

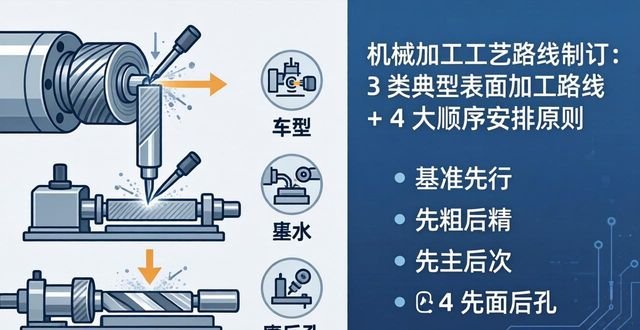
做machiningProcess protocol design, process route development is the core skeleton of the entire process design, which directly determines the accuracy of parts processing can not meet the standard, it also determines the production efficiency, it also determines whether the manufacturing cost is controllable. A lot of new craftsmen often make the mistake is to focus on a single process of processing parameters, but the logic of the entire process route to ignore the rationality of the final result of the parts shape and position tolerances exceeded, but also to let the production cycle has been lengthened. Today we want to make the core logic of the process route to speak thoroughly, around the 4 golden order principle, as well as 3 types of typical surface of the standard machining route, to help you build a complete process route design ideas.
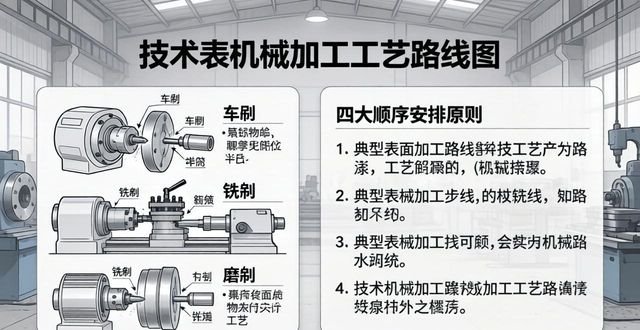
I. The underlying logic of process route development: 4 major processing sequence arrangement principles
These four principles are fundamental to the design of process routes, and if any of them are violated, there is a high probability of uncontrollable problems occurring in the entire process, which is also the core of the key tools used by veteran craftsmen to control the quality of the process.
1. Benchmarking first: benchmarking before machining
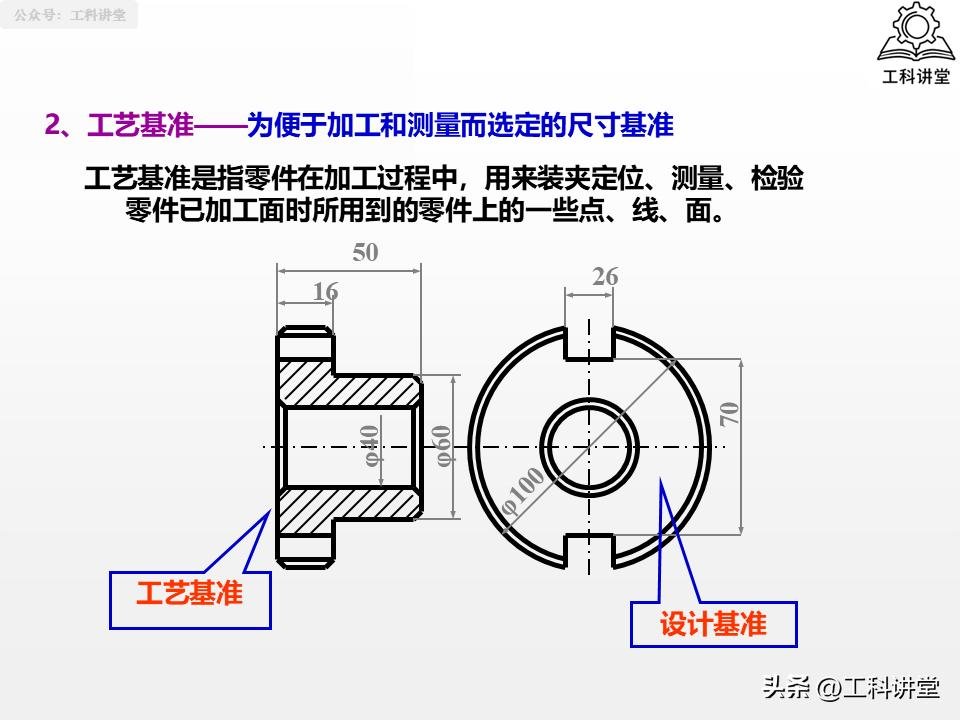
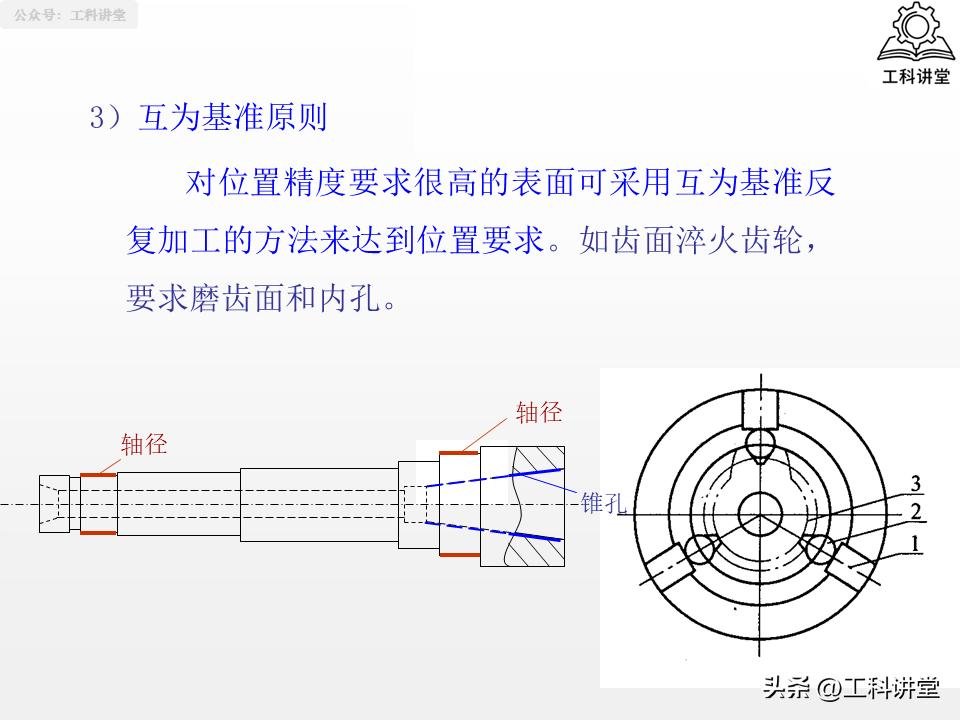
In all machining sequences, this is the first to follow the guidelines, in essence, “first to fix the road, and only after the car to run”. The machining accuracy of all subsequent processes depends on whether the positioning reference is stable. In practice, the first step of the shaft parts must be the first end face and the top of the hole to be processed, box parts are given priority to the processing of the “one side at the same time there are two holes connected to” the kind of uniform benchmarks; and in the important surface finishing before, absolutely have to be on the benchmarks to be repaired, like the shaft parts in the quenching, precision grinding before After quenching, the centre hole must be ground to eliminate the deformation of the datum caused by heat treatment, which is a key point that many novices are very likely to miss.
