
本发明划定在残余应力加工变形控制技术范畴, 特别涉及到一种针对工件加工变形的控制办法。
背景技术:
由毛坯初始残余应力、装卡力、切削力和切削热以及加工引入残余应力这四个因素致使加工变形产生, 当中, 毛坯初始残余应力对加工变形影响程度为最大。于零件进行加工前, 主要借由热时效、振动时效达成均化残余应力场、降低残余应力场峰值的目的, 以此控制加工变形;可是热时效耗能相对较高, 并且和振动时效相同, 都存有过程不太好操控、去应力效果不太理想以及最终所获工件变形依旧较大的短处。
技术实现要素:
为处理上述问题, 本发明给出一种工件加工变形的控制办法,经由进行预留加强筋的初次加工, 之后静置直至尺寸恒稳, 随后切除预留加强筋再进行二次加工, 如此能够切实有效地提升制品的抗弯坚强程度, 从而减小工件的加工变形幅度。
一种工件加工变形的控制方法,包括以下步骤:
分别通过加工变形预测半解析模型, 或者借助有限元模型, 从而获取待测工件模型的变形敏感方向, 以及最大变形位置。
s2: 于待测工件模型之上设置加强筋, 当中, 所说之加强筋设置需满足如下这般的条件:
加强筋方向平行于所述变形敏感方向;
加强筋所在位置与所述最大变形位置的相对距离小于设定值;
将加强筋的总厚度, 与待测工件模型在加强筋厚度方向的尺寸相比较,其小于该尺寸的10%。
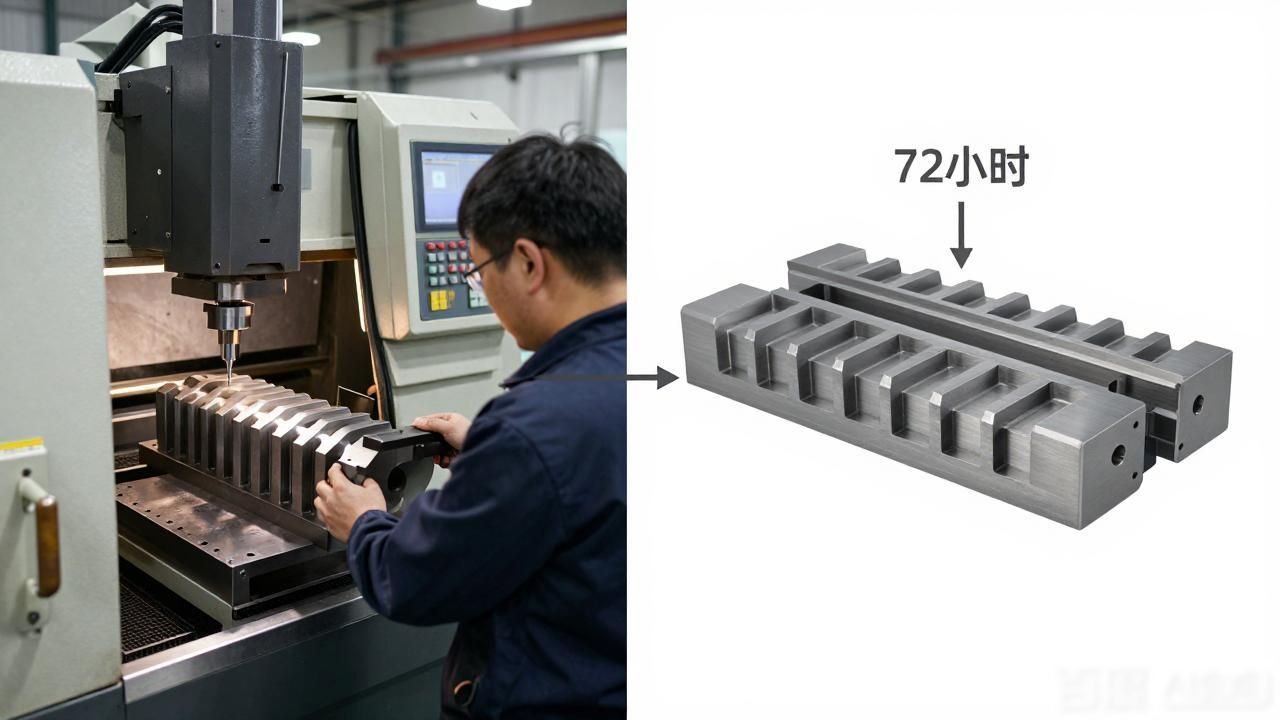
按有着设置加强筋的待测工件模型, 针对毛坯件开展初次切削加工, 进而得出带有加强筋的中间工件喽。
将那带有加强筋的中间工件放置不动, 时长超过72小时, 以便让其在设定的时间段之内, 尺寸的形变小于设定的值, 从而获得稳定的中间工件。
步骤五, 将那稳定的中间工件里的加强筋予以切除, 从而获得最终的加工工件。
有益效果:

本发明给出一种针对工件加工变形的控制办法, 在初次加工时期, 可经由预留符合特定条件的加强筋, 以此强化工件的抗弯刚度, 能在极大程度上减小初次加工阶段的加工变形情况;把初次加工阶段预留有加强筋的中间工件放置72小时以上时长, 待到应力重分布充分完成、尺寸相对稳定之后, 获取稳定的中间工件, 最终借助二次切削加工把稳定的中间工件里预留的加强筋去除掉;此时因应力已然充分释放, 并且切除的加强筋相对第一次加工去除材料要少, 