


G76指令用于Turning threads时, 和G92不一样, G92是简单循环, 二者存在区别。
G76属于combined cycle, G76只要指定螺纹加工的循环位置以及最后一刀螺纹终点坐标就行, 标点符号是特定符号的一种, 标点符号包括逗号、句号等, 这里句子结尾用句号。
This instruction can be used to turn equal pitch straight threads and taper threads.
注:文章最后标有,G76需要用的各种formula.
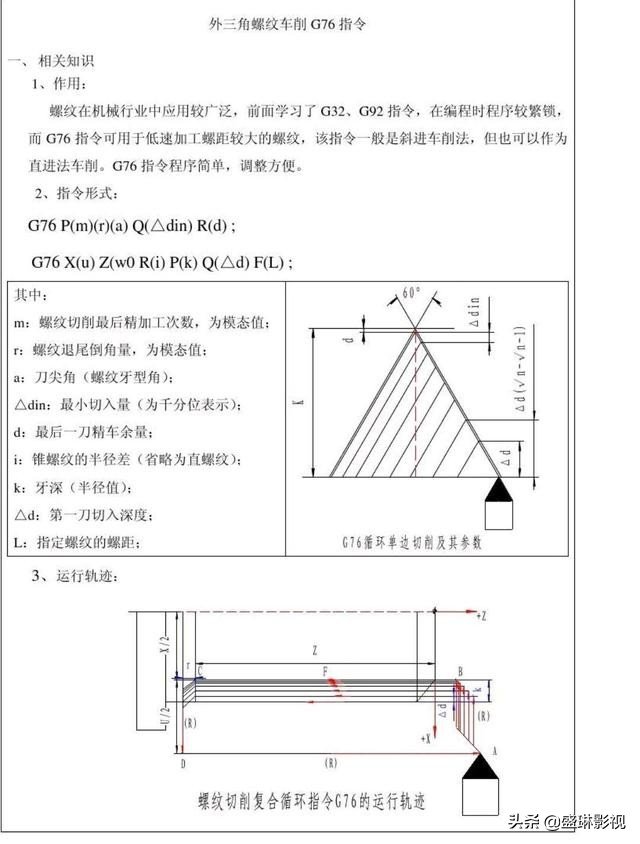
G76 Programming格式如下
Example.
G00 X _Z_ Start of threading cycle
G76, 其中02是精加工重复出现的次数, 其中00乃是螺纹尾部进行倒角时的量, 也就是斜向退刀的量, 其中60是螺纹刀尖所具有的角度为60度。
需注意, 在此类命令当中, 全部都是以2位数进行指定, 若不足的情况, 要补0。进行2次精加工操作, 不存在倒角量, 使用的是60°螺纹刀。
G76, Q0.2, 此0.2为最小吃刀量, 可依据自身意愿随意设定, 其处于半径值的范畴。
G76, Q0.2, R0采用0.03(此0.03为精车余量, 并且还是半径值, 可依据自身意愿任意设定)。
G76 Q0.2 R0.03
Summary of the first half of the G76 instruction.
G76进行精加工时重复车削两次, 不采取斜向退刀的方式, 螺纹刀的角度为60°, 最小吃刀量是20丝并且一刀完成, 留精车余量为3丝。
(Bottom diameter of the thread, vs. length. That is, the end coordinates of the thread)
G76 X_ Z_ P (tooth height, also known as tooth depth, radius value)
G76, X_, Z_, P_, Q(最大吃刀量, 此乃第一刀的吃刀量)
G76, X_, Z_, P_, Q_, R(螺纹锥度, 此乃螺纹半径差, 需取半径值。若螺纹无锥度则也略过)。
X轴坐标值, Z轴坐标值, P参数值, Q参数值, R参数值, F值(螺距, 按照图纸所标识要求进行填写就行啦)。
Summary of the second half of G76.
G76 X_ Z_ P_ Q_ R_ F_
Special attention.
I. The G76 instructions need to be applied with attention to whether the respective machine tool is in thousands or in millions.
二、此指令无需去指定进给速度 , 进给速度为由系统自动予以给定 , 主轴转速也是由系统自动给定 , 目的是保证螺纹加工。
Third, the instruction only needs to describe the start point of the cycle and the end point of thread machining for the last cut.
四、此指令用不着去指定精准的最大以及最小切深, 系统会依据所给定的数值来计算每一次的吃刀量, 按照递减的方式去进行切深。
V. Relevant value settings within G76.

精车的次数, 就是被认定为等同于螺纹加工的次数, 要是图纸当中没有指定螺纹刀的角度, 那就按照60°, 精车的余量, 通常取值是不大于最小的背吃刀量, 直螺纹的时候, 锥度写R0。

Program segment G76 for the thread shown in Figure 3-86.
Thread depth h=1.107, thread endpoint co-ordinates (27.786,-23)
G00 X32 Z3
G76 Q100 R0.1
Formula for calculating each value of G76
I. Tooth depth P = 0.6495 × pitch × 1000
Second, the bottom diameter = tooth height × 2
Third, 1 inch = 25.4 25.4 ÷ number of teeth = pitch
IV. Taper R = 1/32 × (starting point + effective length)
R outer wire is negative, inner wire is positive.
Pure hand-typed, hope that you need to pay attention to the editor, every day to share the CNC car programming dry goods!













No comments