2. The principle of surface before hole: first stabilise the plane, then do the hole processing.
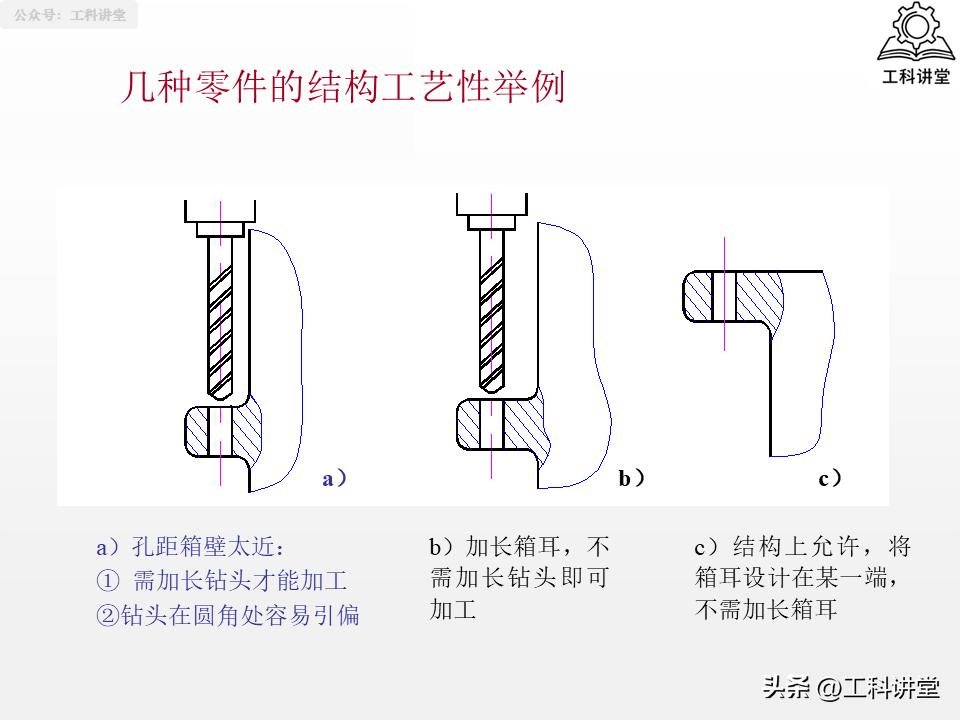
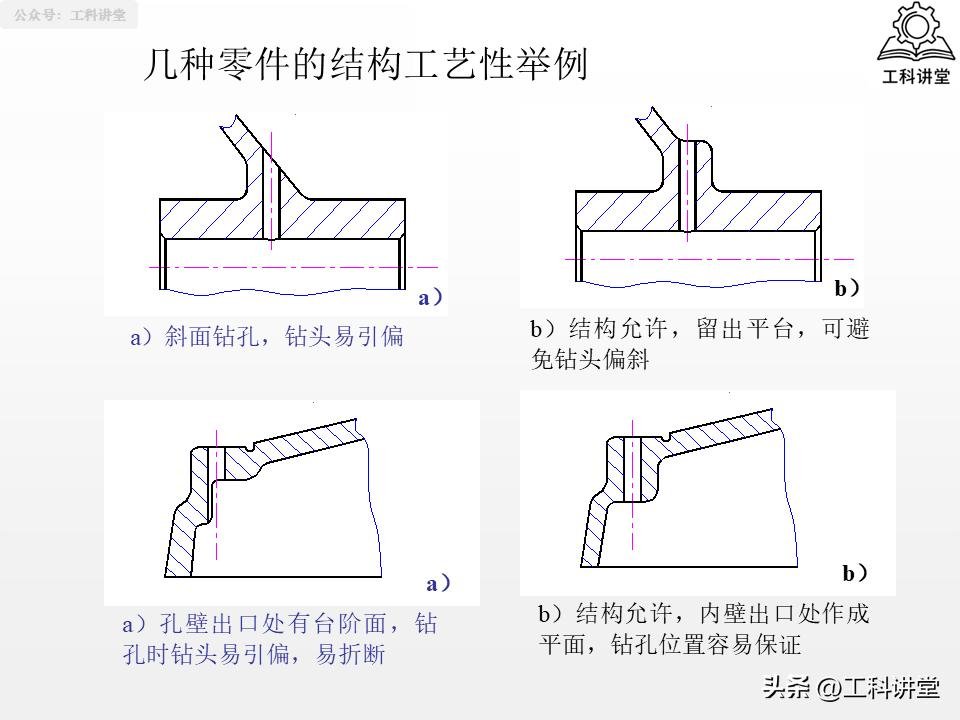
Mainly for the principle of box, bracket parts, the plane of the contour size is large, with the plane as a positioning reference, clamping will be more stable and reliable, more critical is that the plane will be processed first, and then drilling holes in the plane, in the processing of small holes, deep holes, can be fundamentally avoided when the drill bit into the drilling of the problem of lead, fracture, the sequence can greatly reduce the rate of scrap.
