
[摘要], 用以企业生产期间一直会时常碰到的桥( 门)式起重机主梁出现状况导致变形等这种情形的检测以及矫正行径, 本文将其中几种实施办法, 还有当中所具备的特点予以介绍, 并且对适用范围进行了说明。
关键词:主梁变形,检测,矫正,方法
主梁变形的检测与矫正, 在企业生产里是普遍会碰到的问题, 针对桥(门)式起重机而言, 本文介绍了检测变形的几种实施办法, 也介绍了矫正变形的几种实施办法, 还说明了这些办法的特点, 以及适用范围。
一、 桥(门)式起重机主梁挠度的检测
于桥(门)式起重机安全技术检验之时, 主梁拱度的检测, 是极其重要的一项内容。-82(通用桥式起重机技术条件)里明确规定了, 主梁跨中上拱度, F等于L乘以(0.9减去1.4)再除以1000。并且, 最大拱度应当控制在跨度中部的L除以10的范围之内。当下比较常用的检测方法, 包含着传统拉钢丝法, 还有现行吊钩悬尺法, 以及磁铁悬尺法。下面, 会分别去介绍这几种方法。
1、 拉钢丝法
拉钢丝法这种方式, 要求有3名检测人员, 这3名人员必须去到起重机的主梁之上, 要使用φ0.5mm的细钢丝, 钢丝一头固定在主梁一根端, 钢丝借由上盖板上的等高块, 另一头与主梁另一端安装的15kg弹簧秤予以相连。接着要挑选出测量点, 去测量钢丝到主梁上表面的垂直距离, 之后再计算得出拱度值。此方法存在比较大 的局限性, 还有检测人员进行登高作业时的危险性。其仅仅用于 部分箱形双梁桥式起重机主梁拱度的检测, 然而对于单梁桥(门)式起重机以及带有裙板的箱形双梁桥式起重机主梁拱度就没办法检测了。
2、 吊钩悬尺法
吊钩悬尺法, 是把300mm钢板尺倒挂于吊钩之上, 开动沿着工字钢轨道运行的小车(电动葫芦), 借助架设在地面的水准仪, 依次测取主梁各点的标高值, 接着计算出其拱度值。这种测量方法误差大, 有时或许会得出相反的结果。影响测量精度的因素有:
小车行走轮存在半径差, 轨道踏面存有形状误差, 还有小车三条腿的情况, 这些都会直接在标高值上体现出来, 进而导致测取的标高值并非真实的, 最终计算得出的拱度值也就不准确了。
3、 磁铁悬尺法
用一根φ0.5mm的细钢丝, 其一端固定在磁铁上, 另一端固定在一个0.5kg的重锤上, 接着在细钢丝上安装一个可以调节位置的300mm钢板尺, 再用一根专用绝缘杆将磁铁吸附于主梁下盖板或工字钢轨道的下表面上, 如此便形成了磁铁悬尺法。之后选取主梁两端和梁中三个测量点, 通过架设在地面上的水准仪读取由磁铁悬挂标尺上的数值, 进而计算出主梁跨中的拱度值。公式如下:
跨中拱度值在于主梁, 等于跨中标高, 减去二分之一, 这二分之一是, 较高一端的跨端标高值, 加上较低一端的跨端标高值。
将钢板尺正面朝上固定于那细细的钢丝上面, 一旦所测得的结果呈现为正值之时就是上拱的情况, 而要是结果是负值的话那便是下挠的情形。采用这种办法能够检测各类不同型式的起重机主粱的拱度, 并且此方法简单便捷, 所得到的结果准确无误, 还能够节省时间以及力气。
二、 桥(门)式起重机主梁变形的矫正方法