不会产生较第一次加工所引发的较大应力重分布, 所以切除加强筋后, 最后得到的加工工件不会再度产生较大的变形;由此能够看出, 本发明借助采用预留加强筋开展二次切削加工的方式, 能够切实提高工件的抗弯刚度, 进而减小最终的加工变形, 能够用来指导薄壁弱刚性零件的结构设计, 还可为零件粗加工预留余量的选取提供一定的参考依据。
附图说明
图1为本发明提供的一种工件加工变形的控制方法的流程图;
图2为本发明提供的毛坯件加工的过程示意图;
图3为本发明提供的加工工件最终的结构示意图;
图4为本发明提供的毛坯件一次加工后的结构示意图。
具体实施方式
要让本技术领域里头的人员能够更加好地去理解本申请方案, 接下来会结合本申请实施例当中的附图, 对本申请实施例里面的技术方案予以清楚、完整地进行描述。
望见图1, 此图乃本实施例所给出的一种针对工件加工变形的控制方法之作图流程示意。一种涉及工件加工变形的控制方法, 涵盖以下这些步骤。
利用加工后的变形情况, 借助预测半解析模型或者有限元模型, 进而取得待测工件当中处于变形状态时的敏感方向, 以及最大变形可能出现的位置。
s2:在待测工件模型上设置加强筋,其中,所述加强筋设置满足如下条件:
加强筋方向平行于所述变形敏感方向;
加强筋所在位置与所述最大变形位置的相对距离小于设定值;
加强筋的总体厚度, 是小于, 待测工件模型, 在加强筋厚度这个方向上, 尺寸的百分之十 的。
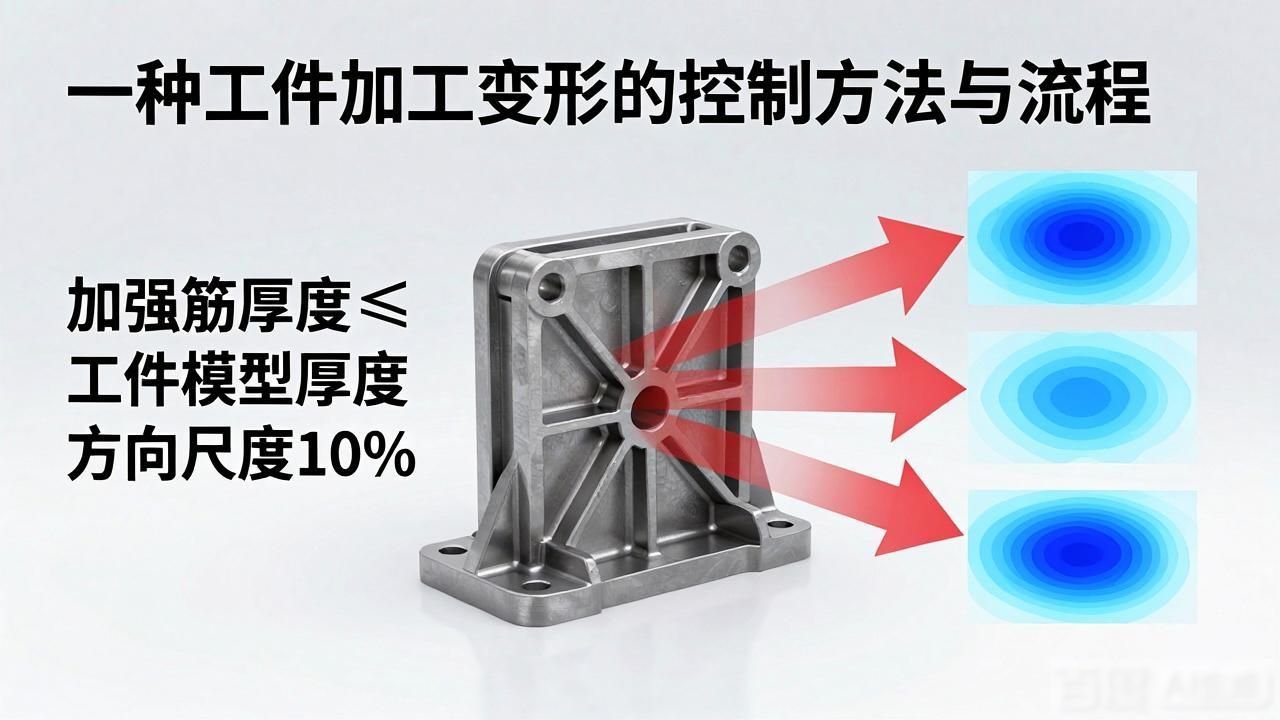
值得说明的是, 鉴于二次加工切除材料的数量多少, 这会对战再一次出现应力重分布引发的变形大小造成影响, 经由理论模拟计算能够得出, 当加强筋的总体厚度不超过该工件模型在加强筋厚度方向尺度的10%, 二次加工产生的变形相对较小。
s3: 使毛坯件依据设置有加强筋的待测工件模型展开初次切削加工, 进而获取到带有加强筋的中间工件。
s4: 把那个带有加强筋的中间工件放上, 让它静置, 时间要超过72小时, 从而使得带有加强筋的这个中间工件, 在设定好的时间段以内, 它的尺寸所产生的形变要小于设定的值, 最终得到稳定的中间工件。
s5:从所述稳定的中间工件中切除加强筋,得到最终的加工工件。
