


G76指令用于车削螺纹时, 和G92不一样, G92是简单循环, 二者存在区别。
G76属于复合循环, G76只要指定螺纹加工的循环位置以及最后一刀螺纹终点坐标就行, 标点符号是特定符号的一种, 标点符号包括逗号、句号等, 这里句子结尾用句号。
该指令可用来车削等距直螺纹、锥度螺纹。
注:文章最后标有,G76需要用的各种计算公式。
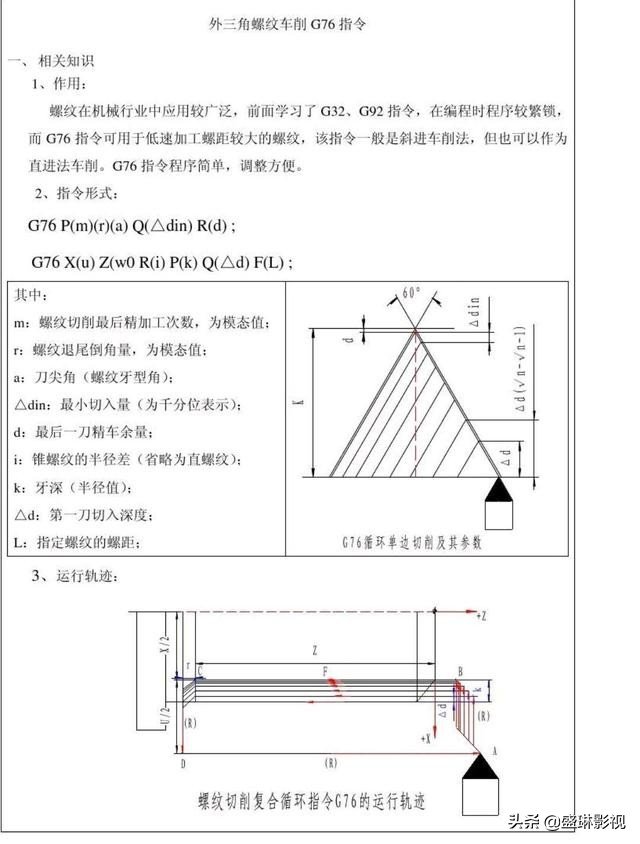
G76编程格式如下
例:
G00 X _Z_ 螺纹加工循环起点
G76, 其中02是精加工重复出现的次数, 其中00乃是螺纹尾部进行倒角时的量, 也就是斜向退刀的量, 其中60是螺纹刀尖所具有的角度为60度。
需注意, 在此类命令当中, 全部都是以2位数进行指定, 若不足的情况, 要补0。进行2次精加工操作, 不存在倒角量, 使用的是60°螺纹刀。
G76, Q0.2, 此0.2为最小吃刀量, 可依据自身意愿随意设定, 其处于半径值的范畴。
G76, Q0.2, R0采用0.03(此0.03为精车余量, 并且还是半径值, 可依据自身意愿任意设定)。
G76 Q0.2 R0.03
G76指令的上半部分总结:
G76进行精加工时重复车削两次, 不采取斜向退刀的方式, 螺纹刀的角度为60°, 最小吃刀量是20丝并且一刀完成, 留精车余量为3丝。
(螺纹的底径,与长度。即螺纹的终点坐标)
G76 X_ Z_ P(牙高,也就是牙深,半径值)
G76, X_, Z_, P_, Q(最大吃刀量, 此乃第一刀的吃刀量)
G76, X_, Z_, P_, Q_, R(螺纹锥度, 此乃螺纹半径差, 需取半径值。若螺纹无锥度则也略过)。
X轴坐标值, Z轴坐标值, P参数值, Q参数值, R参数值, F值(螺距, 按照图纸所标识要求进行填写就行啦)。
G76下半部分总结:
G76 X_ Z_ P_ Q_ R_ F_
特别注意:
一、G76指令运用时需要关注各自机床是千进制还是万进制。
二、此指令无需去指定进给速度 , 进给速度为由系统自动予以给定 , 主轴转速也是由系统自动给定 , 目的是保证螺纹加工。
三、该指令只需要描述循环起点和最后一刀的螺纹加工终点。
四、此指令用不着去指定精准的最大以及最小切深, 系统会依据所给定的数值来计算每一次的吃刀量, 按照递减的方式去进行切深。
五、G76内的相关数值设定:

精车的次数, 就是被认定为等同于螺纹加工的次数, 要是图纸当中没有指定螺纹刀的角度, 那就按照60°, 精车的余量, 通常取值是不大于最小的背吃刀量, 直螺纹的时候, 锥度写R0。

如图3-86所示螺纹的G76程序段:
牙深h=1.107,螺纹终点坐标(27.786,-23)
G00 X32 Z3
G76 Q100 R0.1
G76各数值计算公式
一、牙深P= 0.6495 ×螺距×1000
二、底径=牙高×2
三、1英寸=25.4 25.4÷牙数=螺距
四、锥度R=1/32 ×(起点+有效长度)
R外丝为负 内丝为正
纯手打,望各位有需要的关注小编,每天分享数控车编程干货













暂无评论内容