


G76-käsky on sama kuin G92 siinä mielessä, että molempia käytetään säikeiden kääntämiseen, mutta erona on se, että G92 on yksinkertainen sykli.
G76 on yhdistetty sykli, ja G76 määrittää yksinkertaisesti syklin sijainnin kierteittämistä varten sekä kierteiden päätepisteen koordinaatit viimeistä leikkausta varten.
Tällä ohjeella voidaan sorvata yhtä suuria suorakierteitä ja kartiokierteitä.
Huomautus: Artikkelin lopussa on merkinnät eri kaavoista, joita on käytettävä G76:n osalta.
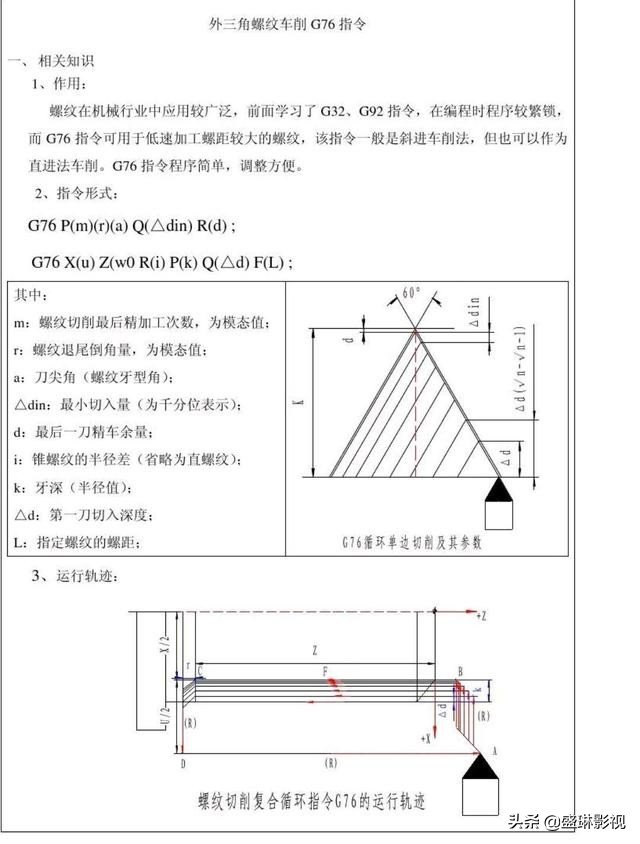
G76:n ohjelmointimuoto on seuraava
Esimerkki.
G00 X _Z_ Kierteitysjakson alku
G76, jossa 02 on viimeistelytoistojen lukumäärä, 00 on viistämisen määrä langan päässä, joka on vinosti taaksepäin suuntautuvan katkaisun määrä, ja 60 on langan kärjen kulma 60 asteen kulmassa.
Huomaa, että tässä komentotyypissä kaikki komennot annetaan 2-numeroisena, ja jos on vajausta, lisätään 0. 2 viimeistelytoimenpidettä suoritetaan ilman viistämistä 60°:n kierrejyrsimellä.
G76, Q on asetettu arvoon 0,2, tämä 0,2 on leikkurin vähimmäismäärä, sen arvo voidaan määrittää oman tahtonsa mukaan, tämä 0,2 on säteen arvo.
G76, Q0.2, R0.03, (josta 0.03 on hienosäätövara, ja tämä 0.03 on sädearvo, jonka käyttäjä voi määrittää omien toiveidensa mukaan).
G76 Q0.2 R0.03
Yhteenveto G76-ohjeen ensimmäisestä puoliskosta.

Viimeistelyyn käytetään G76-ohjetta, jossa sorvaus toistetaan kahdesti, sorvauksen aikana ei käytetä diagonaalista peruutusta, kierteitystyökalun kulma on 60°, vähintään 20 kierrettä leikkausta kohti ja lopullinen viimeistelymarginaali on 3 kierrettä.
(Kierteen alahalkaisija vs. pituus.) Toisin sanoen langan loppukoordinaatit).
G76 X_ Z_ P (hampaan korkeus, tunnetaan myös nimellä hampaan syvyys, säteen arvo)
G76, X_, Z_, P_, Q, (Enimmäissyväys on ensimmäisen leikkauksen syväys. Tässä tässä tapauksessa)
G76, X_, Z_, P_, Q_, R (Tämä on kierteen kartiokulma, eli kierteen säteiden välinen ero, säteen arvo valitaan. Jos oletetaan, että kierteellä ei ole kartiota, se jätetään pois).
G76, X-koordinaattiarvo, Z-koordinaattiarvo, P-parametrin arvo, Q-parametrin arvo, R-parametrin arvo, F (jako, täytä vain piirustuksen mukaan)!
Yhteenveto G76:n toisesta puoliskosta.
G76 X_ Z_ P_ Q_ R_ F_ G76 X_ Z_ P_ Q_ R_ F_
Erityistä huomiota.
I. G76-ohjeita sovellettaessa on otettava huomioon, onko kyseisessä työstökoneessa käytetty tuhansia vai miljoonia.
Tätä ohjetta ei ole tarpeen määrittää syöttönopeutta, sillä järjestelmä antaa syöttönopeuden ja karan nopeuden automaattisesti kierteen työstön varmistamiseksi.
Kolmanneksi ohjeessa on kuvattava vain syklin alkupiste ja viimeisen leikkauksen kierteen työstön loppupiste.
Komennossa ei tarvitse määrittää tarkkaa suurinta ja pienintä leikkuusyvyyttä, vaan järjestelmä laskee työkalun syönnin määrän annetun arvon mukaan joka kerta leikkuusyvyyden vähenemisen mukaisesti.
V. Asiaankuuluvat arvoasetukset G76:ssa.
Viimeistelykierrosten lukumäärän katsotaan olevan yhtä suuri kuin työstettyjen kierteiden lukumäärä, jos kierteitystyökalun kulmaa ei ole määritetty piirustuksessa, se on 60°, viimeistelykierrosten vähennys on yleensä enintään takapoikkeaman vähimmäismäärä, ja kartiokulma kirjoitetaan R0:ksi suorien kierteiden tapauksessa.

Ohjelmoi segmentti G76 kuvassa 3-86 esitettyä säiettä varten.
Säikeen syvyys h=1.107, säikeen päätepisteen koordinaatit (27.786,-23).
G00 X32 Z3
G76 Q100 R0.1
Kunkin G76-arvon laskentakaava
I. Hampaiden syvyys P = 0,6495 × jako × 1000
Toiseksi, pohjan halkaisija = hampaan korkeus × 2
Kolmanneksi, 1 tuuma = 25,4 25,4 ÷ hampaiden lukumäärä = hammasväli.
IV. Kartio R = 1/32 × (lähtöpiste + tehollinen pituus).
R ulompi johto on negatiivinen, sisempi johto on positiivinen.
Puhdas käsin kirjoitettu, toivon, että sinun täytyy kiinnittää huomiota toimittajaan, joka päivä jakaa CNC-auton ohjelmointi kuivatuotteet!













Ei kommentteja