桥(门)式起重机在自重以及载荷影响下, 主梁会出现弹性下挠状况, 这会给承载小车运行增添阻力。针对该状况, 为补偿主梁下挠变形, 设计上要求把主梁制作成有一定拱度的梁。故而保证规定的上拱值, 使其既不过大也不过小而是处于合适范围, 这成为起重机主梁设计和制造过程中的关键问题。
只是, 桥(门)式起重机的主梁, 在制造期间, 有所产生到不同程度的永久变形, 在使用阶段, 也是如此这般地产生了不同程度的永久变形。就算是在主梁制造期间, 哪怕是因为主梁下料拱翘值预留不复合适宜状况, 还有气温带来的作用, 以及焊接工艺应用时出现的误差等各样要素的影响, 在主梁焊接结束之后, 它出来的拱度、翘度、水平旁弯以及腹板的垂直度, 这里面指的也就是主梁产生扭曲的形变状况啊等等之类, 并不一定全部都能够符合各项要求, 所以这时候就需要开展矫正工作;至于说当某一台桥式起重机的两片主梁, 要是在同一个截面高度呈现出不一样的情况时, 同样也是需要去进行矫正处理的;再说起重机在实际使用的进程当中, 鉴于主梁刚性不够充足, 再加上长期处于满负荷工作的状态, 抑或是起重机所处的工作环境十分恶劣这般诸多要素综合带来了不良导向, 也会致使主梁出现永久的变形状况, 一旦拱、翘值下降到一定的程度之时, 那就必然得去针对它进行适当的修理矫正工作, 结合国标 -85中也就是起重机械安全规程里面1!4!10条有所规定的那样: “对于一般桥式类型的起重机而言, 当小车处于跨中的位置, 并且是在额定载荷的情况之下, 主梁跨中位置的下挠度值在水平线条之下, 达到了跨度之间七百年之一的数值时, 如果没办法修复的话, 那就应该按照规定进行报废处理了。”。所以, 在桥(门)式起重机制造以及使用的过程当中, 主梁的矫正属于必不可少情形, 还是极为主要的一项工作。采取何种方法去进行矫正, 会直接对起重机主梁变形的矫正效果产生影响, 还会影响矫正费用, 也会关乎主梁外观质量以及起重机制安全使用等等。所以, 合理且正确的矫正方法非常关键, 绝对不可以被忽视。
当前情况下, 主梁发生变形后的矫正办法存在着, “火焰矫正法”, “预应力法”, “重复施焊法”, “切割法”以及“局部切垫法”, 具体运用何种办法需依据实际情形判定, 并非强求一致, 唯有熟知各类方法的特征, 适应范畴, 留意要点等知识, 方可准确、恰当的挑选矫正方案, 进而获取相对理想的矫正成效。
1、火焰矫正法
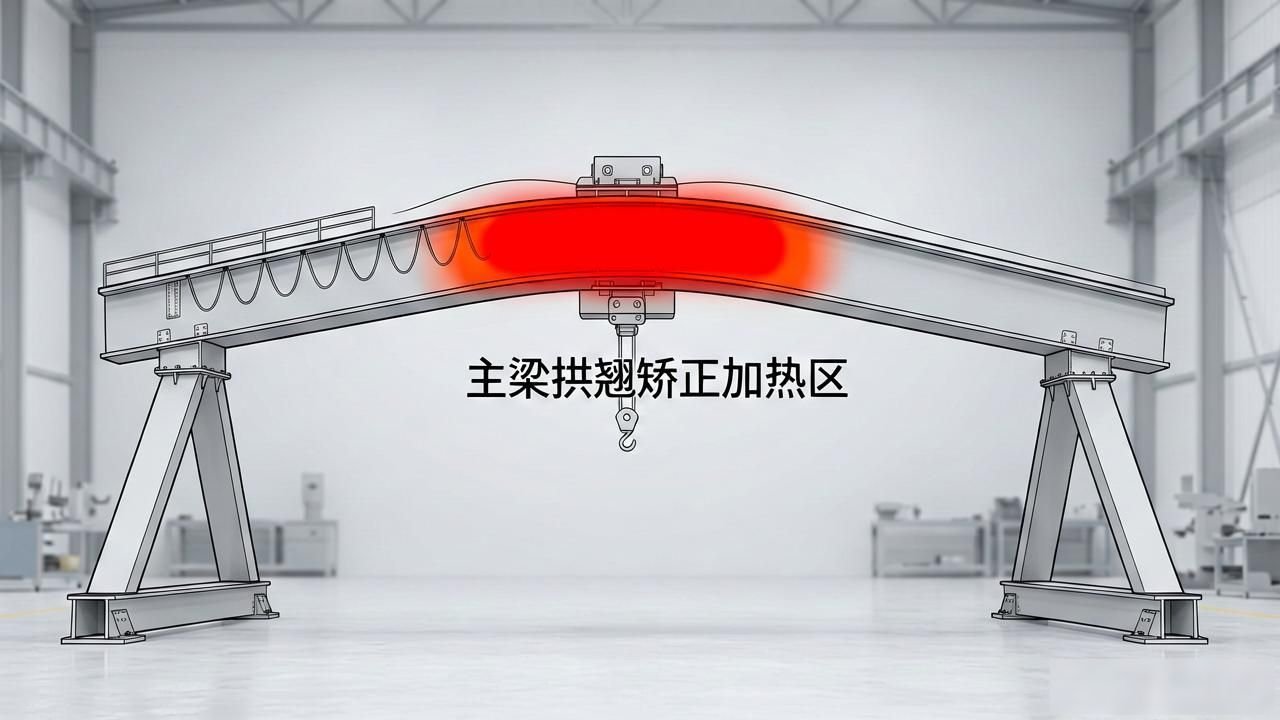
以火焰矫正法而言, 其原理是, 在金属结构之上进行局部加热, 致使金属结构的某些部位出现“塑性压缩”, 待冷却之后, 凭借残余的局部收缩应力达成矫正变形的功效。

主梁拱翘矫正的加热区见图1。
![图片[2]-桥(门)式起重机主梁挠度检测与变形矫正方法-大连富泓机械有限公司](/wp-content/uploads/2026/07/1783074570800_1.jpg)
拱形程度欠缺之际, 针对加热板下方的三角区域以及下方盖板的矩形区域, 翘起程度不足之时, 针对加热悬臂腹板上方的三角形区域以及上方盖板的矩形区域。烘烤点的尺寸大小、烘烤点的数量多少以及烘烤点所处位置, 需依据变形的具体情形予以制定。然而务必留意下述几点:
加热温度若是过低, 那么便肯定不适合;倘若大于800℃, 一样无法算作最好的选择;只有700到800℃这个区间范围, 才是最适宜的。鉴于当加热至该温度的时候, 低碳钢这种金属的屈服极限会逐渐趋近于零, 进而金属会处于所谓的“热碳钢”状态, 最终矫正效果将会是最为理想的。
同一个位置, 是不可以进行重复加热的。要是重复加热的话, 不但效果不会好, 而且对于金属的金属组织而言也会造成损害。
(C)加热点应放在隔板处。这样可以减小腹板的波浪度。
加热点要避开危险截面, 经过加热矫正之后, 烤点的部位应力会加大, 所以危险截面的负荷应力同样会加大, 这就很容易让变形实效。
(E), 主梁变形之后, 主梁是需要进行加固的。这是由于在矫正过后, 主梁应力相当大。加以多年的使用, 金属材料会渐渐疲劳, 刚性变得不足。要是不进行加固的话, 不但矫正的效果没办法保持住, 反而变形会越发严重。故而, 矫正之后必须要加固。一般而言, 加固的方法是在主梁跨度范围之内, 在下盖板的两侧使用槽钢来做, 腹板地方再多加上一层下盖板以增加主梁的断面。
火焰矫正法的优点是:
矫正所呈现的效果比较让人满意, 特别是针对带有较为坚硬材质的弯曲地方而言, 同样能够发挥出相应的作用。
••••施工工艺也较为简单。
所以, 火焰矫正法得到了广泛运用。然而, 此种矫正方法存在着如下一些欠缺之处:
火焰矫正时, 要产生“压塑”效果, 就得把主梁矫正部位顶起, 让烤区受压应力, 不然没效果, 如此便增加了施工难度。
虽火焰加热处在隔板那里, 可对于腹板以及盖板它还是能够形成较大程度的波浪度。
•火焰矫正后须将主梁加固,否则,将产生更严重的变形。
基于上述的论述情形, 在通常状况下, 除开针对局部进行矫正硬弯之外, 我们是不提倡去采用火焰矫正法的。然而, 对于大型型钢而言, 像是工字钢、槽钢这类, 在进行调直以及做反变形的时候, 运用火焰矫正法是最为理想的, 既无需借助大型压力机, 同时也不需要太过宽敞的场地, 依据型钢弯曲的程度, 相应地挑选几个烤点, 立面烤成三角形、平面烤成矩形, 烤点的大小、数量依据变形程度来确定, 如此便能够马上调好, 既省力又快速。
2、预应力法
预应力法矫正主梁下挠的原理是, 在主梁之下盖板两端借助固定支座, 运用预应力手段张拉多根钢筋或者钢丝绳, 以此让主梁承受一个弯矩, 此弯矩作用下,主梁上半部承受拉应力, 下半部承受压应力, 借助这一弯矩, 促使主梁恢复上拱呈供状, 后续安装其结构可见图2。当主梁承受载荷作用之际, 工作压力恰巧与钢筋预应力相反, 如此一来, 钢筋预应力能够抵消部分工作压应力, 进而提高主梁负载能力。
图2
预应力法是一种主梁下挠矫正的有效方法。具有以下优点:

经过矫正之后, 上拱的值变得准确起来, 而且较为稳定, 依据运用过程当中出现的变化, 还能够随时进行调整。
•矫正后,主梁的强度和刚度能得到加强;
•矫正施工工艺简单,易实施,周期短,费用低。
但它也有以下不足:
•只适用于桥(门)式起重机箱形主梁拱度下挠的矫正;
该方法不适用于主梁的水平弯相关情况, 不适用于主梁局部变形情况, 不适用于门式起重机悬臂翘度矫正等情况。
•矫正后的外形不美观。
起重机有如下情况时,采用预应力法最为适合:
•运用多年的起重机;
•主梁刚性不足,承载能力差;
•起重机长期满负载工作;
•工作环境恶劣等。
3、重复施焊法
重复施焊法的原理是, 把主要焊缝采用大电流, 运用重复施焊的方式, 让所产生的焊接变形去矫正原有的变形, 以此达成矫正变形的目的。比如说, 当需要增加主梁的拱度时, 于主梁下方盖板与腹板的两条角焊缝处进行重复施焊。因为焊缝冷却收缩, 所产生的应力会使上拱增大。要是需要减小水平旁弯, 在凸面腹板与上下盖板的两条角焊缝重复施焊,便能够减小水平旁弯。施焊的电流以及重复施焊的长度, 需依据矫正的程度来确定, 防止超过, 而后再反向矫正。
多年的实践证实了, 这种矫正方法是最为优良的, 能够精准有效, 变形过程平滑, 并且还不会造成外观方面的缺陷。此种方法适用于拱翘值的矫正, 适用于水平旁弯的矫正, 也适用于桥式起重机两片主梁同一截面高低差偏大的矫正等等, 更具备实用、经济、简单、质量良好、速度快捷等诸多优点。然而可是, 对于箱梁某处存在硬弯的情况, 对于主梁经过长期使用之后所出现的刚性不足且有较大变形的状况来说, 该方法并不具有适用性。
4、切割法
照着较早期主梁制做之时, 凭借焊缝收缩应力来形成上拱的原理, 能够借助焊接变形来让主梁拱翘度得以改善。然而, 为了生成所需的焊接变形, 通常要有较大的焊接电流, 可这样也许会致使上盖板烧穿或者出现缩孔等焊接缺陷;此外, 借助焊接热变形较难以把控变形量以及变形方向, 容易致使主梁其他技术参数超差。
受到某些情形影响, 能够利用主梁自身重量对拱状翘度的作用, 来实施对主梁上盖板的切割举措。切割完毕后, 针对切割位置而言, 主梁截面积的抗弯模数会降低, 进而致使主梁的抗弯能力有所削弱。处于主梁自身重量的作用下, 它会呈现机械变形, 跨中位置的上拱数值减小, 而悬臂端位置的上翘数值增大。倘若采用这种方案, 相对较为简便地把控整个修正程序以及变形量的大小。然而需要留意的是, 针对切割部位周边的主、副腹板来讲, 鉴于主梁沿着垂直于腹板的方向产生轴旋转变形, 有造成腹板波浪超量误差的可能性, 务必要予以防范。
实践证实, 此种做法具备可行性, 并且操作简便, 易于把控。当主梁历经永久变形后, 通常能够较好地维持其原本的技术数据, 不会由于时效的缘由, 在释放内应力或者热变形之后, 引发技术参数的较大变动。所以, 切割法是在主梁拱翘度超差幅度较大时, 一种颇为优良的新造主梁修正方式, 这种方法还能够用于调校悬臂过高(跨内达标)、跨内过高(悬臂达标)或者其他一些上拱上翘层面的瑕疵, 只要在悬空支撑主的梁时候, 挑选不一样的支撑位置, 选定不一样的切割部位, 就能够达成预期之目标。要注意的是, 在校正量比较大的情况之下, 务必要留意采取工艺方面的措施, 来防止腹板出现变形的状况。
除了上面提到的这四种方法以外, 其他的诸如局部加热法之类的, 在这里就不再详细阐述了。总而言之, 各种矫正方法的选用, 一定要经过针对需要矫正的设备的具体情形, 进行全面且认真的剖析, 从而决定采用哪一种方案, 或者是把几种方案结合起来加以运用, 以最短的周期, 最少的费用, 并收获最佳的成效。













暂无评论内容