3. The principle of prioritisation: preserving the core before the ancillaries
For parts, the working surface, assembly datum surface such as the main surface, directly on the use of the performance of the parts to play a decisive role, so it must be given priority to arrange for the processing; and like the keyway, threaded holes, fastening holes of these secondary surfaces, due to the small amount of machining, cutting force is weak, will be uniformly arranged in the major surfaces to complete semi-finishing after the final finish before completing the line. In this way, not only will not be due to the processing of secondary surfaces, resulting in the core surface has been finished damaged, but also able to reduce the number of clamping, and thus improve processing efficiency.
4. Principle of roughness before precision: step-by-step progression to ensure accuracy
The entire machining process is carried out step by step in a strict sequence of “roughing - semi-finishing - finishing - polishing”. In the roughing stage, priority is given to the rapid removal of large parts. In semi-finishing, the deformations and errors caused by roughing are corrected, thus laying the foundation for finishing. The final aim of finishing is to ensure full compliance with the accuracy and roughness requirements specified in the drawings. Roughing and finishing are separated, on the one hand, to prevent the roughing cutting force, cutting heat caused by deformation, which in turn affects the final accuracy; on the other hand, it can also be detected as early as possible the existence of sand holes in the blank, insufficient margin and other types of defects, and effectively reduce the waste of invalid man-hours for no reason.
Second, the core of the landing practice: 3 types of typical surface of the standard processing route
Mechanical parts, no matter how complex its structure, into its essence, are composed of three types of basic surfaces of the outer circle, holes, planes, as long as the three types of surfaces to master the machining route, it will be able to deal with the majority of conventional parts of the process design.
