
At the time of actual processing, sheet metal manufacturing is optimised and upgraded with the help of modern processing equipment, which in turn improves the accuracy of the parts to a considerable extent and enables the processing of parts with more complex shapes.
The sheet metal is required to carry out a downstream operation, and the sheet metal is equipped with the mainUnloading equipmentCovering CNC type equipment, punching equipment, and shearing equipment, in addition to sawing equipment, etc., in accordance with the appropriate requirements to select the appropriate equipment to improve efficiency.
(1) Shearing machine equipment, used to shear sheet metal parts, an operation that needs to be carried out by shearing machine equipment. This is usually achieved with the aid of die drop forming technology, which is used in sheet metal processing, and which requires less precision in processing and needs to meet the requirements of no cut-off corners, no holes and no strips.
(2) The implementation of multi-step processing of sheet metal parts requires the use of press equipment, and the processing of parts with the help of press equipment enhances efficiency and is less costly.
The CNC equipment must be able to write a programme that corresponds to the spreading of the part, and the CNC machine must be able to recognise the programme efficiently.
(1) When flanging, in the process of flanging, it is necessary to process smaller base holes with the help of extraction holes, and for larger base holes, it is necessary to carry out tapping operations on them, so that for thinner sheet metal parts, the thickness of the sheet metal parts can be expanded after flanging.
(2) When processing sheet metal parts, it is necessary to carry out the forming process with the help of moulds, so that they can be processed into the corresponding shapes, although there are high precision requirements for this processing method. The processing steps include punching, tearing, and forming.
(3) folding and bending: the folding and bending operation is carried out to fold and bend the sheet metal parts into three-dimensional parts, which has to rely on special folding and bending moulds or folding and bending machine tools. Common folding and bending machine tools are mainly bending tools and straight tools. In the folding and bending of aluminium plates need to increase the width of the lower die groove and the upper die folding and bending of the internal radius of the rounded corners.
(4) Welding, sheet metal partsWelding methodIt is mainly divided into brazing, pressure welding and fusion welding. Brazing is mainly electrochrome welding. Melt welding mainly includes hand welding, gas welding and argon arc welding. Pressure welding mainly has the impact of welding, spot welding and butt welding; in the choice of welding needs to be considered in all aspects of the material processing pieces of material.
Sheet metal workingcurrentPoints to Note
In the processing of bending, before taking out the parts in the mould, not allowed to put the second part, in the drop, punching time to clean up the parts falling on the edge of the mould. In the process of operation, it is strictly prohibited to put your hand between the upper and lower moulds, before taking protective measures, try to avoid the continuous hair, processing of small parts must use tweezers or special tools to operate. After the power failure, the slider falls freely and the punching machine that strikes continuously when working is strictly prohibited to be used. It is not allowed to start the machine before the mould is tightened and the gap is not adjusted.
sheet metalBending processpresent (sb for a job etc)

Segmental bending effect
Bending effect
Sheet metal working principle

Look at this picture below, this is belongs to one of our through fast 1150 CNC bending machine, the bending machine pressure is 150 tonnes, its processing length of 3.2 metres, the back of the finger is 6 + 1 axis, it is able to bend the maximum thickness of stainless steel to reach 4MM.
