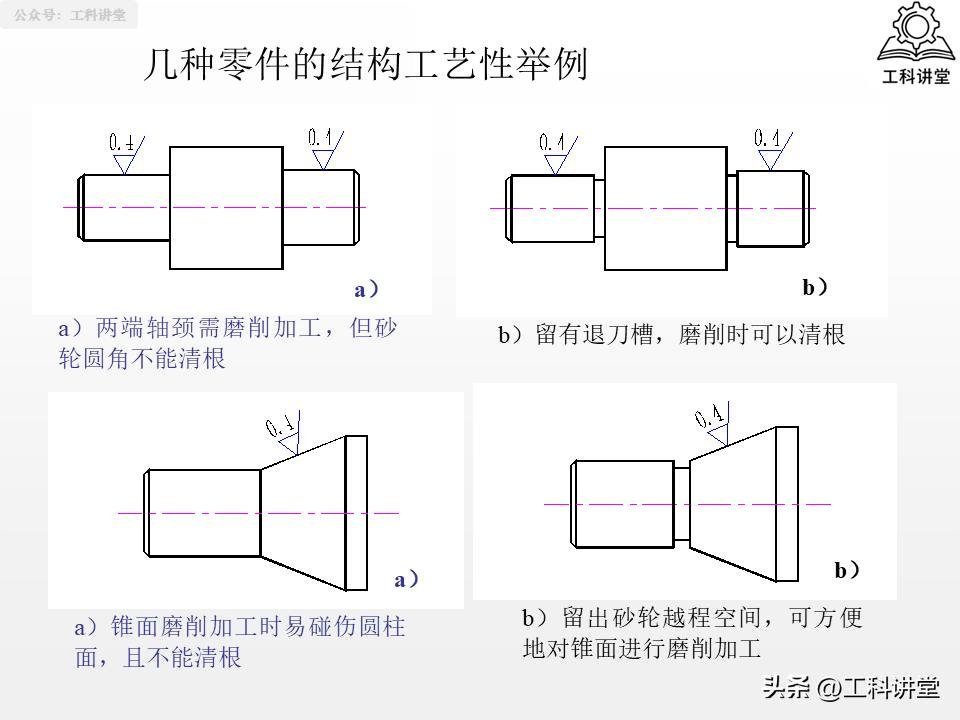
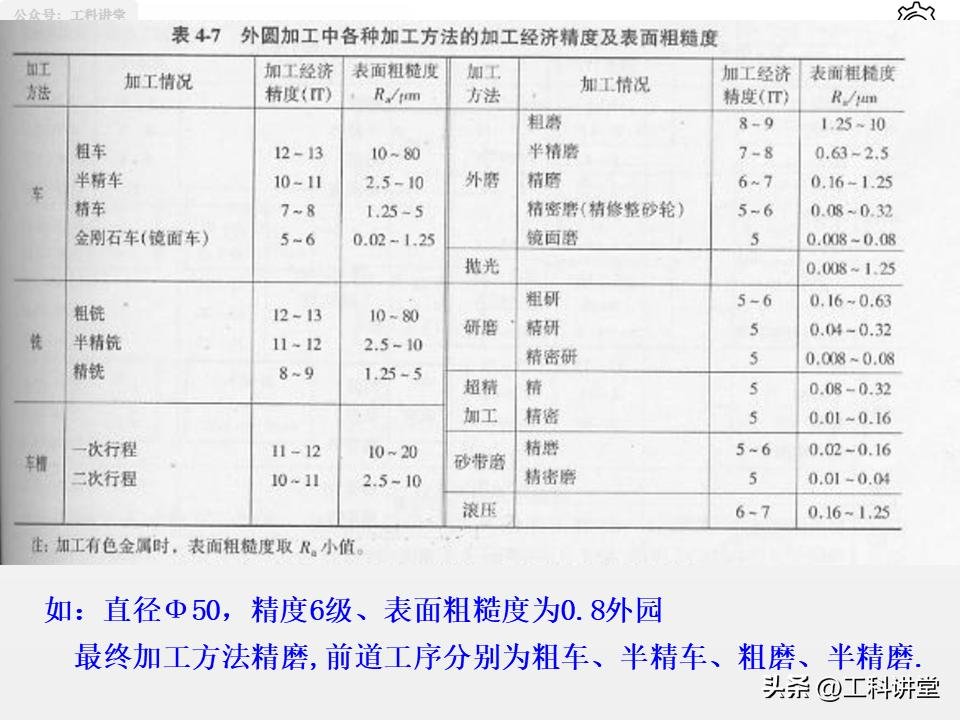
その外側の円は、シャフトとディスクとスリーブ部品のコア表面であり、一般的なルートのための明確なアプリケーションのシナリオがあり、最も一般的に使用されるのは、IT8内の精度要件を満たすように、荒旋削加工、次いで半仕上げ旋削加工、仕上げ旋削加工である;焼入れの要件がある部品は、荒旋削加工、次いで半仕上げ旋削加工、次いで焼入れ、次いで荒研削加工、仕上げ研削加工でなければならず、熱処理の変形を修正するために