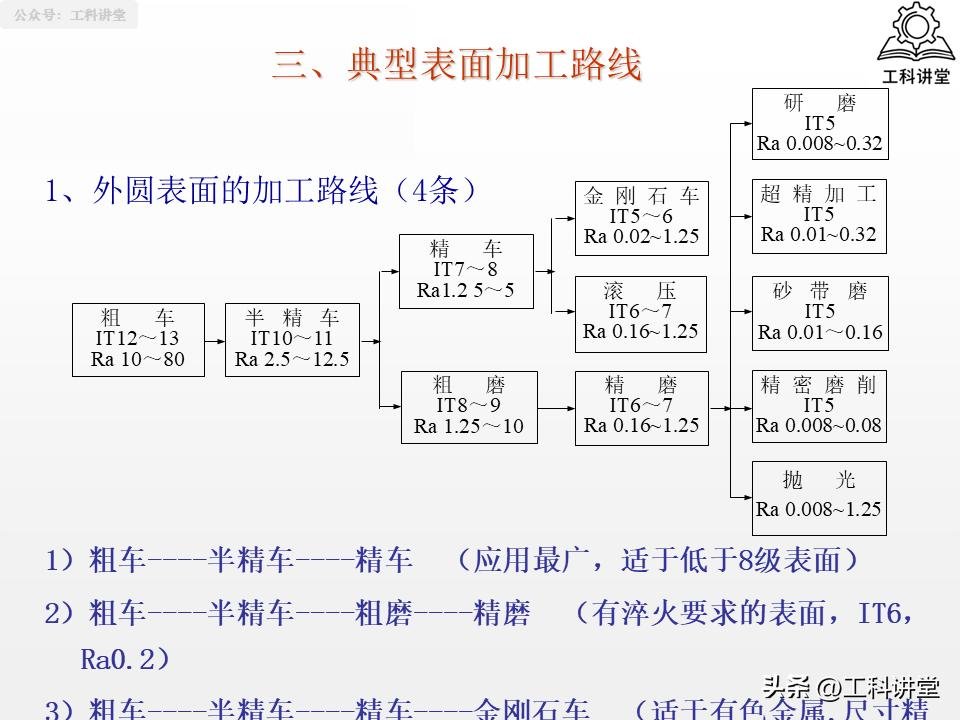
1. Cylindrical surface machining routes
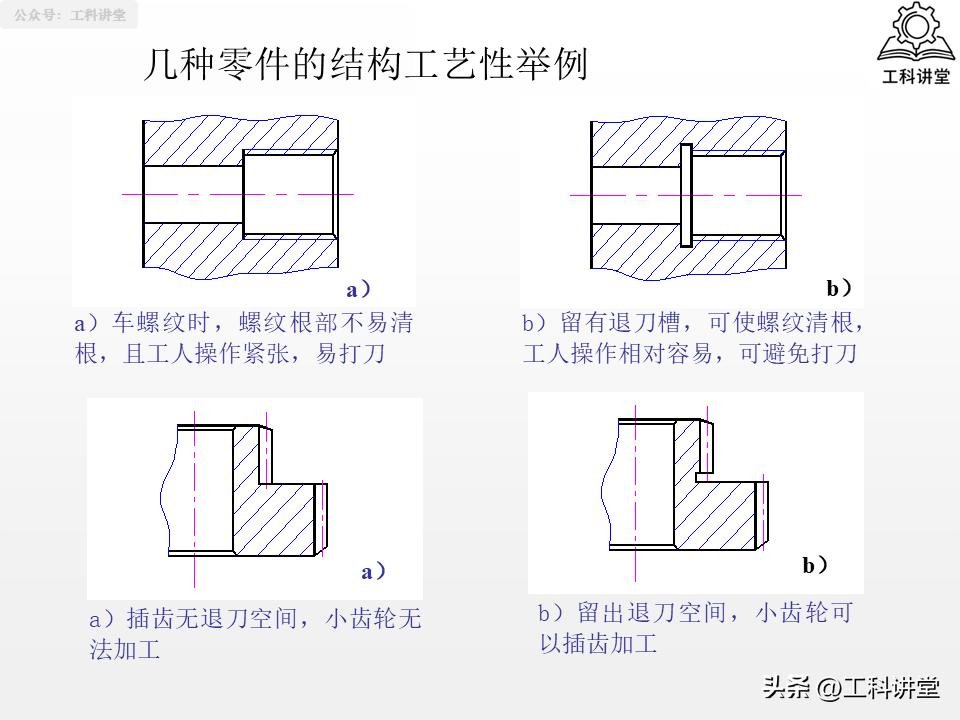
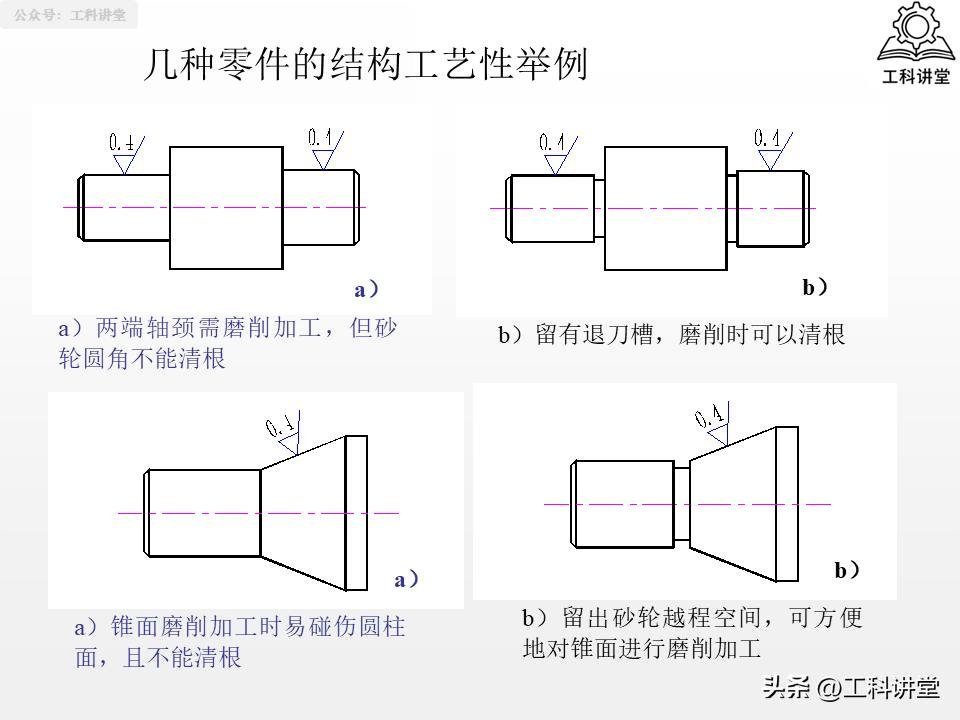
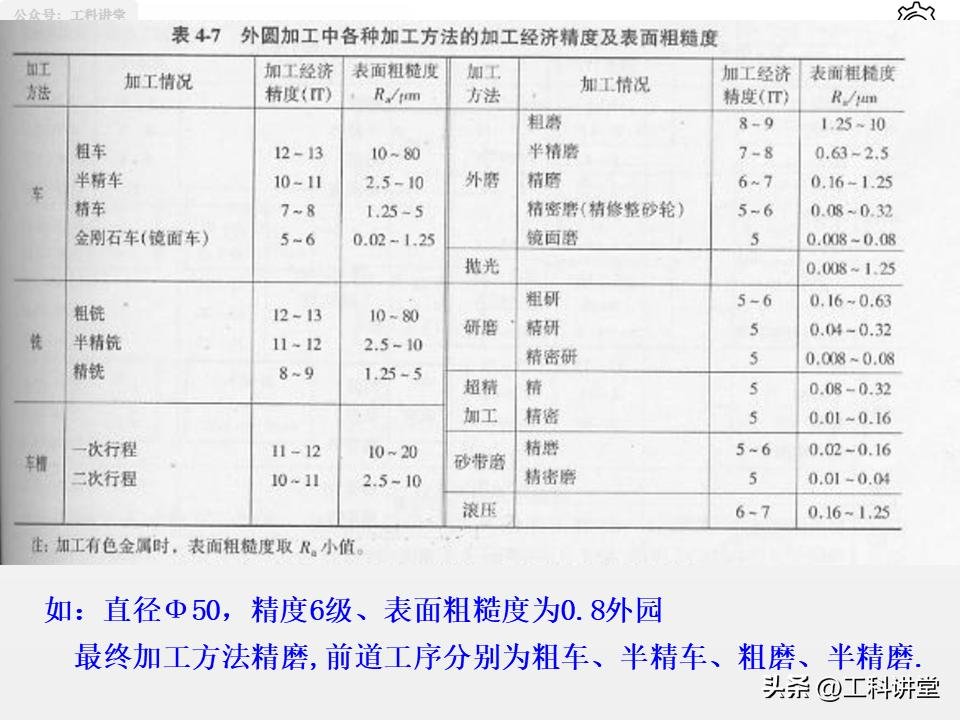
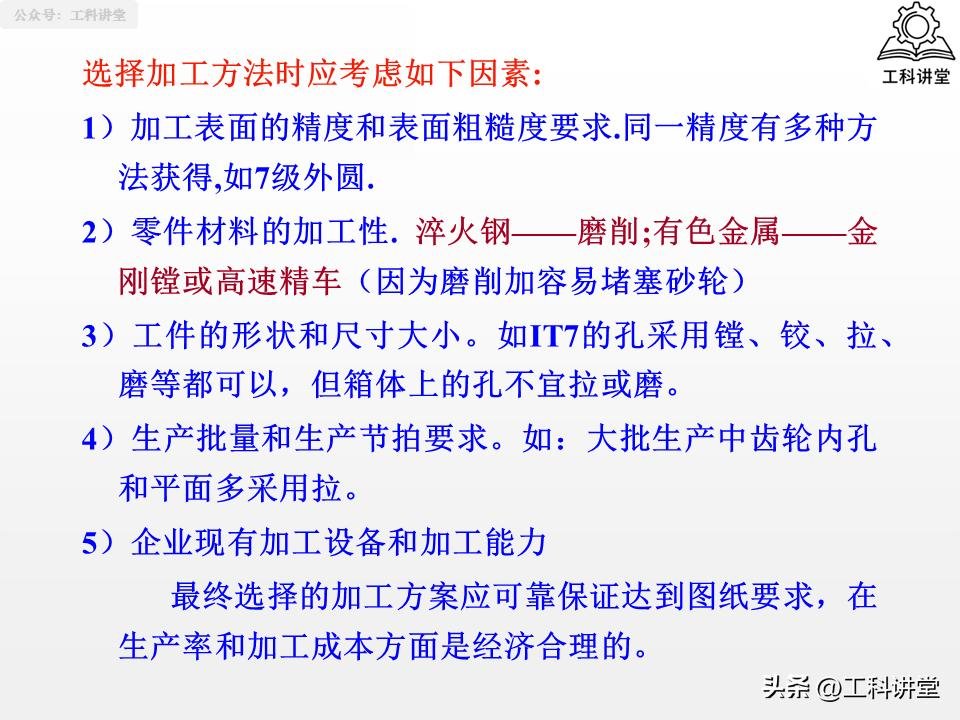
Its outer circle, is the core surface of shafts and disc and sleeve parts, there are clear application scenarios for the general route, the most commonly used is rough turning, and then semi-finish turning, followed by finish turning, so as to meet the accuracy requirements within IT8; parts with quenching requirements must be rough turning, then semi-finish turning, followed by quenching, followed by rough grinding, and then finish grinding, relying on grinding to correct the deformation of the heat treatment; non-ferrous parts are made of soft materials, and it is easy to block the grinding wheel. The material of non-ferrous metal parts is soft and easy to block the grinding wheel, so it is preferred