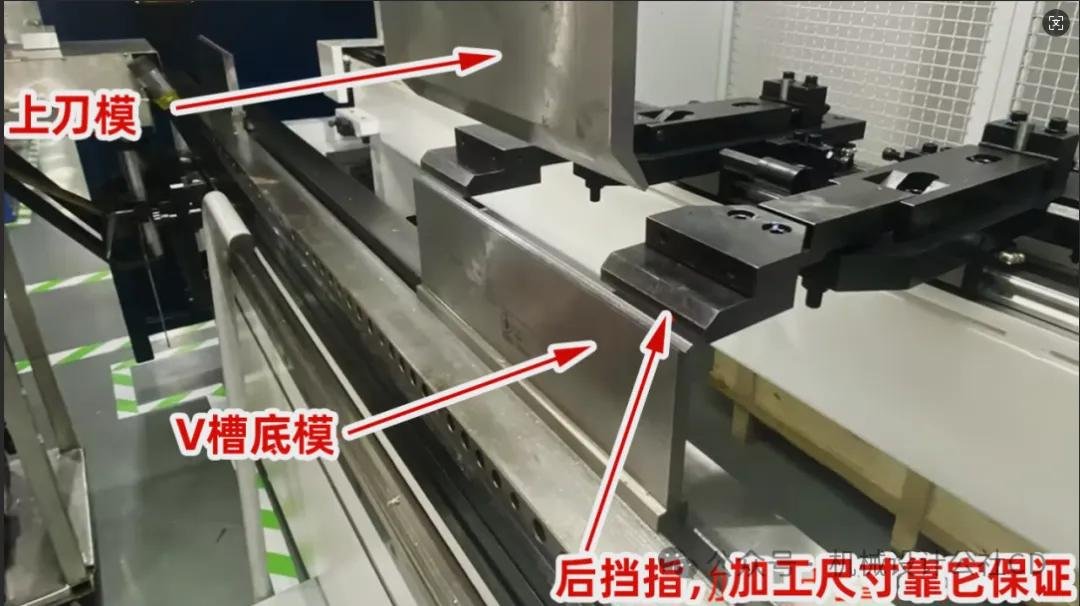
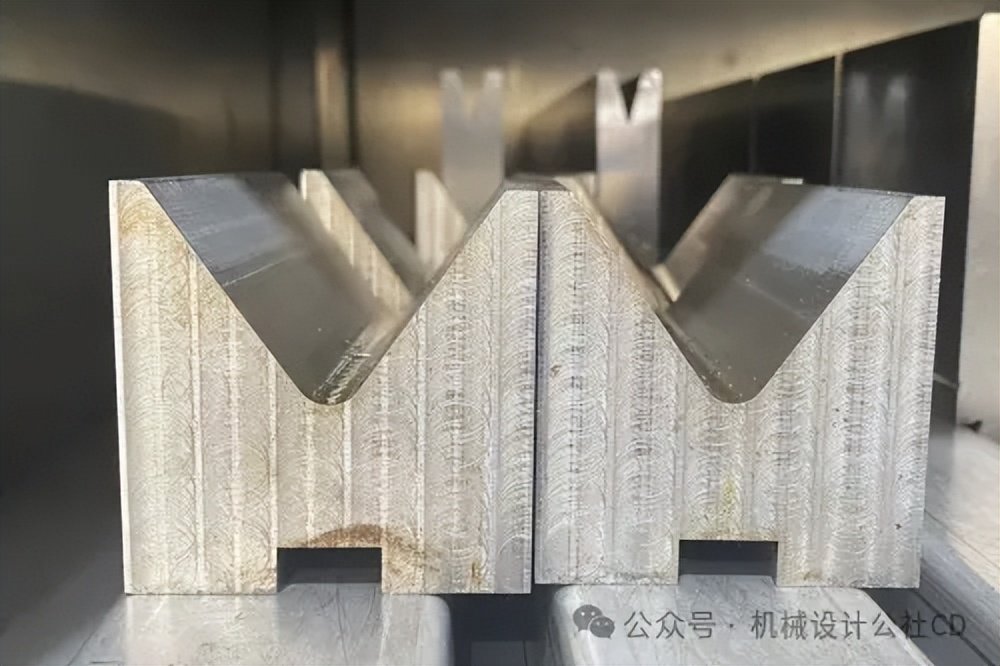
The principle of bending is achieved by extrusion through the upper and lower moulds, which are able to bend parts of the work with different angular dimensions. The main components of the moulds include the lower and upper moulds, except for the one-shot moulds, the lower mould is usually the one with a V-groove, which is selected according to the thickness of the material to be bent.
