
Jucheng Precisionin työpajassa “tämä pinta on jyrsittävä tasaiseksi, tämä aukko on jyrsittävä pois”, tällaiset sanat ovat yleisempiä työpajan ympäristössä CNC-jyrsinnässä yhdessä kuvatuista työstöohjeista. Se on nykyaikaisen valmistuksen kulmakiviprosessi, jota käytetään monimutkaisten muotojen, erittäin tarkkojen tasopintojen ja kolmiulotteisten piirteiden toteuttamiseen. Yksinkertaisesti sanottuna jyrsintä on prosessi, jossa paikallaan olevaa tai liikkuvaa työkappaletta leikataan pyörivällä työkalulla, mutta tämän näennäisen yksinkertaisen toiminnon takana on koko joukko tarkkuustiedettä, johon kuuluu liikkeenohjaus, työkalun geometria ja materiaalimekaniikka. Tämä artikkeli vie sinut syvemmälle CNC-jyrsinnän maailmaan periaatteista käytännön tasolle ja opastaa sinut ymmärtämään kattavasti tätä kaikkialla läsnä olevaa valmistustekniikkaa.
Keskeinen periaate: olennainen ero kääntämiseen nähden
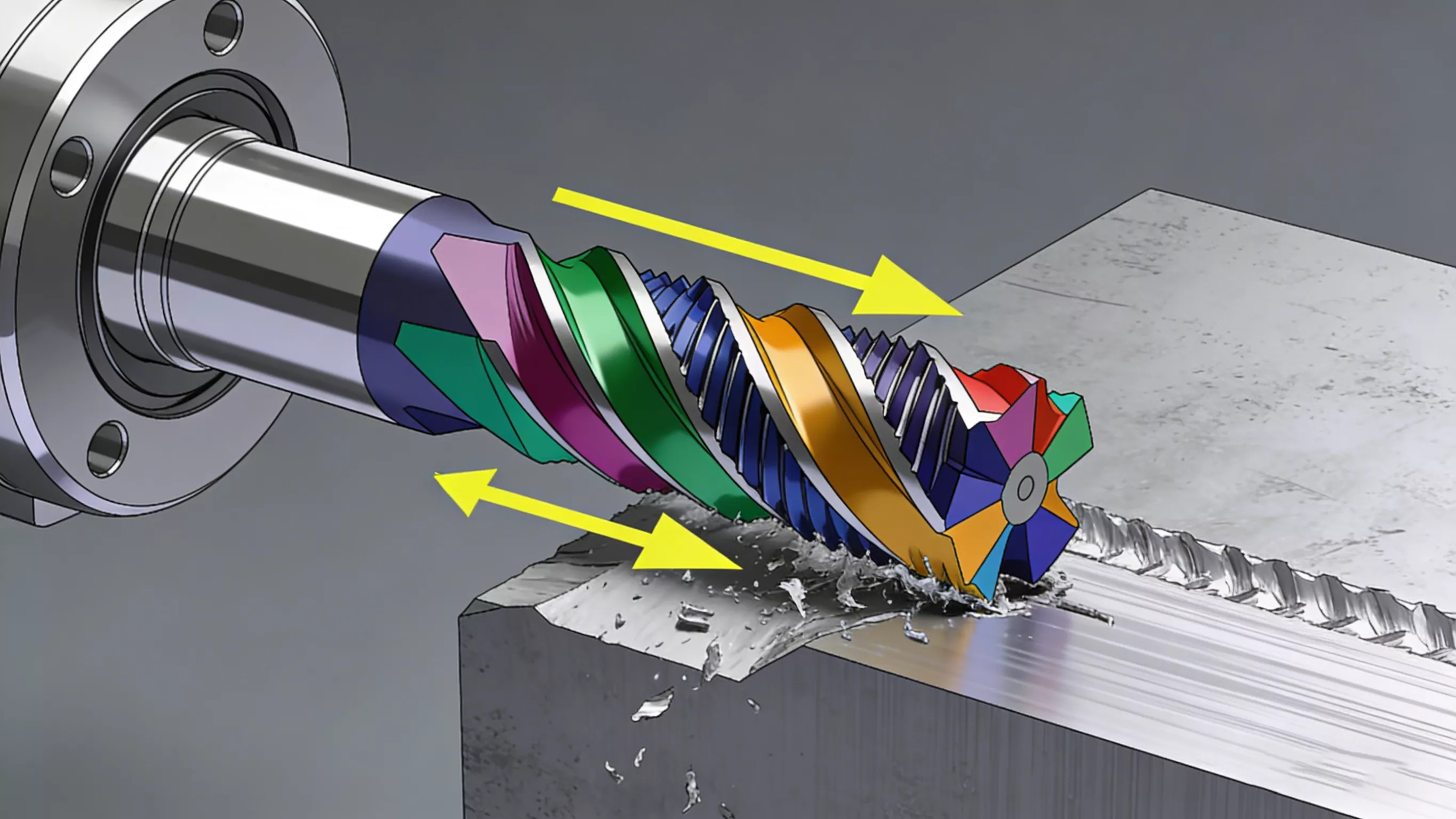
Jyrsintä on materiaalin poistoprosessi, jolle on ominaista työkalun pyörivä pääliike ja työkappaleen lineaarinen tai kaareva syöttöliike.
