


Die Anweisung G76 ist insofern identisch mit G92, als beide zum Drehen von Fäden verwendet werden, mit dem Unterschied, dass G92 ein einfacher Zyklus ist.
G76 ist ein zusammengesetzter Zyklus, und G76 gibt einfach die Zyklusposition für das Einfädeln sowie die Koordinaten des Gewindeendpunkts für den letzten Schnitt an.
Diese Anleitung kann zum Drehen von geraden und konischen Gewinden mit gleicher Steigung verwendet werden.
Hinweis: Der Artikel ist am Ende mit den verschiedenen Formeln, die für G76 verwendet werden müssen, gekennzeichnet.
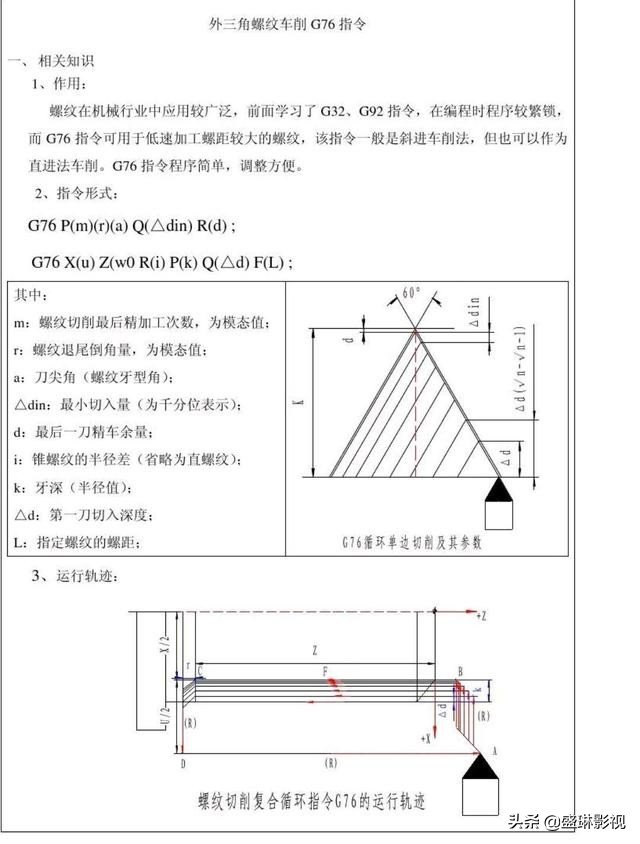
Das G76-Programmierformat ist wie folgt
Beispiel.
G00 X _Z_ Beginn des Einfädelzyklus
G76, wobei 02 die Anzahl der Schlichtwiederholungen, 00 die Anfasung am Ende des Gewindes, d. h. das Ausmaß der diagonalen Abschrägung, und 60 der Winkel der Gewindespitze bei 60 Grad ist.
Beachten Sie, dass bei dieser Befehlsart alle Befehle mit 2 Ziffern angegeben werden, und wenn die Zahl nicht ausreicht, wird 0 hinzugefügt. 2 Schlichtbearbeitungen werden ohne Anfasen mit einem 60°-Gewindefräser durchgeführt.
G76, Q ist auf 0,2 gesetzt, diese 0,2 ist die minimale Menge an Cutter gegessen, kann sein Wert nach ihrem eigenen Willen bestimmt werden, ist diese 0,2 der Radius Wert.
G76, Q0.2, R0.03, (wobei 0.03 die Feindrehungszugabe ist, und diese 0.03 ist der Radiuswert, den der Benutzer nach seinen eigenen Wünschen bestimmen kann).
G76 Q0.2 R0.03
Zusammenfassung der ersten Hälfte des G76-Unterrichts.

Die Anweisung G76 wird für das Schlichten verwendet, mit zwei Wiederholungen des Drehens, keinem diagonalen Rückzug während des Drehens, einem Gewindewerkzeugwinkel von 60°, einem Minimum von 20 Gewinden pro Schnitt und einer Endbearbeitungsspanne von 3 Gewinden.
(Unterer Durchmesser des Gewindes im Vergleich zur Länge. Das heißt, die Endkoordinaten des Gewindes)
G76 X_ Z_ P (Zahnhöhe, auch bekannt als Zahntiefe, Radiuswert)
G76, X_, Z_, P_, Q, (Der maximale Entwurf ist der Entwurf des ersten Schnitts. Hier für diesen Fall)
G76, X_, Z_, P_, Q_, R (Dies ist die Verjüngung des Gewindes, d.h. die Differenz zwischen den Gewinderadien, der Radiuswert wird ausgewählt. Unter der Annahme, dass das Gewinde keine Verjüngung hat, wird er weggelassen).
G76, X-Koordinatenwert, Z-Koordinatenwert, P-Parameterwert, Q-Parameterwert, R-Parameterwert, F (Teilung, einfach nach der Zeichnung ausfüllen)!
Zusammenfassung der zweiten Hälfte von G76.
G76 X_ Z_ P_ Q_ R_ F_
Besondere Aufmerksamkeit.
I. Bei der Anwendung der G76-Befehle ist darauf zu achten, ob die betreffende Werkzeugmaschine in Tausend oder in Millionen angegeben ist.
Die Vorschubgeschwindigkeit und die Spindeldrehzahl werden vom System automatisch vorgegeben, um die Gewindebearbeitung zu gewährleisten.
Drittens muss die Anweisung nur den Startpunkt des Zyklus und den Endpunkt der Gewindebearbeitung für den letzten Schnitt beschreiben.
Der Befehl muss nicht die genaue maximale und minimale Schnitttiefe angeben, das System berechnet jedes Mal die Menge des Werkzeugverzehrs entsprechend dem angegebenen Wert, in Übereinstimmung mit der abnehmenden Art der Schnitttiefe.
V. Relevante Werteinstellungen innerhalb von G76.
Wenn der Winkel des Gewindewerkzeugs nicht in der Zeichnung angegeben ist, beträgt er 60°, die Toleranz für die Fertigdrehung ist in der Regel nicht größer als das Mindestmaß an Rücksprung, und der Kegel wird bei geraden Gewinden als R0 geschrieben.

Programmieren Sie das Segment G76 für den in Abbildung 3-86 gezeigten Thread.
Gewindetiefe h=1.107, Koordinaten des Gewindeendpunkts (27.786,-23)
G00 X32 Z3
G76 Q100 R0.1
Formel zur Berechnung der einzelnen Werte von G76
I. Zahnungstiefe P = 0,6495 × Teilung × 1000
Zweitens, der untere Durchmesser = Zahnhöhe × 2
Drittens, 1 Zoll = 25,4 25,4 ÷ Anzahl der Zähne = Teilung
IV Verjüngung R = 1/32 × (Anfangspunkt + effektive Länge)
Das äußere Kabel ist negativ, das innere Kabel ist positiv.
Pure Hand getippt, hoffen, dass Sie die Aufmerksamkeit auf den Editor zu zahlen, jeden Tag, um die CNC-Auto-Programmierung trockenen Waren zu teilen!












Keine Kommentare