
実際の加工では、板金製造は最新の加工設備の助けを借りて最適化・改良され、その結果、部品の精度がかなり向上し、より複雑な形状の部品の加工が可能になる。
シートメタルは川下作業を行うために必要であり、シートメタルは主要な荷揚げ設備製材設備などに加え、CNC型設備、パンチング設備、シャーリング設備などをカバーし、適切な要件に従って、効率を向上させるために適切な設備を選択します。
(1)シャーリングマシン装置、板金部品をシャーリングするために使用される、シャーリングマシン装置によって実行される必要がある操作。これは通常、板金加工で使用され、加工精度があまり要求されず、角が切れていないこと、穴が開いていないこと、条痕がないことなどの条件を満たす必要がある金型落下成形技術の助けを借りて実現される。
(2)板金部品の多段階加工の実施には、プレス装置の使用が必要であり、プレス装置を使用した部品加工は、効率が向上し、コストが低い。
CNC装置は、部品の広がりに対応するプログラムを書くことができなければならず、CNCマシンは効率的にプログラムを認識できなければならない。
(1)フランジ加工をする際、小さい下穴は抜き穴で加工し、大きい下穴はタッピング加工をすることで、薄い板金部品はフランジ加工後に板金部品の厚みを広げることができる。
(2)板金部品を加工する場合、金型を使って成形工程を行い、対応する形状に加工する必要があるが、この加工方法には高い精度が要求される。加工ステップには、打ち抜き、引き裂き、成形が含まれる。
(3)折り曲げ:折り曲げ作業は、板金部品を三次元部品に折り曲げるために行われ、特殊な折り曲げ金型または折り曲げ工作機械に頼らなければならない。一般的な折曲げ工作機械は、主に曲げ工具と直線工具である。アルミ板の折り曲げ加工では、下型の溝幅と上型の折り曲げ幅を大きくし、角丸の内部半径で折り曲げる必要がある。