研削に依存している;非鉄部品は柔らかい材料で作られており、砥石をブロックするのは簡単です。非鉄金属部品は材質が軟らかく、砥石が詰まりやすいので、荒旋盤加工→準精密旋盤加工→精密旋盤加工→ダイヤモンド旋盤加工とするのが好ましい。超高精度、超低粗度が要求される部品は、精密研削の後に研削を増やし、超仕上げ加工も行う必要がある。
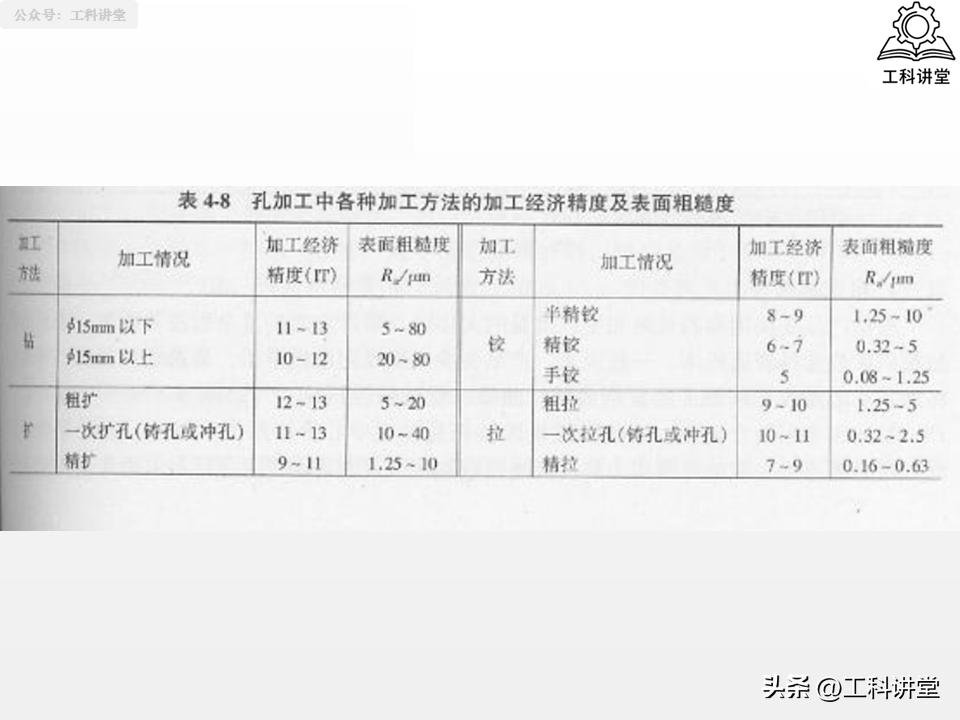
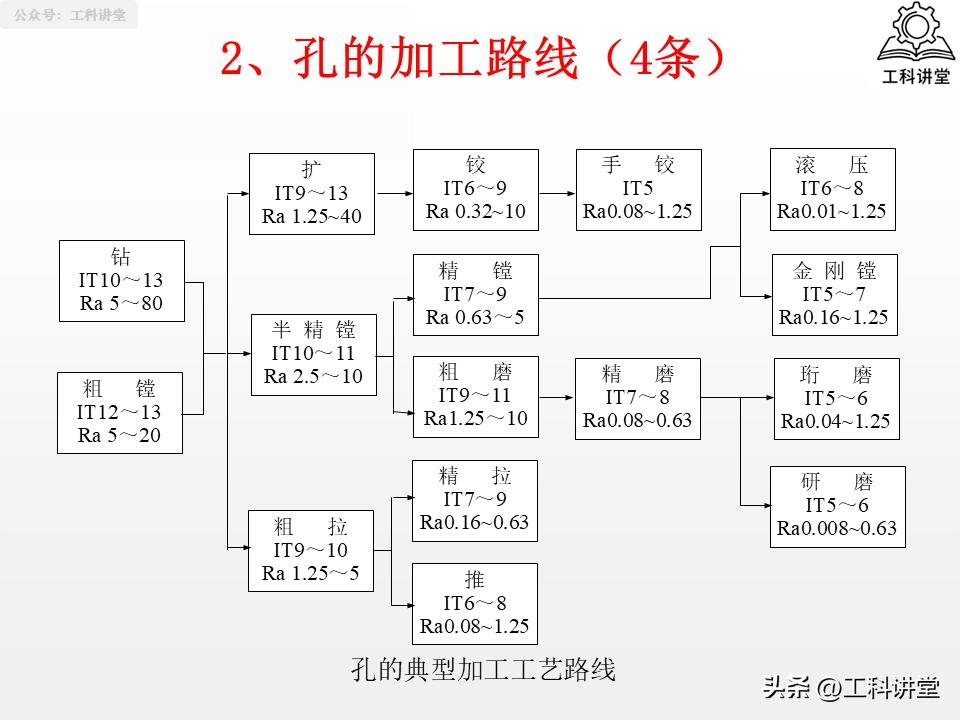
2.穴のルーティング
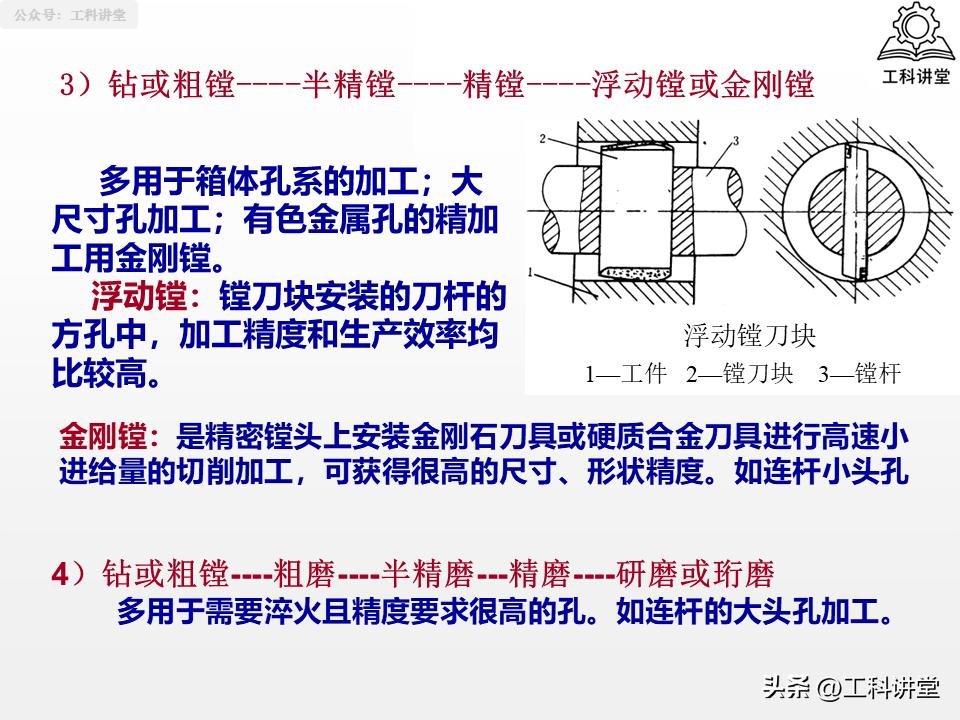