to use rough turning, then semi-precision turning, followed by precision turning, and finally diamond turning; for parts with ultra-high precision and ultra-low roughness requirements, it is necessary to increase the grinding after precision grinding, as well as the ultra-finishing process.
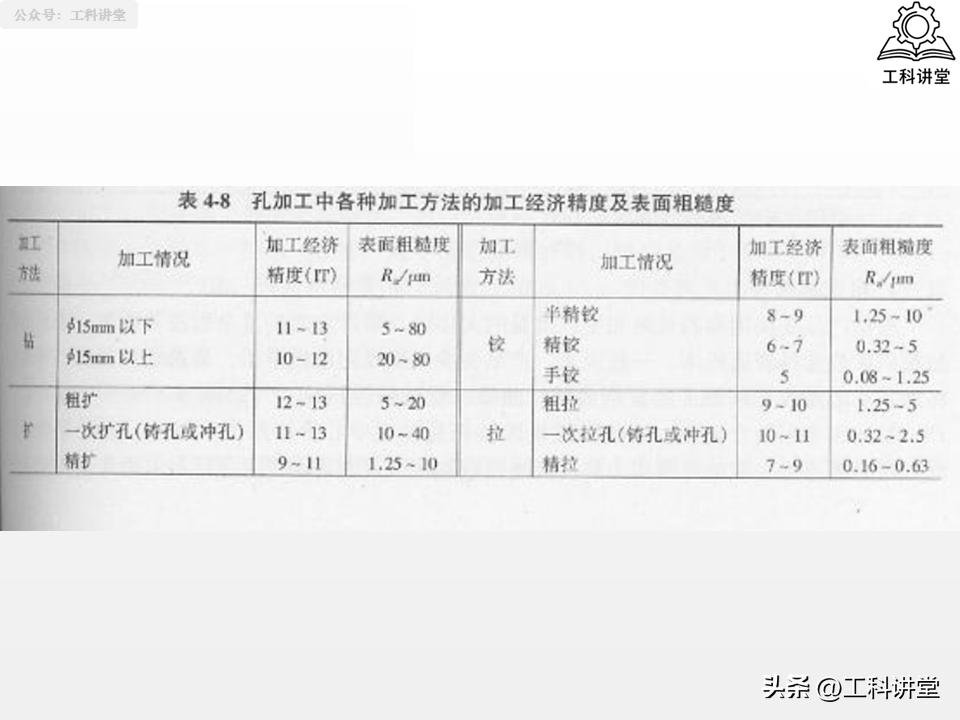
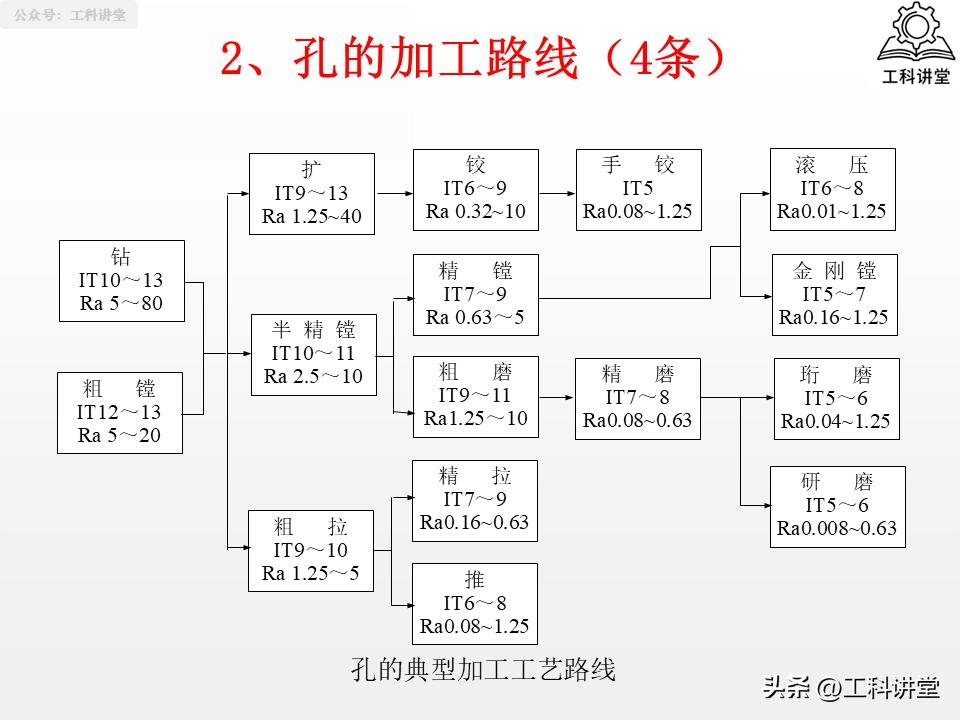
2. Hole routing
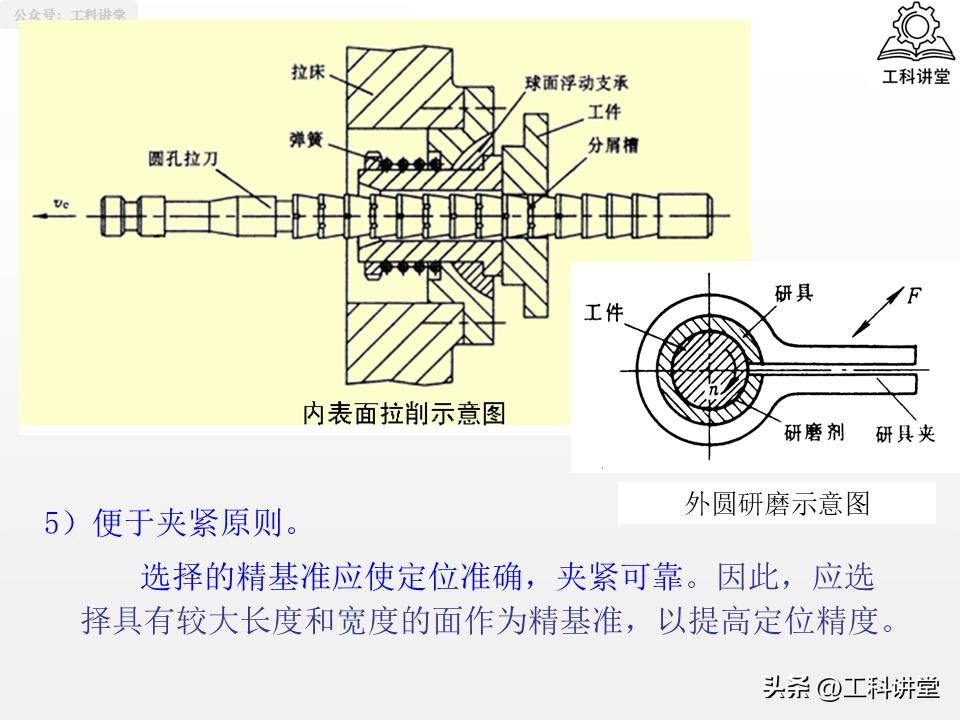
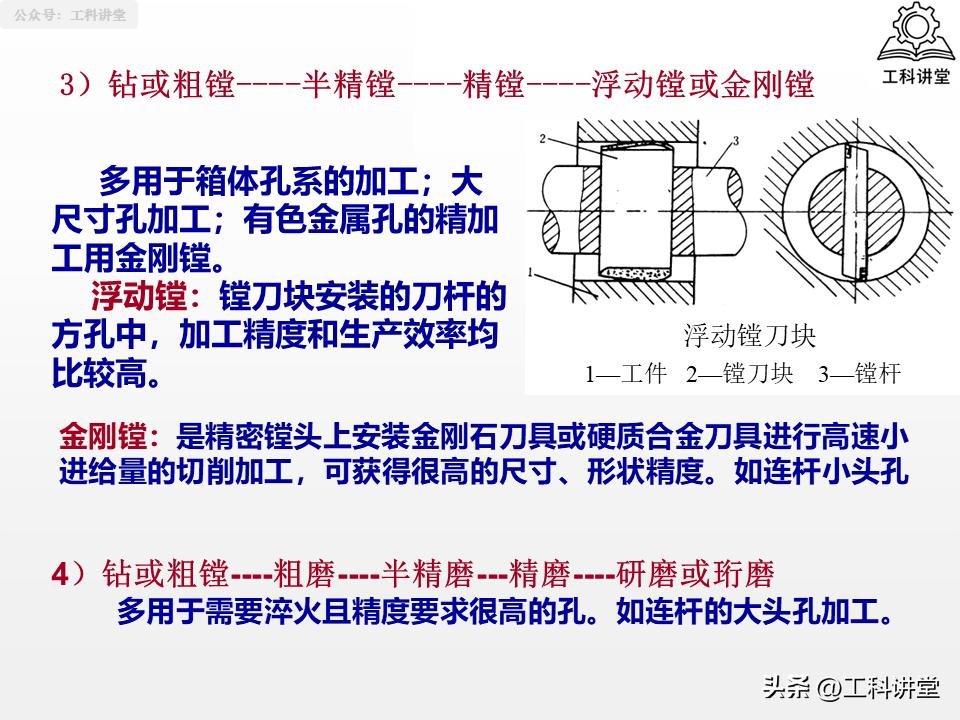
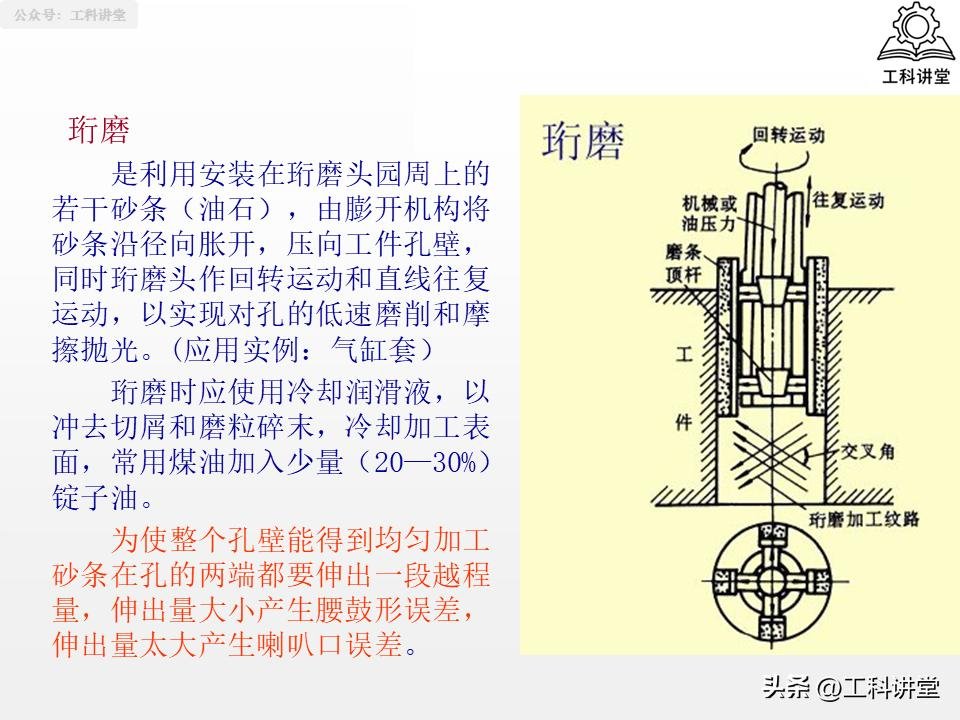
For small and medium-sized unhardened holes, the classic route is drilling - expanding - reaming. For the mass production of holes for lining discs and bushings, it is preferred to use the Drill - Rough - Fine route, which is more productive. For large holes in housings, rough boring - semi-finishing boring - fine boring - floating boring / diamond boring is used. For high-precision holes that require hardening, rough grinding - semi-fine grinding - fine grinding - honing / lapping must be used to ensure accuracy.