(4) 溶接、板金部品溶接方法主にろう付け、圧接、融接に分けられる。ろう付けは主にエレクトロクローム溶接である。溶融溶接は主に手溶接、ガス溶接、アルゴンアーク溶接が含まれます。圧接は主に溶接、スポット溶接と突合せ溶接の影響があります。溶接の選択では、材料の部分を処理する材料のすべての面で考慮する必要があります。
曲げの処理では、金型内の部品を取り出す前に、金型の端に落下する部品をクリーンアップするために時間をパンチング、ドロップで、第二の部品を置くことは許されない。操作の過程で、それは厳密に保護措置を取る前に、上下の金型の間に手を入れて、連続的な髪を避けるためにしようとすることは禁止されており、小さな部品の処理は、ピンセットや操作するための特別なツールを使用する必要があります。電源を切った後、スライダーが自由に落下するようなプレス機や、作業中に連続した毛を打つようなプレス機の使用は禁止されています。金型が締まる前に機械を始動したり、隙間が調整されていない状態で機械を始動することは禁止されている。
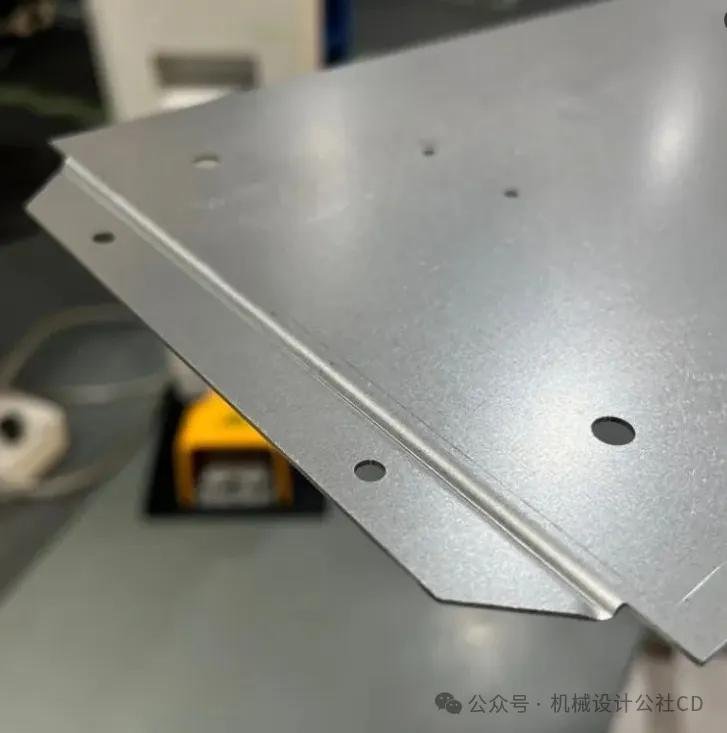
板金曲げ加工挙げる

セグメント曲げ効果
曲げ効果
板金加工の原理

下の写真を見てください、これは高速1150 CNC曲げ機を通して私たちの一つに属している、曲げ機の圧力は150トンで、3.2メートルの加工長さ、指の背面は6 + 1軸であり、それは4MMに達するためにステンレス鋼の最大厚さを曲げることができます。
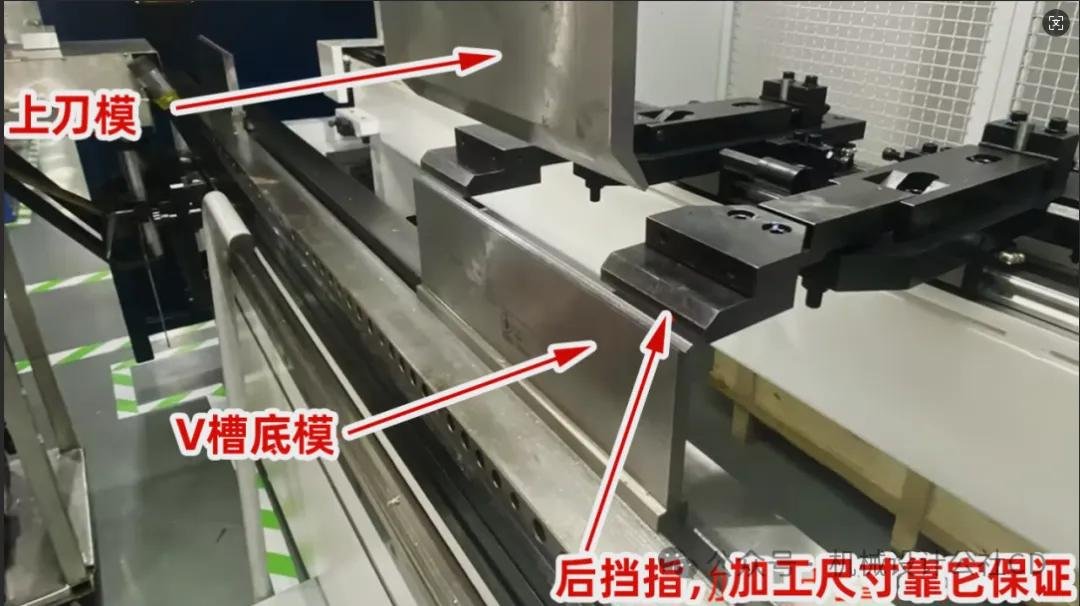
曲げ加工の原理は、上型と下型を通して押し出すことで実現され、角度の異なる寸法のワークの一部を曲げることができる。 金型の主な構成要素には、下型と上型があり、ワンショット金型を除き、下型は通常、曲げ加工される材料の厚さに応じて選択されるV溝付きのものである。
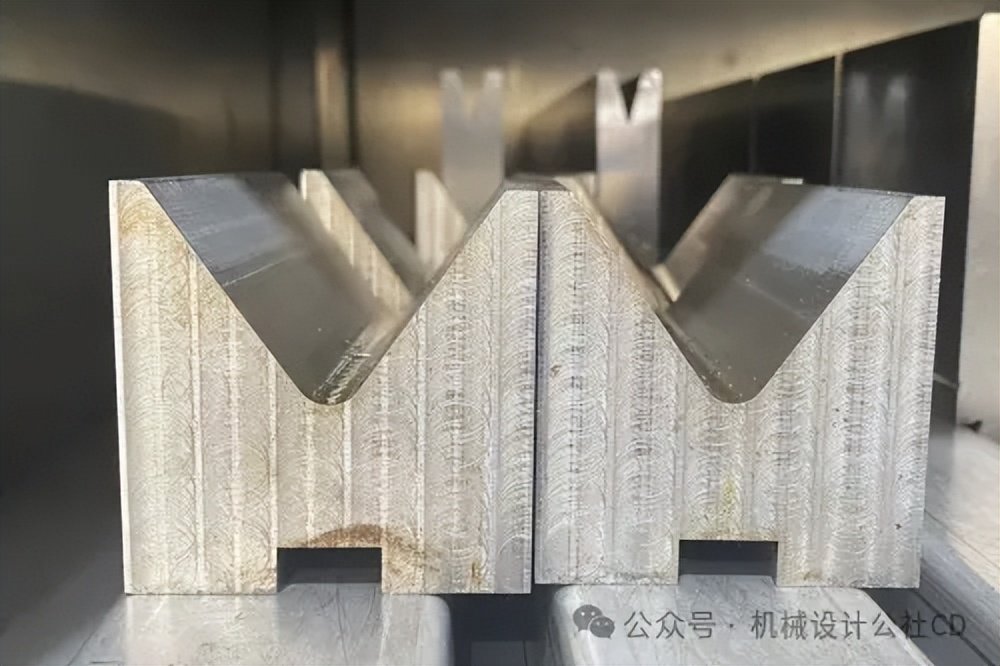
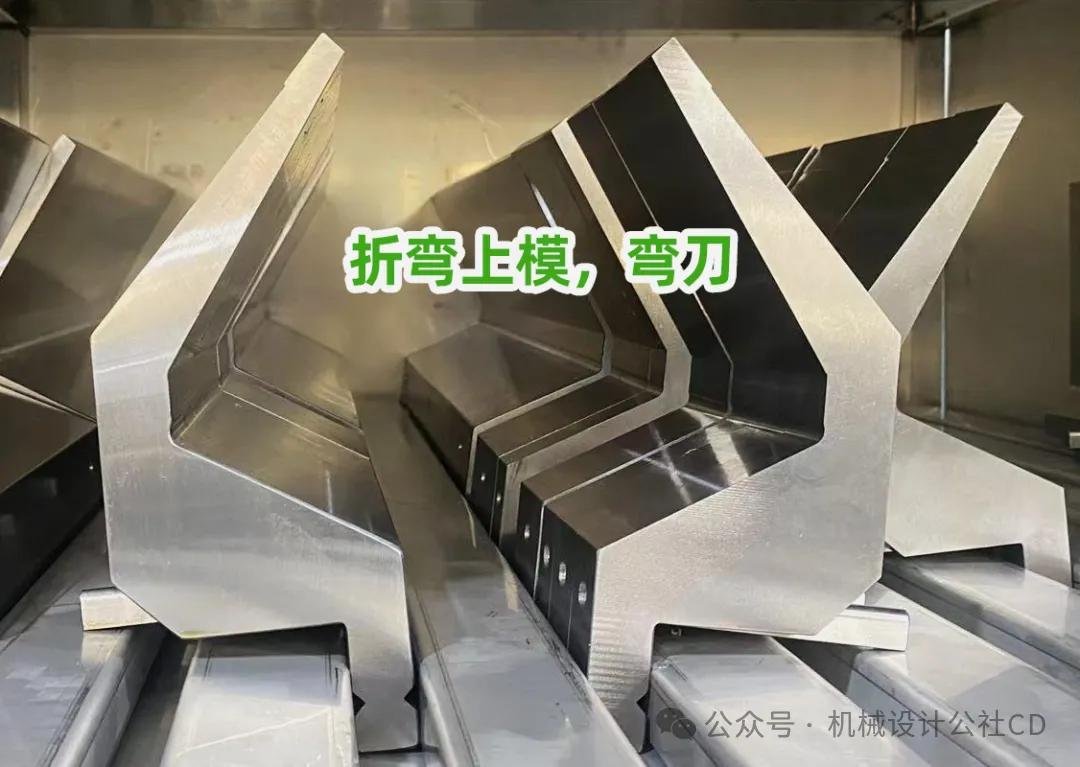

