

Considered the pinnacle of all 3D printing isMetal 3D Printing, When it comes to strength and durability, nothing can compare to metal. The earliest patent for metal 3D printing was for DMLS (Direct Metal Laser Sintering), which was obtained by the German company EOS in the 1990s. Since then, metal 3D printing has gradually evolved to encompass a wide range of printing processes, Today, every metal 3D printer typically utilises one of the following four processes: powder bed fusion, binder jetting, direct energy deposition and material extrusion.

Metal 3D Printing
Metal Powder Bed Fusion (Metal Bed)
The most commonly used processes include the following: Direct Metal Laser Sintering (DMLS), Selective Laser Melting (SLM), and Electron Beam Melting (EBM).
Metal components produced using PBF melting technology are capable of reducing residual stresses and minimising internal defects, making them an ideal choice for demanding applications in the aerospace and automotive industries.
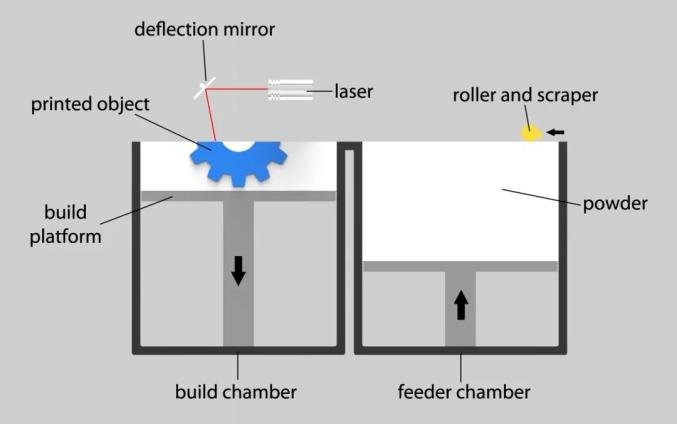
Direct Metal Laser Sintering (DMLS) can be used to build objects from almost any metal alloy. A very thin layer of metal powder is spread over the surface to be printed, and a laser slowly and steadily passes over the surface to sinter the powder. The metal particles fuse together even without being heated to a fully molten state. Subsequent layers of powder are then applied and sintered, thereby “printing” one cross-section of the object at a time. Once printing is complete, the object cools gradually, and excess powder can be recovered from the build chamber for reuse. The main advantage of “Direct Metal Laser Sintering” (DMLS) is that the objects it produces are free from residual stress and internal defects, which is crucial for metal components subjected to high stress, such as parts used in the aerospace or automotive industries; however, its main drawback is that it is extremely costly.
SLM, known as Selective Laser Melting: this process uses a high-power laser to completely melt each layer of metal powder, rather than merely sintering it; the resulting printed objects are extremely dense and robust. Currently, this process can only be applied to certain metals, such as stainless steel, tool steel, titanium, cobalt-chromium alloys and aluminium. The high temperature gradients that occur during the SLM manufacturing process can cause internal stresses and misalignments in the final product, thereby compromising its physical properties.
Electron beam melting (EBM) is very similar to selective laser melting and is capable of producing dense metal structures. The two technologies differ in that EBM uses an electron beam rather than a laser to melt metal powder. Currently, electron beam melting can only be applied to a limited range of metals. Although cobalt-chromium alloys can also be used, titanium alloys remain the primary raw material for this process. This technology is primarily used to manufacture components for the aerospace industry.
Technical advantages: It is capable of manufacturing virtually any geometry with high precision. The range of metals it can utilise is extremely broad, encompassing everything from the lightest titanium alloys to the toughest nickel-based high-temperature alloys—materials that are notoriously difficult to process using traditional manufacturing techniques. Its mechanical properties are comparable to those of forged metals, and can be machined, coated and treated in the same way as metal parts produced by conventional methods.
The technology has certain drawbacks, namely high material costs, high machinery costs, and high operating costs. Parts must be attached to the build plate using support structures to prevent warping, which generates scrap that requires manual post-processing to remove. Build dimensions are limited, and the handling of metal powders poses safety risks, necessitating strict process control.
PBF (Powder Bed Fusion)
Metal Adhesive Spraying (Metal)
Common processes: MJF (Multi-Jet Fusion), NPJ (Nano-Particle Jetting)
Rewrite: This technology uses inkjet printing to selectively deposit a binder onto a flat bed of powder; the areas where droplets are deposited are cured, whilst the remaining powder remains loose. These steps are carried out layer by layer until the entire object is formed. This process can be used to process materials such as metals, sand, and ceramics. As metal binder jetting operates at room temperature, there is no warping and no support structures are required. Consequently, binder jetting machines can be significantly larger than powder bed fusion machines and can stack objects to make full use of the entire build chamber. This makes it a popular choice for small-batch production and on-demand manufacturing.
This technology offers several advantages: firstly, it enables large-scale printing; secondly, parts do not need to be attached to a build plate; thirdly, this allows for nesting, thereby facilitating the utilisation of the entire available build volume; fourthly, there are relatively few geometric restrictions; fifthly, supports are generally not required; sixthly, warping does not occur, allowing for the production of larger parts; seventhly, printing speeds are quite fast; and eighthly, it is more cost-effective than powder bed fusion metal printing.
It has certain technical drawbacks: after printing, the components must undergo a time-consuming debinding process followed by sintering in a furnace; the machinery is expensive, and the materials are also costly. The porosity is higher than that of powder bed fusion, so the mechanical properties are not as good, and the range of available materials is limited.