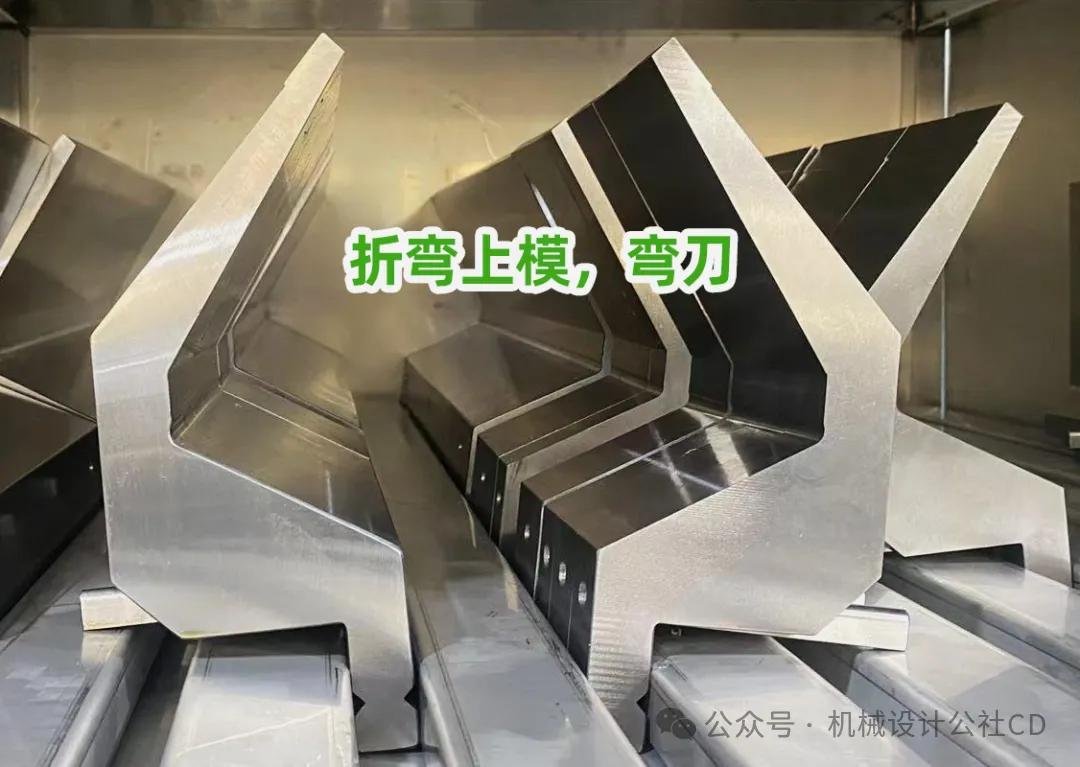

All of the above are the most commonly used bending tools in sheet metal working.
In addition, there are some special shapes for which moulds are prepared in advance in order to ensure accuracy and improve efficiency, such as shutters (for example, they can be processed by bending machines or punching machines) and commonly used arc moulds. The picture below shows the different sizes of arc forming moulds from R5 to R40 that we have prepared in advance (only part of the picture is taken):

In the processing of sheet metal bending workpieces, the main reliance is on these moulds, with which most of the workpieces we normally see can be bent.
1. Whether the bending size is sufficient
* Minimum bending edge corresponding to plate thickness:
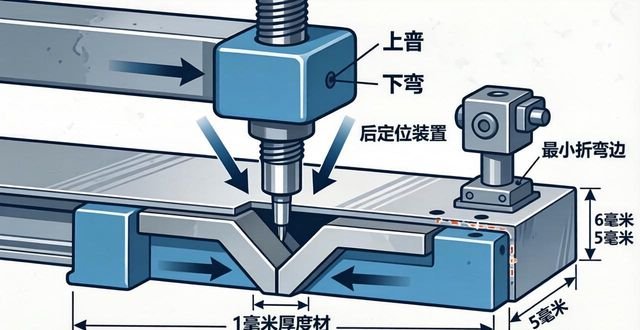
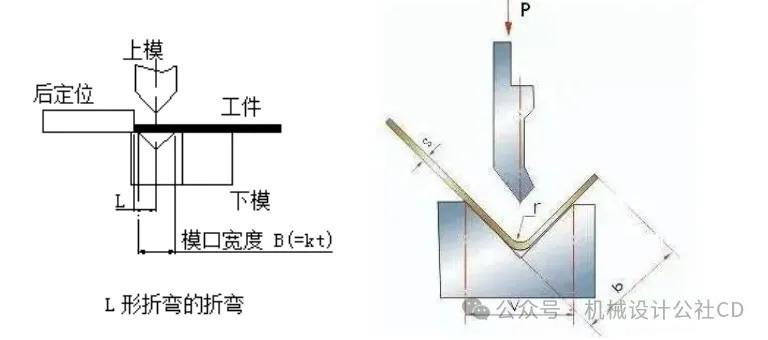
As shown above, the sheet metal bending is composed of four different parts: the upper mould, the lower mould, the rear positioning and the workpiece, then the upper mould is extruded downwards on the workpiece, and it is extruded into the middle part of the lower mould of the V-groove, and the depth of the extrusion plays a role in determining the angle of the bending; the rear positioning plays a role in determining the position and size of the bending; the width of the V-groove of the lower mould is generally 6 times the thickness of the sheet, that is, 1MM sheets need to use 6MM lower V-grooves. The position of the rear positioning is decisive for the position and size of the bend; the width of the V-groove of the lower die is generally 6 times the thickness of the plate, which means that a plate of 1mm needs to use the lower V-groove of 6mm. With this limitation, the minimum bending edge of the existence of the limitations - the workpiece should be at least in the V groove on both sides of the ride, and extend the case of 2MM to reach. For a 6mm V-groove, half of 6mm is 3, plus 2mm of extension, resulting in 5mm, and this 5mm is the minimum bending edge for a 1mm plate.