![图片[1]-CNC铣削是什么意思?详解原理、工艺与典型应用-大连富泓机械有限公司](/wp-content/uploads/2026/03/1773542494598_0.webp)
Jyrsinnän (kuva 1) ydin on pyörivällä pyörimisliikkeellä toimivan työkalun ja työkappaleen välinen suhteellinen liike sekä materiaalin leikkaaminen.
Yksinkertaisesti sanottuna jyrsintä on “pidä työkalu liikkeessä” -operaatio, kun taas sorvaus on “pidä työkappale liikkeessä” -operaatio. Nämä kaksi menetelmää täydentävät toisiaan ja muodostavat yhdessä CNC-työstön ytimen.
Prosessityypit: neljä yleistä jyrsintämenetelmää
Jyrsintä voidaan jakaa useisiin päätyyppeihin työstötavoitteiden ja työkaluratojen mukaan:
![图片[2]-CNC铣削是什么意思?详解原理、工艺与典型应用-大连富泓机械有限公司](/wp-content/uploads/2026/03/1773542494598_1.webp)
Kuva 2: Erilaiset työstökohteet edellyttävät erilaisia jyrsintästrategioita ja työkaluja.
1. Pintajyrsintä
Käyttötarkoitus: Suurten, erittäin tarkkojen tasopintojen nopea valmistaminen.
Tyypilliset työkalut: Pintajyrsintäkiekot (joissa on useita indeksoitavia teriä).
Keskeiset seikat: Jyrsinkiekon halkaisijan on yleensä katettava työkappaleen leveys lineaarisella tai profilointiradalla.
2. Kontuurijyrsintä
Käyttötarkoitus: Kappaleen ulkoisen tai sisäisen muodon työstäminen.
![图片[3]-CNC铣削是什么意思?详解原理、工艺与典型应用-大连富泓机械有限公司](/wp-content/uploads/2026/03/1773542494598_2.png)
Tyypilliset työkalut: Päätyjyrsimet (sivukartioleikkaus).
On pisteitä, ensinnäkin, karkea jyrsintä, ah, jättää marginaali, ja sitten se on hienojyrsintä linkki, päästä lopulliseen kokoon, mutta tässä prosessissa, se on otettava huomioon työkalun säteittäinen korvaus.
3. Kaviteetin jyrsintä
Tarkoitus: Materiaalin poistaminen suljetulta tai avoimelta alueelta kuopan tai ontelon muodostamiseksi.
Tyypilliset työkalut: Päätyjyrsimet (sekä pääty- että sivukielet).
Pääpaino on tehokkaiden karhennustyökaluratojen suunnittelussa, kuten spiraalimittainen alasleikkaus ja edestakainen leikkaus, sekä strategioissa sivu- ja pohjien viimeistelyä varten.
4. Reikien käsittely
Tarkoituksena on suorittaa muun muassa poraustoimintaa, poraus- ja avarrustoimintaa, poraustoimintaa, kierteitystoimintaa ja niin edelleen. Vaikka näitä toimintoja pidetäänkin usein erillisinä prosesseina, ne suoritetaan kuitenkin jyrsinkoneella karan avulla.
Tyypilliset työkalut: porat, rei'itysreiät, hanat, avarrustyökalut.
Yksi asia, johon on kiinnitettävä huomiota, on tarkka paikannus sekä oikea nopeus ja syöttö. Nopeassa syvien reikien porauksessa on kiinnitettävä huomiota lastunpoiston ja jäähdytyksen tilanteeseen.
Kunkin jyrsintäprosessin skenaarioiden tunteminen on tehokkaan ohjelmoinnin perusta. Jos haluat syvällisemmän keskustelun työstöstrategioista, lue artikkeli CNC-työstöstrategioiden optimoinnista.