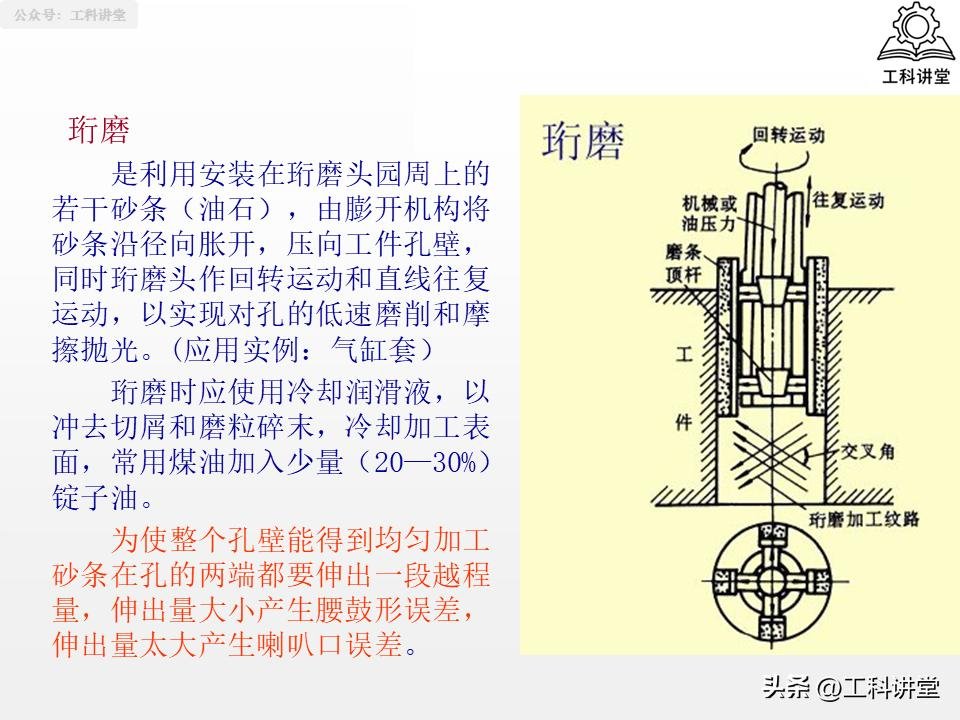
小・中サイズの未硬化穴の場合、ドリル-拡径-リーマ加工が一般的である。ライニングディスクやブッシュ用の穴を大量生産する場合は、生産性の高いドリル-ラフ-ファインのルートを使用するのが好ましい。ハウジングの大きな穴には、荒ボーリング-中仕上げボーリング-細ボーリング-フローティングボーリング/ダイヤモンドボーリングを使用します。焼き入れが必要な高精度の穴は、精度を確保するために、荒研削-中仕上げ研削-仕上げ研削-ホーニング/ラップ加工を行う。
