


The G76 instruction is the same as G92 in that both are used for turning threads, the difference is that G92 is a simple cycle.
G76 is a composite cycle, and G76 simply specifies the cycle location for threading, as well as the thread endpoint coordinates for the last cut.
This instruction can be used to turn equal pitch straight threads and taper threads.
Note:The article is labelled at the end, with the various formulas that need to be used for G76.
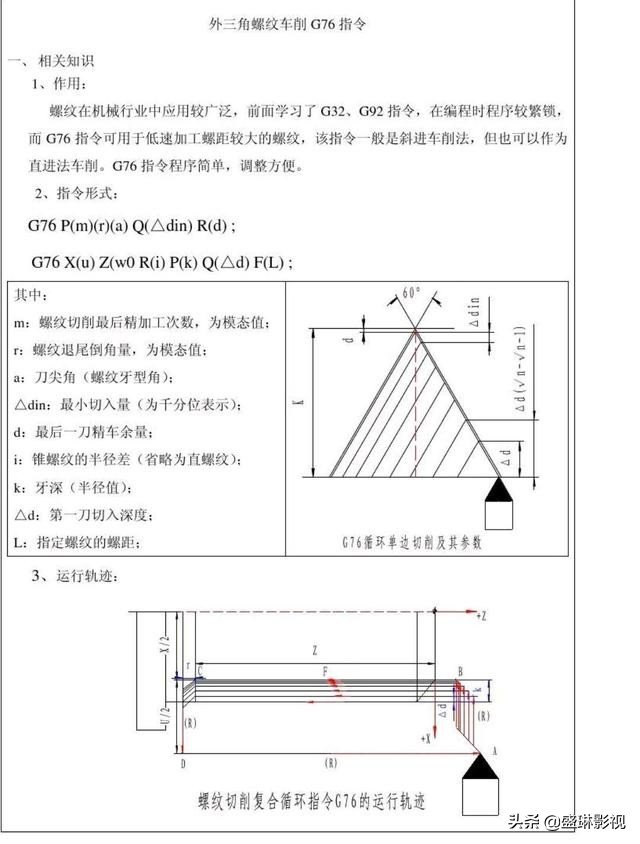
The G76 programming format is as follows
Example.
G00 X _Z_ Start of threading cycle
G76, where 02 is the number of finishing repetitions, 00 is the amount of chamfering at the end of the thread, which is the amount of diagonal back-off, and 60 is the angle of the thread tip at 60 degrees.
Note that in this type of command, all the commands are specified in 2 digits, and if there is a shortfall, then 0 is added. 2 finishing operations are performed without chamfering, using a 60° thread cutter.
G76, Q is set to 0.2, this 0.2 is the minimum amount of cutter eaten, its value can be determined according to their own will, this 0.2 is the radius value.
G76, Q0.2, R0.03, (of which 0.03 is the fine turning allowance, and this 0.03 is the radius value, the user can determine according to their own wishes).
G76 Q0.2 R0.03
Summary of the first half of the G76 instruction.

The G76 instruction is used for finishing, with two repetitions of turning, no diagonal backing out during turning, a threading tool angle of 60°, a minimum of 20 threads per cut, and a final finish margin of 3 threads.
(Bottom diameter of the thread, vs. length. That is, the end coordinates of the thread)
G76 X_ Z_ P (tooth height, also known as tooth depth, radius value)
G76, X_, Z_, P_, Q, (The maximum draft is the draft of the first cut. Here for this case)
G76, X_, Z_, P_, Q_, R (This is the thread taper, i.e. the difference between the thread radii, the radius value is selected. Assuming that the thread has no taper, it is omitted).
G76, X coordinate value, Z coordinate value, P parameter value, Q parameter value, R parameter value, F (pitch, just fill in according to the drawing)!
Summary of the second half of G76.
G76 X_ Z_ P_ Q_ R_ F_
Special attention.
I. The G76 instructions need to be applied with attention to whether the respective machine tool is in thousands or in millions.
This instruction is not necessary to specify the feed speed, the feed speed and the spindle speed are given automatically by the system to ensure the thread machining.
Third, the instruction only needs to describe the start point of the cycle and the end point of thread machining for the last cut.
The command does not need to specify the precise maximum and minimum depth of cut, the system will calculate the amount of tool eating according to the given value each time, in accordance with the decreasing way of depth of cut.
V. Relevant value settings within G76.
The number of finish turns is deemed to be equal to the number of threads machined, if the angle of the threading tool is not specified in the drawing, then it is 60°, the allowance for finish turns is usually taken to be no greater than the minimum amount of back-effection, and the taper is written as R0 in the case of straight threads.

Program segment G76 for the thread shown in Figure 3-86.
Thread depth h=1.107, thread endpoint co-ordinates (27.786,-23)
G00 X32 Z3
G76 Q100 R0.1
Formula for calculating each value of G76
I. Tooth depth P = 0.6495 × pitch × 1000
Second, the bottom diameter = tooth height × 2
Third, 1 inch = 25.4 25.4 ÷ number of teeth = pitch
IV. Taper R = 1/32 × (starting point + effective length)
R outer wire is negative, inner wire is positive.
Pure hand-typed, hope that you need to pay attention to the editor, every day to share the CNC car programming dry goods!













No comments