下面针对5个毛坯件开展切削加工试验, 目的在于证实本实施例所提供的一种用于工件加工变形的控制方法, 能够切实有效地降低工件的加工变形。
参阅图2, 此图呈现的是本实施例所给出的毛坯件加工的过程展示图, 其中, 试件1是以一次加工实现成型, 而非二次加工得到, 试件2到试件5运用本实施例给出的二次加工达成成型, 并且试件2至试件5在加工方面存在差异, 具体体现为增强筋的安置位置以及总体厚度并不相同, 并非毫无差别, 而是有所不同, 不是一样的, 存在不一样之处, 并非完全一致。
可查看图3, 此物图是本实施例所给出的用于加工工件最终状态的结构示意图形。从图3能够知晓, 本实施例需把材质是7075-t6铝合金的毛坯件制作为九宫格形框类工件, 下面简称为九宫格工件。参照查看图4 , 此图乃本实施例给出的毛坯件一次加工之后的结构示意图形 , 当中 , 工件的宽度是150mm , 长度为300mm , 鉴于二次加工切除材料的数量多少 , 会对再一次出现应力重分布所引发的变形大小造成影响 , 借由理论模拟 , 觉察到加强筋的总厚度应当不超过该工件模型宽度的10% , 二次加工所产生的变形相对较小 , 于是本实施例里 , 处于t1和t2处的九宫格工件设置的加强筋总厚度要小于15mm , 处于t3和t4处的九宫格工件设置的加强筋总厚度要小于30mm , 其中 , t1代表九宫格工件在长度方向上外边缘的宽度 , t2指的是九宫格工件在长度方向上中间边缘的宽度 , t3表示九宫格工件在宽度方向上外边缘的宽度 , t4表示九宫格工件在宽度方向上中间边缘的宽度。详细来说, 被加工完成的试件1, 相对于那些仅仅经历过一次加工处理的试件2至试件5, 其尺寸情况呈现于表1之中:
表1
为便于描述, 把九宫格工件的长度方向设为x方向, 将其宽度方向设为y方向, 由表1可知, 最终加工完得到的九宫格工件, 各边缘尺寸都是2mm, 相对于试件1, 试件2的x方向外边缘宽度增加到4mm, 试件3的x方向外边缘宽度增加到8mm, 试件4的x方向外边缘宽度增加到8mm, 同时, y方向外边缘宽度增加到4mm, 试件5的x方向中间边缘厚度增加到8mm。