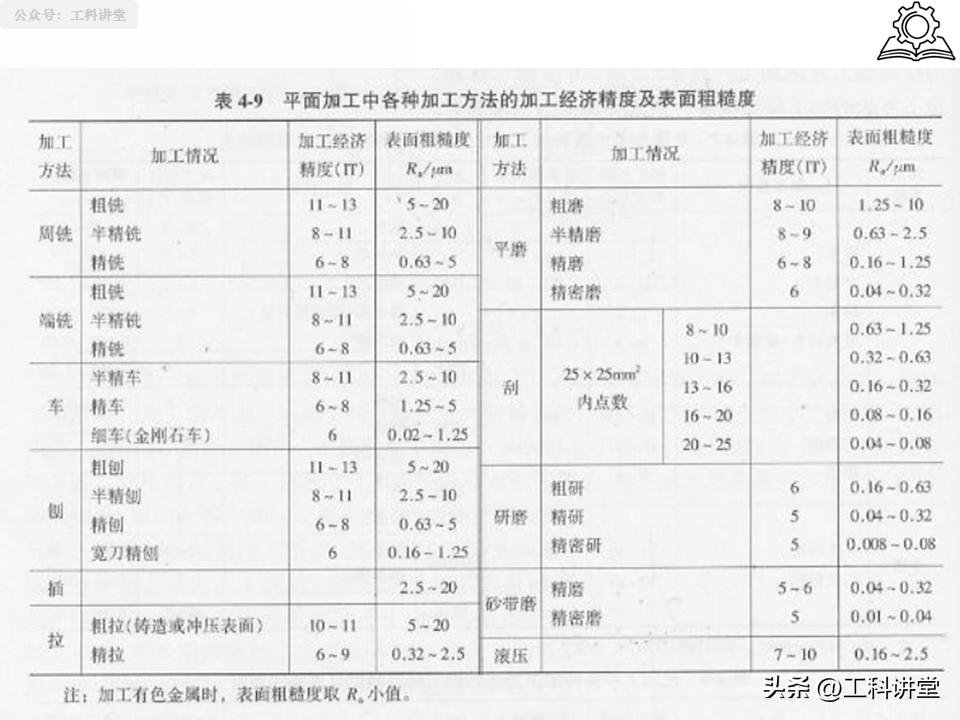
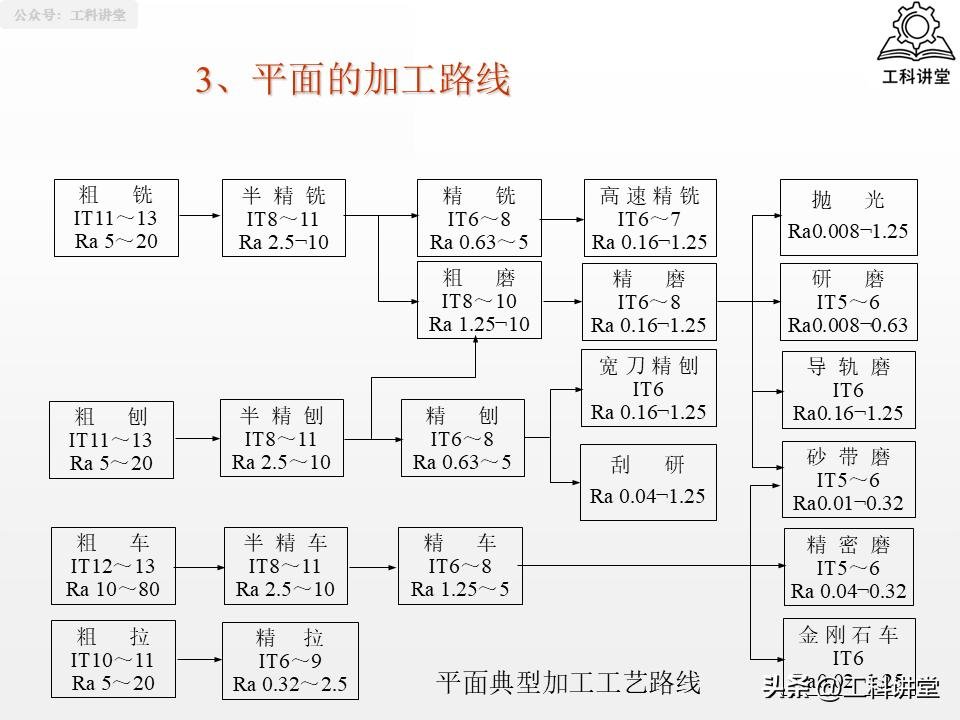
3. Flat machining routes
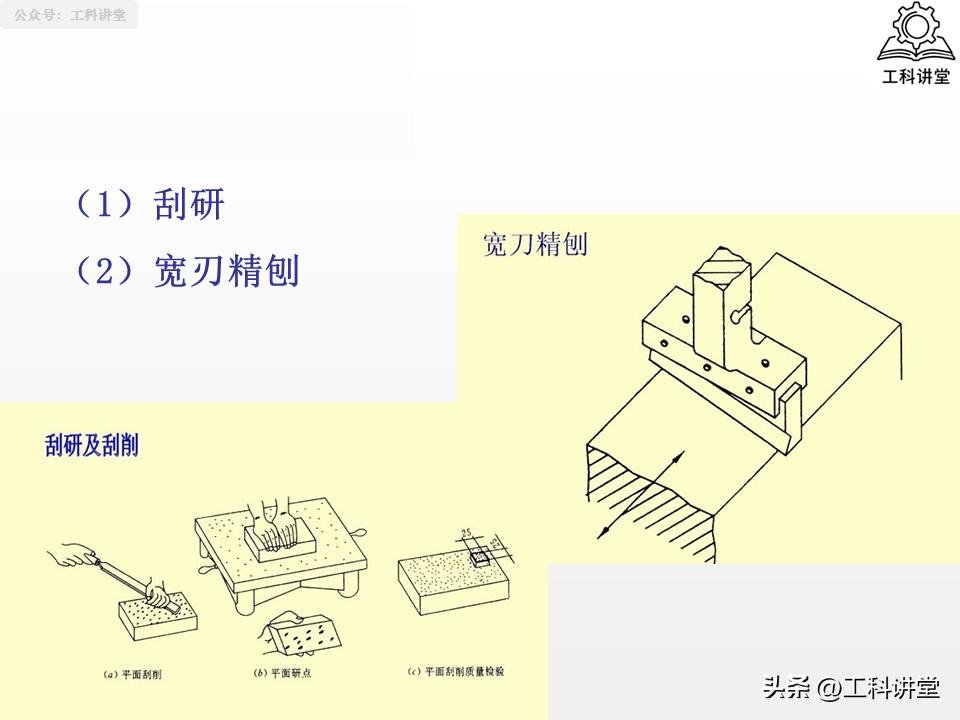
Plane as the core of the box, frame parts, milling is the mainstream way, it follows the conventional route is first rough milling, followed by semi-finish milling, and finally fine milling; for the narrow plane and a single piece of small batch production, the same can be used first rough planing, and then semi-finish planing, and finally fine planing, not impossible; and if there are requirements for quenching and high-precision requirements for the plane, then it is inevitable that additional Grinding process, the route is rough milling or planing, and then semi-finish milling or planing, followed by quenching, and then rough grinding, and finally fine grinding; in the case of mass production, the plane processing will give priority to the use of broaching, so that the efficiency of the quality can be reached by leaps and bounds to be improved.