上記はすべて、板金加工で最も一般的に使用される曲げ工具である。
また、シャッター(例えば、曲げ機や打ち抜き機で加工可能)や一般的に使用される円弧型など、精度を確保し効率を高めるために、あらかじめ金型を準備する特殊な形状もあります。下の写真は、R5からR40までの様々なサイズの円弧金型を事前に準備しているところです(写真の一部のみを撮影しています):

板金曲げワークピースの加工では、私たちが普段目にするほとんどのワークピースを曲げることができるこれらの金型に主に依存している。
1.曲げ寸法が十分かどうか
* 板厚に対応する最小曲げエッジ:
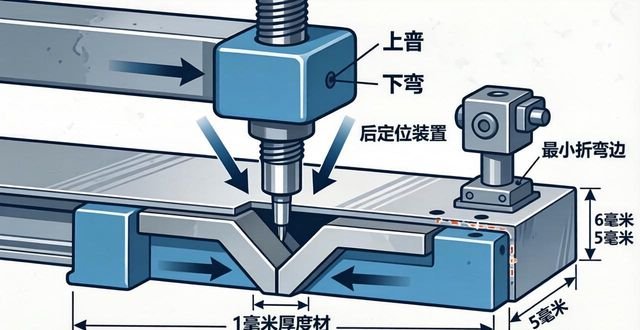
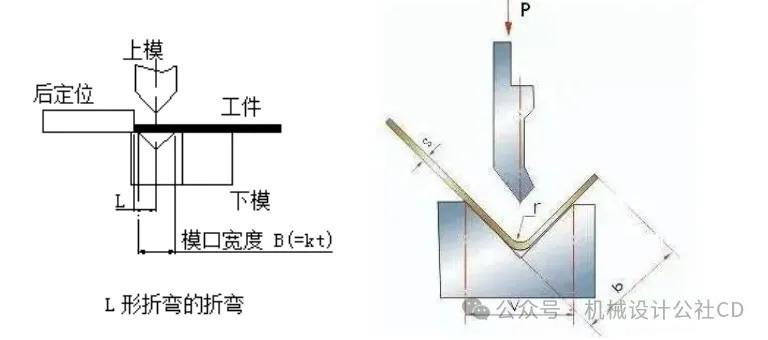
上に示したように、板金曲げは上型、下型、後方位置決め、ワークの四つの異なる部分から構成され、上型はワークの下方に押し出され、V溝の下型の中間部分に押し出され、押し出しの深さは曲げの角度を決定する役割を果たし、後方位置決めは曲げの位置と大きさを決定する役割を果たし、下型のV溝の幅は一般的に板厚の6倍で、つまり、1MMの板は6MMの下V溝を使用する必要がある。後方の位置決めの位置は曲げの位置と大きさにとって決定的である。下型のV溝の幅は一般的に板厚の6倍であり、つまり1mmの板は6mmの下V溝を使用する必要がある。この制限では、制限の存在の最小曲げエッジ - ワークは、少なくとも乗り心地の両側のV溝にあるべきであり、到達するために2ミリメートルのケースを拡張します。6mmのV溝の場合、6mmの半分の3mmに2mmの延長を加えて5mmとなり、この5mmが1mm板の最小曲げ端となる。
以下は、推奨最小曲げエッジサイズの表です:
推奨最小曲げ側面寸法