Below is a table of recommended minimum bending edge sizes:
Recommended Minimum Bending Side Dimensions
Minimum bending edge means, for different plate thickness, the need to use the bottom of the mould V groove groove width is not the same, usually in accordance with the thickness of the plate 1 than 6 to determine, if you need to carry out the bending needs to be lapped on both sides, the greater the thickness of the plate, the greater the width of the groove, if the bending dimensions are too small to lap, so it can not carry out the bending operation.

2、Whether bending will produce interference
In the process of bending, will find a situation that there is some folding can not be the case, but exactly what specific can be bent, and what is not able to bend?
No matter how complex the workpiece is, the question of whether it can be bent or not, apart from the minimum bending dimensions, involves the question of interference.
Tell you a tip for distinguishing whether the interference, that is, all of our workpiece frame is conceived as a U-shaped, in the bending of the last cut, check the U-shaped back of the moulding dimensions will not exceed the bending centre line, this is to distinguish whether the interference of the tips.
Using the first picture as a reference, if you go beyond what is needed, you will have to use the machete in the second picture. This is our pre-customised U-shape structure, which can be shaped up to a maximum size of 120mm.
One small piece of advice here is to push the factory's machining limits as little as possible when it comes to design, and machetes like those are not something every factory necessarily has. The fewer factories you have to choose from, the more you depend on, the more the cost goes up, especially for samples.
3、Bending deformation problem
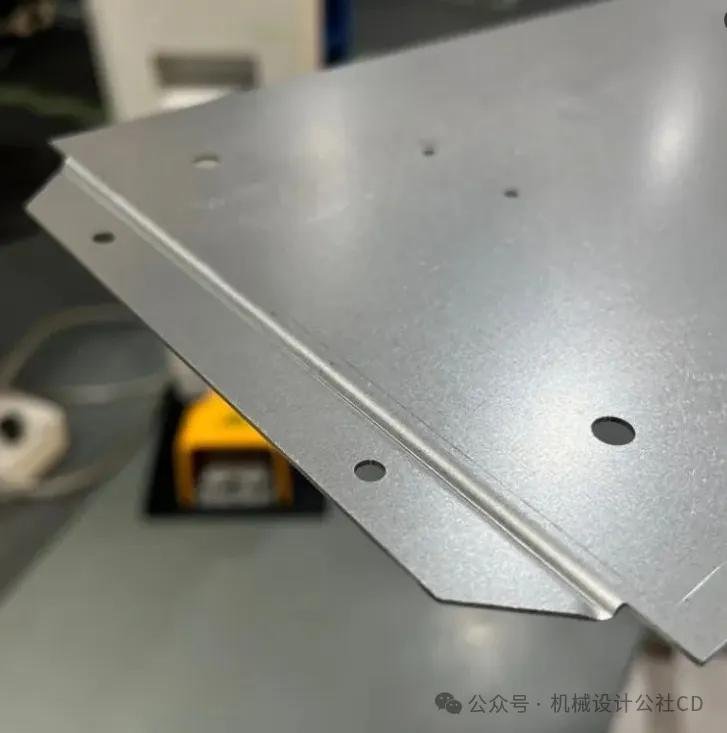
Holes and other features near bending lines
The bending principle is actually a squeezing and stretching action, in the bending line adjacent to the structure due to the proximity of the structure is very easy to cause structural deformation, resulting in the edges can not be driven, the hole is a difficult problem, the focus is on can not be driven by the edge is easy to raise, resulting in the surface is not flat, very likely to have an impact on the actual effectiveness, as well as may be the existing assembly problems.













No comments