


G76命令は、どちらもスレッドを回すのに使われるという点ではG92と同じだが、G92が単純なサイクルである点が異なる。
G76は複合サイクルであり、G76は単にスレッディングのためのサイクル位置と、最後のカットのためのスレッド終点座標を指定するだけである。
このインストラクションは、等ピッチのストレートねじとテーパーねじの加工に使用できる。
注:記事の最後には、G76に必要な様々な公式が記されている。
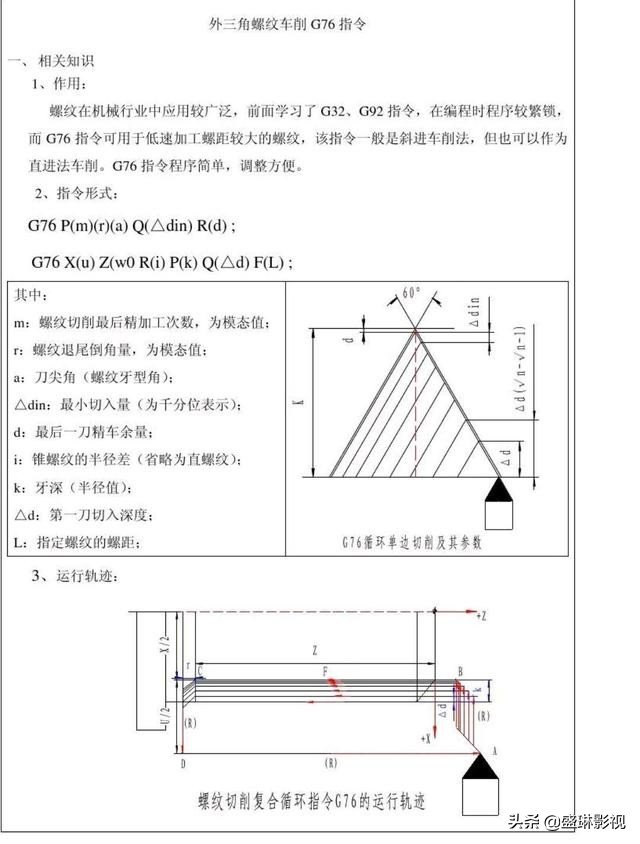
G76のプログラミング・フォーマットは以下の通り。
例
G00 X _Z_ スレッディングサイクルの開始
G76、ここで02は仕上げの繰り返し回数、00は糸端の面取り量(斜め後退量)、60は糸先の角度60度。
このタイプのコマンドでは、すべてのコマンドが2桁で指定され、不足がある場合は0が追加されることに注意。2つの仕上げ加工は、60°のスレッドカッターを使用して、面取りなしで行われる。
G76、Qは0.2に設定され、この0.2は、カッターを食べる最小量であり、その値は自分の意志に応じて決定することができ、この0.2は半径の値である。
G76、Q0.2、R0.03、(このうち、0.03は微細な旋回の許容値で、この0.03は半径の値であり、ユーザーは自分の希望に応じて決定することができる)。
G76 Q0.2 R0.03
G76インストラクション前半のまとめ。

仕上げ加工にはG76インストラクションが使用され、旋削は2回繰り返し、旋削中の斜め後退はなし、ねじ切り工具の角度は60°、1回の切削で最低20ねじ、最終仕上げのマージンは3ねじである。
(糸底の直径と長さの比較。つまり糸の端の座標)
G76 X_ Z_ P(歯の高さ、歯の深さ、半径値としても知られる)
G76、X_、Z_、P_、Q、(最大ドラフトは最初のカットのドラフト。この場合はこちら)
G76、X_、Z_、P_、Q_、R(これはねじ山のテーパー、すなわちねじ山の半径の差であり、半径の値が選択される。ねじ山にテーパーがないと仮定すると、省略される)。
G76、X座標値、Z座標値、Pパラメータ値、Qパラメータ値、Rパラメータ値、F(ピッチ!)
G76後半のまとめ。
g76 x_ z_ p_ q_ r_ f_
特に注目。
I. G76 命令は、それぞれの工作機械が千単位か百万単位かに注意して適用する必要があります。
この命令では、送り速度を指定する必要はありません。送り速度と主軸回転速度は、ねじ加工を確実にするためにシステムによって自動的に与えられます。
第三に、命令は、サイクルの開始点と、最後の切削のためのねじ加工の終了点を記述するだけでよい。
このコマンドでは、正確な最大切込み量と最小切込み量を指定する必要はありません。システムは、切込み量の減少に従って、毎回指定された値に従って工具の食込み量を計算します。
V. G76内の関連値設定。
仕上げ回転数は、加工されたねじ山の数に等しいとみなされ、ねじ切り工具の角度が図面に指定されていない場合は、60°となり、仕上げ回転の許容量は、通常、バックエフェクションの最小量以下とされ、テーパーは、ストレートねじの場合、R0と表記される。

図 3-86 に示すスレッド用にセグメント G76 をプログラムする。
スレッドの深さh=1.107、スレッドの終点座標(27.786,-23)
G00 X32 Z3
G76 Q100 R0.1
G76の各値の計算式
I. 歯の深さ P = 0.6495 × ピッチ × 1000
次に、底面の直径=歯の高さ×2
第3に、1インチ=25.4 25.4÷ 歯数=ピッチ
IV.テーパーR=1/32×(始点+有効長)
Rのアウターワイヤーがマイナス、インナーワイヤーがプラス。
純粋な手入力は、あなたがエディタに注意を払う必要があることを願って、CNC車のプログラミング乾物を共有するために毎日!













コメントなし