Binder jetting 3D printer
Direct energy deposition ( )
Common processes include DED (Direct Metal Deposition), WAAM (Welding-based Additive Manufacturing) and LMD (Laser Material Deposition).
This method involves extruding metal—whether in the form of metal powder or wire—which, upon extrusion, is immediately subjected to a high-energy impact. This high-energy impact, delivered via a plasma arc, laser or electron beam, causes the metal to melt, and the molten pool is instantly formed in three-dimensional space. Positioning is controlled by a robotic arm, and the process bears a strong resemblance to welding. Consequently, one of its primary applications is the repair of existing metal components, thereby enhancing their functionality.
Technical advantages: Metal wire is the most cost-effective form of metal 3D printing material; some machines can utilise two different metal powders to produce alloys and material gradients; five-axis and six-axis motion enables the production of models without the use of support material; damaged metal components can be repaired and new components added; large-scale builds are possible; material usage is highly efficient; parts have high density; excellent mechanical properties, and fast printing speeds.
The surface quality of the parts is substandard; generally, machining and finishing are required, and it is difficult or impossible to achieve fine details. This constitutes a technical shortcoming. The cost of the machinery is high, as are the operating costs.

Laser Metal Deposition (LMD)

Metal extrusion
Common processes: FDM (Fused Deposition Modelling)/FFF (Fused Filament Fabrication)
This technology has been specifically developed to enable low-cost metal 3D printing. It is suitable for use by small and medium-sized enterprises, design studios, machine shops and small-scale manufacturers, who can utilise metal extrusion machines for iterative design, to create jigs and fixtures, as well as to carry out small-batch production. One of the latest developments in this field is metal filament, which can be used in most desktop FDM 3D printers, thereby making metal 3D printing accessible to almost everyone. Metal extrusion works as follows:
Polymer filaments or wires impregnated with tiny metal particles are 3D-printed layer by layer to form the desired shape.
Cleaning 3D-printed parts to remove any adhesive.
The parts are placed in a sintering furnace, where the metal particles melt to form a solid metal.
Technical advantages: cost-effective, simple and safe to operate.
The technical drawbacks are that the parts must undergo the same debinding process as binder-jetted parts, as well as a sintering process. Further restrictions must be imposed on the geometry to prevent warping, and additional constraints must be applied to the support structures, again to prevent warping. Furthermore, the parts have a high porosity and cannot achieve the same mechanical properties as forged metals. The parts are not as dense as those produced using PBF or DED, and the in-furnace shrinkage is not very precise.

Sample parts from the Metal X 3D printer













No comments