
切削加工里, 于机械加工范畴归属于精加工类别(机械加工涵盖粗加工、精加工、热处理等加工形式), 加工量微小、精度颇高。在机械制造的行业里头使用相对广泛, 经过热处理淬火的碳素工具钢以及渗碳淬火钢部件, 于進行磨削时与磨削方向大致垂直的表面时常会呈现数量众多的较为规则有序排列的线状纹路–Risse schleifen, 它不仅对部件外形造成影响, 更为关键的是还会直接对部件质量产生影响。
旨在对工件表面展开切削加工的方式, 是借助高速转动着的砂轮这类磨具来达成的, 磨削能够用于处理各类工件的内外圆柱面、圆锥面以及平面, 还有比较特殊、复杂的像是螺纹、齿轮跟花键等这些成形表面, 因为磨粒的硬度相当高, 磨具具备自锐性, 所以这样的磨削能够应用到各种材料的加工上, 涵盖了像淬硬钢、高强度合金钢、硬质合金、玻璃、陶瓷以及大理石等这类硬度高的金属和非金属材料, 磨削速度所指的是砂轮线速度, 通常处于30至35米每秒的范围, 一旦超过了45米每秒那就称作高速磨削。研磨常常被运用在处在半精加工以及精加工的阶段, 其精度能够达到IT8至5、甚至还要更高的程度, 表面粗糙度方面,一般的研磨是在Ra1.25到0.16微米的范围, 精密研磨是在Ra0.16到0.04微米的范围, 超精密研磨是在Ra0.04到0.01微米的范围, 镜面研磨能够达到在Ra0.01微米以下的程度。那种被称作比能耗也就是切除单位体积之时工件材料所消耗能量的磨削比功率, 要比一般切削来得大, 其金属切除率相比一般切削却是小的, 所以在进行磨削以前, 工件一般都会先借助其他切削的方法削去过量加工部分而仅留下0.1至1毫米或者更小的磨削余量。伴随缓进给磨削以及高速磨削等具备高效性磨削的发展, 已经可以直接从毛坯成功地将零件磨削成所需形状。也存在把磨削当作荒加工这样的情况, 像是去除铸件的浇冒口, 还有锻件的飞边以及钢锭的外皮等。
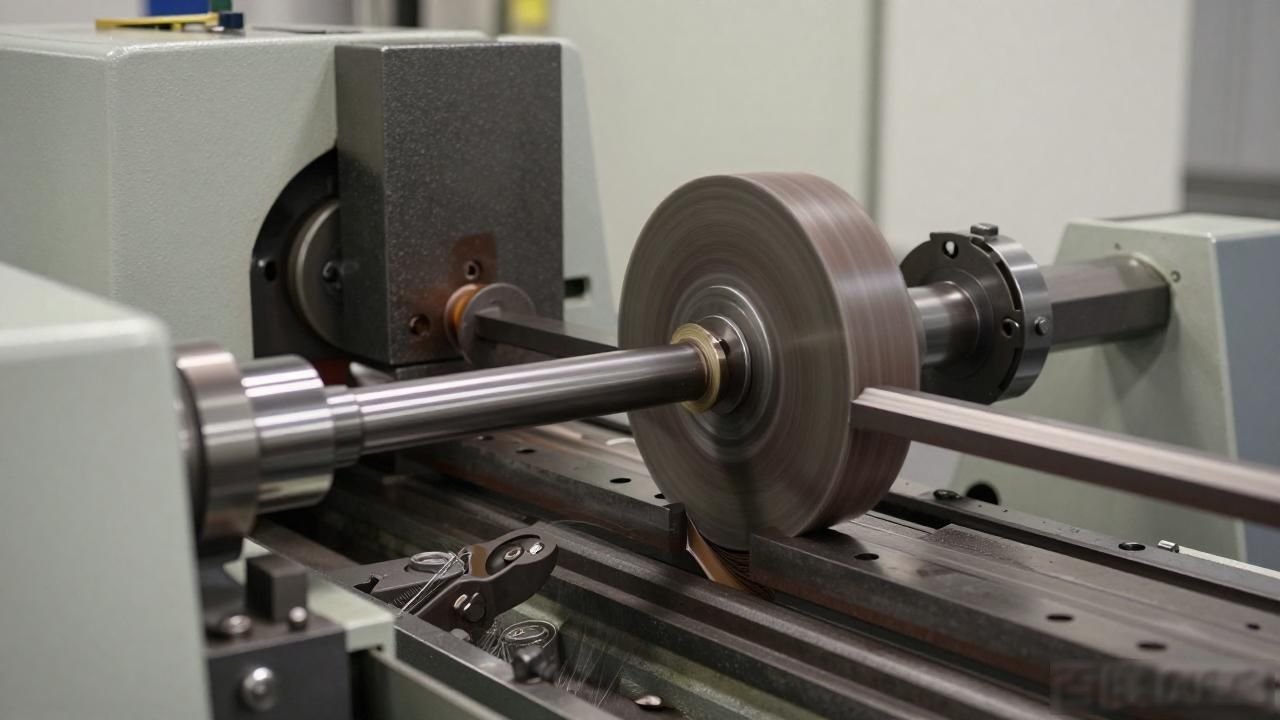
Rundschleifen
Schleifmaschinen