借由半解析模型计算以及有限元仿真能够得出, 试件1于第1次加工完毕后的72小时之内, 其底面的翘曲变形会随着时间产生少量的变动;依此能够明白的是, 零件加工结束之后, 鉴于引入残余应力以及初始残余应力的共同作用, 内部依旧会存有一定的残余应力, 那么零件历经一段时间以后, 内部的残余应力将会出现重分布, 进而致使变形的进一步产生。试件2至试件5放置72小时之后, 展开第2次加工, 切除预留的加强筋。详细来说, 对于试件2, 其x方向的最外侧边缘要切除掉2mm的加强筋, 试件3在x方向的最外侧边缘需切掉6mm的加强筋, 试件4的x方向最外侧边缘同样是切掉6mm的加强筋, 与此同时, 试件4的y方向最外侧边缘还要切掉2mm的加强筋;而试件5在x方向的中间位置边缘要切掉6mm的加强筋。
本实施例在最终加工完成之后的720个小时里, 定期且进行多次地测量九宫格工件的尺寸, 由此获得了九宫格工件变形随时间的变化规律, 并且确定了在静置72个小时之后, 九宫格工件尺寸的变化趋向稳定。具体来讲, 和切去加强筋之前比较,切去加强筋之后试件2至试件5底面的变形尽管都有一定程度的增加, 然而和一次加工成型的试件1相比, 试件2至5的最大变形分别减少了5.43%, 22.80%, 23.32%以及13.57%。由这可以知道, 在保留外边缘的加强筋的情况下, 预留的加强筋比较薄, 那么其所最终产生的形变会比预留厚一些的加强筋更大;与此同时 , 在预留加强筋的厚度相同的时候, 保留内部的加强筋, 其到头来产生的形变会比预留厚些的加强筋更小;换句话讲, 预留工件里面的加强筋, 并且加强筋的厚度较大, 同时总厚度小于工件宽度的百分之十, 能够获取更好的减小加工变形的效果;不过总体来说, 把粗加工阶段预留了加强筋的工件放置七十二小时, 等到仅仅经过一次切削加工后的中间工件的应力重分布足够充分、尺寸相对稳定之后, 再去掉预留的加强筋。因为中间工件的应力已然充分释放, 所以在切除加强筋之后, 鉴于切除的加强筋相对而言较少, 不会引发较大的应力重分布, 工件也就不会产生较大的变形, 因此, 本实施例借助采用预留加强筋开展二次切削加工的办法, 能够切实提高工件的抗弯刚度, 进而减小最终的加工变形。
当然, 此发明并且能够拥有其他多种实施的例子, 在不偏离此发明精神以及其实质的状况下, 熟悉该领域的技术人员当然能够依据此发明做出各种相应的变动以及变形, 但是这些相应的变动以及变形都应当归属于此发明所附属的权利要求的保障范围。













暂无评论内容