

Perustuu kahteen automatisoituun tuotantolinjaan, joka on laadittu tuotantolinjan käsittelystä, monentyyppisistä osista ja monimutkaisesta tilasta, yhden prosessin käsittelyaika on lyhyt, lajikkeiden vaihtaminen erittäin usein, tuotantolinjan käynnissä oleva lyönti näyttää juuttuneelta ja ei ole sileä jne., Ja analysoi myös CNC-työstökoneiden alhaisen käyttöasteen, tuotantolinjan tehottomuuden tärkeimmät syyt; perustuu valmistuksen kipupisteisiin, innovatiiviseen tutkimukseen monilajisten ja vaihtelevien erätuotteiden tuotantolinjalla korkean tehokkuuden jalostusteknologiassa, jotta saavutetaan korkea tehokkuuskäsittely ja maksimoidaan laitteiden käyttöaste ja älykkään tuotantolinjan kehittäminen ja älykkään tuotantolinjan kehittäminen. Saavutettiin automaattisen älykkään tuotantolinjan tehokas käsittely ja laitteiden käyttöasteen maksimointi, mikä on tärkeää seuraavien kehitystoimien kannaltaälykäs valmistusteknologialla, automaattisten tuotantolinjojen rakentamisella ja älykkään valmistuksen soveltamisen toteuttamisella tuotannossa on hyvä viitearvo.
1 Johdanto
Mukana jatkuva kehitys älykkään valmistustekniikan, perinteinen valmistusteollisuus jatkaa muutosta ja päivittämistä, rakentaminen automatisoitujen tuotantolinjojen enemmän ja enemmän kypsä, mukaan lukien nivelletty robotit, logistiikka trukit, kuten käyttö RGV enemmän ja enemmän laajalti käytetty, tuotantolinjan käsittelemä esine näyttää useita eriä monenlaisia monimutkaisia rakenteita ja useita ominaisuuksia, mikä tuotantolinjan sekä laitteiden käyttö on suhteellisen alhainen, osa Käsittelyn tehokkuus on myös hyvin alhainen, nykyinen tuotantolinjan valmistusmalli teknisen tason syvyydessä, jotta se voi mukautua edellä mainittuihin tuotteisiin, joilla on nämä ominaisuudet, näyttää olevan jonkin verran heikko. Tässä asiakirjassa, ottaen huomioon edellä mainitun tilanteen, noin automatisoidun tuotantolinjan innovaatio useita keskeisiä teknologioita, esittää tuotantolinjan eri monimutkaisuusasteiden tuotteen käsittelymenetelmän, menetelmä sisältää automaattisen miehittämättömän intervention, puoliautomaattinen, ajoittainen automaattinen kolme tuotantolinjan toimintatila, sekä moniasemainen multi-turntable puristustekniikka, innovatiivinen all-in-one prosessin suunnittelutekniikka, ratkaista yhden prosessin käsittelyaika lyhyen ajanjakson luokiteltu osa tuotantolinjan käsittelytehokkuus on alhainen Käsittely-ympäristön automaattisen nollaustekniikan keksintö ratkaisee ongelman, että kukaan ei puutu monieräisten osien ensimmäiseen kappaleeseen, ja stimuloi tuotantolinjan kokonaisvaltaista tehokkuutta uusien tekniikoiden keksinnön avulla.
2 Tausta, tarkoitus ja merkitys
2.1 Tutkimuksen tausta
Digitalisointi- ja älykkyysprosessissa, jota toteutetaan vähitellen, markkinakilpailu on kiristynyt, perinteinen valmistusteollisuus kohtaa suuria mahdollisuuksia ja haasteita, ja sen on kiireellisesti toteutettava perusteellinen muutos ja päivitys.
Työvoimakustannukset ovat kuitenkin nousussa, tuotteiden lisäarvo on alhainen ja yksilöllisen kulutuksen kysyntä kasvaa. Nämä kolme ongelmaa rajoittavat Kiinan valmistusteollisuuden muutosta ja uudistamista. Massaräätälöinti, yritysten nykyisten resurssien täysimääräinen hyödyntäminen nykyaikaisten suunnittelumenetelmien, ryhmittelytekniikan, tietotekniikan ja kehittyneen valmistustekniikan avulla asiakkaiden yksilöllisten tarpeiden mukaan massatuotannon mittakaavassa räätälöityjen tuotteiden ja palvelujen tarjoamiseksi. Tuolloin erillisellä älykkäällä tuotantolinjalla on korkea valmistusjoustavuus, sillä on joustava prosessireitti, se voi perustua tietoihin, tuotteen valmistusprosessia voidaan parantaa, mutta myös laadun testaamiseen, mikä auttaa parantamaan johtajan päätöksenteon tehokkuutta, ja se voi perustua tuotantotilanteeseen dynaamisiin reaaliaikaisiin aikataulutuspäätöksiin. Siksi massaräätälöintimallin mukaisesti tehokkaamman, itsenäisemmän, tarkemman ja energiaa säästävämmän erillisen älykkään tuotantolinjan rakentaminen on Kiinan valmistusteollisuuden tulevaisuus tien katkaisemiseksi.