这主要是在外圆磨床上开展的, 其目的在于磨削轴类工件的外圆柱, 以及外圆锥, 还有轴肩端面。磨削之时, 工件是作低速旋转的, 要是工件同时还作纵向往复移动, 并且在纵向移动的每次单行程亦或是双行程之后, 砂轮相对于工件作横向进给, 这就称作纵向磨削法(图1)。要是砂轮宽度比被磨削表面的长度大, 那么工件在磨削过程中是不作纵向移动的, 而是砂轮相对于工件持续进行横向进给, 这称作切入磨削法。一般而言, 切入磨削法的效率是高于纵向磨削法的。要是把砂轮修整成成形面, 切入磨削法能够加工成形的外表面。
Innenrundschleifen
对于在内圆磨床、万能外圆磨床以及坐标磨床上, 用于磨削工件的那部分, 具体是圆柱孔(图2)、圆锥孔还有孔端面, 主要起到这样的作用。通常是采用纵向磨削法进行操作。要是磨削成形内表面, 那么可采用切入磨削法来完成。而在坐标磨床上磨削内孔的时候, 工件是固定于工作台上的相应位置, 砂轮除了会作高速旋转之外, 还会绕着所磨孔的中心线进行行星运动。当进行内圆磨削时, 因为砂轮直径比较小, 所以磨削速度常常是低于30米/秒的。
Flachschleifen
有一种用途, 主要是在平面磨床上, 进行平面、沟槽等的磨削操作。平面磨削存在两种类型, 其一, 运用砂轮外圆表面来磨削的, 被称作周边磨削, 像图3所示, 通常要使用卧轴平面磨床, 要是使用成形砂轮, 还能够加工各种成形面;其二, 借助砂轮端面进行磨削的, 叫做端面磨削, 一般会使用立轴平面磨床。
Schärfen und Schleifen von Werkzeugen

通常是放置于无心磨床上开展, 目的在于对外圆予以磨削, 磨削期间, 工件非借助顶尖定心以及进行支承, 相反是将其放置于砂轮跟导轮两者之间, 再由其下方的托板予以有效支承, 并且由导轮带动使其实现旋转, 当导轮轴线跟砂轮轴线调节成为斜交1度至6度时, 工件能够一边旋转一边自动沿着轴向进行纵向进给运动, 这就被称作贯穿磨削(图4), 贯穿磨削仅仅能够用于对外圆柱面进行磨削, 采用切入式无心磨削时, 必须要把导轮轴线与砂轮轴线去调整成相互平行, 从而让工件支承在托板上不产生轴向移动, 砂轮相对于导轮持续进行横向进给。切入式无心磨削能够对成形面予以加工, 无心磨削还能够被用于内圆磨削, 在加工之际, 工件的外圆是支承于滚轮或者支承块之上从而定心, 并且还会使用偏心电磁吸力环带动工件进行旋转, 砂轮会伸入到孔内开展磨削, 在这个时候, 外圆作为定位基准, 能够让内圆与外圆保持同心, 无心内圆磨削常常被用于在轴承环专用磨床上磨削轴承环内沟道。
Verarbeitungsmerkmale
磨削同其他切削加工方式, 像是车削、铣削、刨削等相比较, 具备以下这些特点:













Keine Kommentare