Työkalut ja parametrit: avain jyrsintätuloksiin
Onnistunut jyrsintä riippuu “oikeasta työkalusta” ja “oikeista parametreista”.
Ytimen leikkausparametrit
Kultainen sääntö on, että karhennuksessa tavoitteena on metallien poistonopeus, joka voidaan saavuttaa valitsemalla suurempi leikkuusyvyys, leveämpi leikkuuleveys ja maltillinen syöttö hammasta kohti fz; viimeistelyssä keskitytään pinnan laatuun, joka voidaan saavuttaa valitsemalla pienempi leikkuusyvyys, pienempi siirtymä, sopiva syöttö hammasta kohti fz ja suurempi pyörimisnopeus.
Strategian valinta: Miten jyrsintäprosessi suunnitellaan?
Kappaleen kohdalla järkevä jyrsintäprosessin suunnittelu noudattaa seuraavaa logiikkaa:
Kappaleen piirteet analysoidaan tasojen, ääriviivojen, onteloiden ja reikien tunnistamiseksi sekä mittavaatimusten, toleranssien ja karheuden arvioimiseksi.
Laaditaan työstöjärjestys, yleensä “ensimmäinen karkea ja sitten hieno” -ohjeiden mukaisesti, “ensimmäiset kasvot reiän jälkeen” -vaatimusten mukaisesti, noudata “ensimmäinen pää- ja sitten toissijaisia” -määräyksiä, ensimmäinen prioriteetti on viitepinta. Koneistus ulos.
Valitse useista eri kiinnitysvaihtoehdoista sen varmistamiseksi, että työkappale on vakaa, kun siihen kohdistuu leikkausvoimia, ja harkitse, tarvitaanko kaikkien pintojen työstämiseen useita kiinnityskertoja.
Työkalujen osoittaminen ja parametrien yhteensovittaminen: Oikean työkalun osoittaminen kuhunkin prosessiin ja alkuperäisten parametrien asettaminen materiaalin ja työstötyypin (karkeakäsittely tai viimeistely) mukaan.
Työkaluratojen luominen ja niiden optimointi CAM-ohjelmistossa niiden yhtenäisyyden optimoimiseksi, tyhjien iskujen välttämiseksi ja äkillisten suunnanmuutosten vähentämiseksi.
Jyrsintäprosessin oivallukset Jucheng Precisionilta
Kotelo: Korkean tarkkuuden alumiiniseos viestintä kuori koneistus
Haasteena on se, että osat ovat ohutseinäisiä alumiiniseoskoteloita, joissa on suuri määrä sisäisiä ja ulkoisia jäähdytyselementtihampaita ja monia kiinnityspylväitä, jotka vaativat tiukkaa mittatarkkuutta, tiukkoja muoto- ja sijaintitoleransseja sekä tarvetta hallita työstövääristymiä.
Jyrsintäprosessin ohjelma:
Yksittäisiä leikkauksia enemmän: järjestelmälliset jyrsintämahdollisuudet
Me Prudential Precisionilla olemme tätä mieltä ja katsomme, että jyrsinnän huippuosaaminen ei ole riippuvainen yksittäisestä koneesta tai työkalusta, vaan se on sisäänrakennettu järjestelmään:
Olemme sitoutuneet sijoittamaan jokaisen jyrsintäprosessin järjestelmään, joka on hallittu, ennustettava ja optimoitu, jotta voimme tarjota asiakkaillemme korkealaatuisia jyrsintäratkaisuja yksinkertaisista osista monimutkaisiin komponentteihin.
Digitaalisessa valmistuksessa on erityisen aktiivinen “veistokynä” eli CNC-jyrsintä, joka perustuu tällaiseen vertaansa vailla olevaan joustavuuteen ja tarkkuuteen nykypäivän teollisuustuotteiden fyysisen ulkoasun muokkaamisessa. Olipa kyse sitten älypuhelimen metallirungosta tai lentokonemoottorin siipimuotista, kyse on tarkkuusjyrsinnästä. Ymmärtää sen periaatteet, mutta myös hallita sen menetelmät ja jopa pystyä systemaattisesti suunnittelemaan ja menemään sovellukseen, joka on keskeinen silta innovatiivisen suunnittelun ja valmistuksen huippuosaamisen välillä. Täällä Jucheng Precision, olemme olleet perusteellinen tutkimus tämän teknisen osaamisen, erityinen ammatillinen jyrsintä kyky, auttaa jokaista tarkkaa ideaa täysin toteuttaa menestys maahan.
-- Jucheng Precision CNC-jyrsintäprosessikeskus













Ei kommentteja