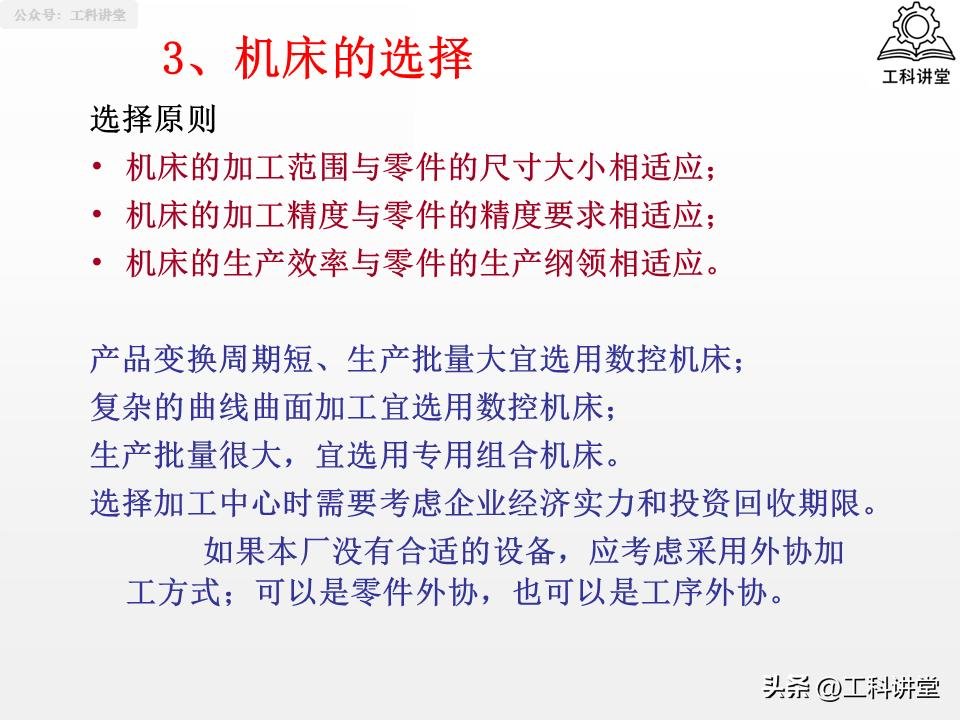
As a matter of fact, there is no standard answer for the process route, the principles and routes mentioned above are the basic framework, which ultimately needs to be flexibly adjusted according to the factory's equipment conditions, production batch size, and actual processing capacity, so that the basic framework can be flexibly applied to take into account the quality, efficiency, and cost, which is the real core of the process design.
The PPT handout provides an introduction to machining process regulations, and the source document for the PPT handout, as well as extended dry runs, can be viewed at the end of the article.

There are one hundred and sixty pages of full text containing all of the content, and in the case of the limitations of the pages of content owned by the headline, only the first sixty pages of content are shown.
Full version of PPT handout source document + extended dry run













No comments