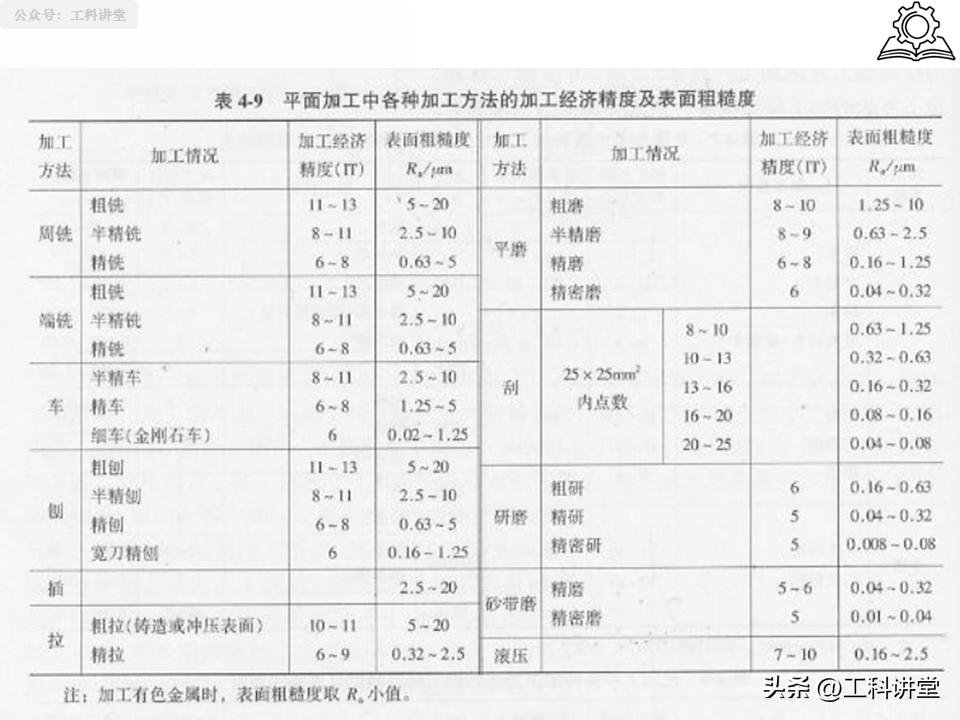
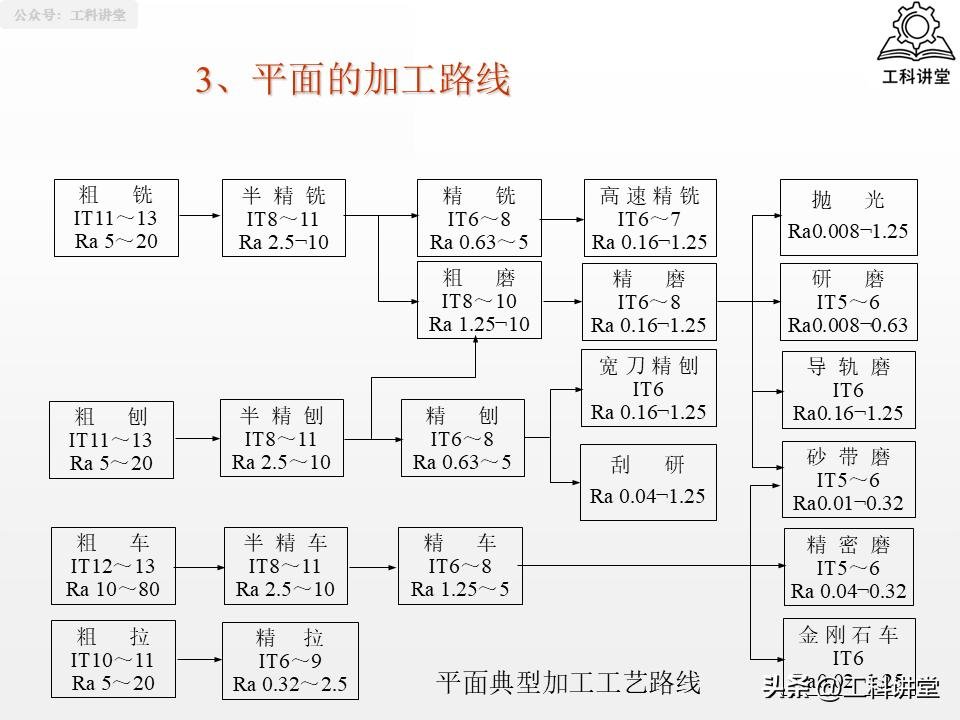
3.フラット加工ルート
ボックス、フレーム部品の核となるプレーンは、フライス加工が主流であり、まず荒フライス加工、次に中仕上げフライス加工、最後に仕上げフライス加工というのが従来のルートである。研削工程は、ルートは、荒フライスまたは平削り、次いで半仕上げフライスまたは平削り、焼入れ、次いで荒研削、最終的に精研削である;大量生産の場合、平面加工はブローチングを使用することを優先させるので、品質の効率は飛躍的に改善するために到達することができます。
実のところ、工程ルートには標準的な答えはなく、上記の原則とルートは基本的な枠組みであり、最終的には工場の設備条件、生産バッチサイズ、実際の処理能力に応じて柔軟に調整する必要がある。
PPTハンドアウトは加工工程規制の紹介を提供し、PPTハンドアウトのソース文書と拡張ドライランは記事の最後で見ることができる。

全コンテンツを含むフルテキストは160ページあり、見出しが所有するコンテンツページの制限の場合は、最初の60ページのみが表示される。
PPT配布資料の完全版+ドライランの延長













コメントなし