最小曲げエッジは、異なる板厚のために、金型V溝溝幅の底を使用する必要性は、あなたが曲げ寸法がラップするには小さすぎる場合は、両側にラップする必要がある曲げを実施する必要がある場合は、決定するために6よりもプレート1の厚さに応じて、通常、同じではありません、意味するので、それは曲げ作業を実施することはできません。

2、曲げによる干渉の有無
曲げるプロセスでは、いくつかの折り曲げがケースにすることはできませんが、正確にどのような特定の曲げることができ、何が曲げることができない状況を見つけるのだろうか?
どんなに複雑なワークであっても、曲げられるかどうかという問題は、最小曲げ寸法とは別に、干渉の問題を含んでいる。
干渉かどうかを区別するためのヒントを教えて、つまり、私たちのワークフレームのすべてが最後のカットの曲げで、U字型として考えられている、成形寸法のU字型の背面をチェックすると、曲げ中心線を超えることはありません、これはヒントの干渉かどうかを区別することです。
1枚目の写真を参考に、必要以上に加工する場合は、2枚目の写真のナタを使用する必要があります。これは私たちが事前にカスタマイズしたU字型の構造で、最大120mmのサイズまで成形することができます。
ここで一つ小さなアドバイスをするとすれば、デザインに関しては工場の加工限界をできるだけ押し上げないことであり、あのようなベンダーは必ずしもすべての工場が持っているものではない。選べる工場が少なければ少ないほど、依存する工場が多ければ多いほど、特にサンプルの場合はコストが上がる。
3、曲げ変形問題
屈曲線付近の穴やその他の特徴
曲げの原理は、実際には構造の近接に起因する構造に隣接する曲げ線では、エッジを駆動することはできませんで、その結果、構造変形を引き起こすことは非常に簡単である絞りと伸縮作用であり、穴は困難な問題であり、焦点は、エッジによって駆動することはできませんにある表面は平坦ではない、非常に実際の効果に影響を与える可能性が高いだけでなく、既存のアセンブリの問題である可能性があり、その結果、上げるのは簡単です。













コメントなし