Jatkuva kehitys tieteen ja teknologian, ilmailu-, auto-, laivanrakennus- ja muotin ja muilla teollisuuden aloilla, tuotantomalli aikaisemmista suurista määristä, yksi laji, ja vähitellen kehittynyt nykypäivän pieniin ja keskisuuriin eriin, monilajisiin, osiin ja komponentteihin muoto on tullut yhä monimutkaisemmaksi, prosessitekniikan vaatimukset paranevat yhä enemmän, ja kun romu, mittaamattoman aiheuttama tappio, joten miten parantaa automatisoitua käsittelytekniikkaa, parantaa prosessin tehokkuutta ja vakaata tuotteen laatua on erityisen tärkeää. Joten miten parantaa automatisoitua käsittelytekniikkaa, parantaa käsittelyn tehokkuutta ja vakaa tuotteen laatu, mikä on erityisen tärkeää.
2.2 Tutkimuksen tarkoitus ja merkitys
Ilmailu- ja avaruustuotteiden kehitysprosessissa, jossa esitellään monenlaisia tuotteita, joiden ominaispiirteet ovat muuttuva eräkoko, lyhyt sykli, suuri monimutkaisuus ja hyvin usein muutokset osien tilassa ja muissa ominaisuuksissa, perinteinen erillinen erillinen koneistus ei ole pystynyt vastaamaan yhä monimutkaisempiin ja monipuolisempiin ilmailu- ja avaruustuotteiden osien käsittelytarpeisiin, erillinen erillinen koneistus kohti älykkään koneistusprosessin muutosta, automaatiolinja on seuraava Yksittäisen koneen erillisen koneistuksen muuttamisessa älykkääksi koneistukseksi automatisoidun tuotantolinjan syvällinen soveltaminen on tullut ongelmaksi, joka on ratkaistava.
Useita CNC-työstökoneita, logistiikkajärjestelmiä, aikataulutusjärjestelmiä, offline-esiasetusjärjestelmiä, online-mittausjärjestelmiä, muodostavat yhdessä automatisoidun työstölinjan, jos järjestelmän tuotantolinja ja tuotteen käsittelyn integroinnin syvyys, osien automatisoidun käsittelyn aste paranee huomattavasti, manuaalisen työn intensiteetti vähenee merkittävästi, tuotteiden laatu voi olla vakaa, tuotantosykli on taattu.
3 Tuotantolinjan käsittelyn ominaisuudet ja vaikeudet
Sen ominaispiirteitä ovat korkea tuotantotehokkuus, vähemmän manuaalista käyttöä ja suuri joustavuus. Automaatioteknologian avulla, älykkään teknologian avulla voidaan merkittävästi parantaa tuotannon tehokkuutta, vähentää tuotantokustannuksia, parantaa yritysten taloudellista tehokkuutta; joidenkin toistuvien töiden, joidenkin vaarallisten töiden osalta voidaan merkittävästi vähentää manuaalista toimintaa, vähentää laadun riskiä, parantaa tuotannon turvallisuutta; monimutkaisten ja kiireisten tehtävien tuotannossa voidaan perustua nopean mukauttamisen kysyntään, mikä voi parantaa yritysten kilpailukykyä. yrityksen ydinkilpailukyky.
Samaan aikaan automatisoidun tuotantolinjan käsittelyn ja tuotantolinjan toiminnan kehittäminen sisältää useita vaikeuksia: ensinnäkin teknisellä tasolla itsenäisen tutkimuksen ja kehityksen toteuttamiseksi, kokoonpano- ja ohjelmistotekniikan pullonkaulojen läpikäymiseksi ja koko ekoketjun ydinteknologian huomioimiseksi; toiseksi, hallinnossa on edistettävä organisatorisia ja hallinnollisia muutoksia, jotta voidaan sopeutua tietotekniikkaan, joka on seurausta muutoksista johtamisen hallinnossa kolmanneksi älykkyyden tien kehittämiseksi järjestelmätekniikan ja huippusuunnittelun käyttöön ottamiseksi, jotta on mahdollista saavuttaa valmistustekniikan ja tietotekniikan syvä integrointi. Kolmanneksi älykkään kehityksen tiellä olisi otettava käyttöön systeemitekniikka ja huippusuunnittelu, jotta valmistustekniikan, tietotekniikan ja organisaatiohallinnon syvä integrointi olisi mahdollista.

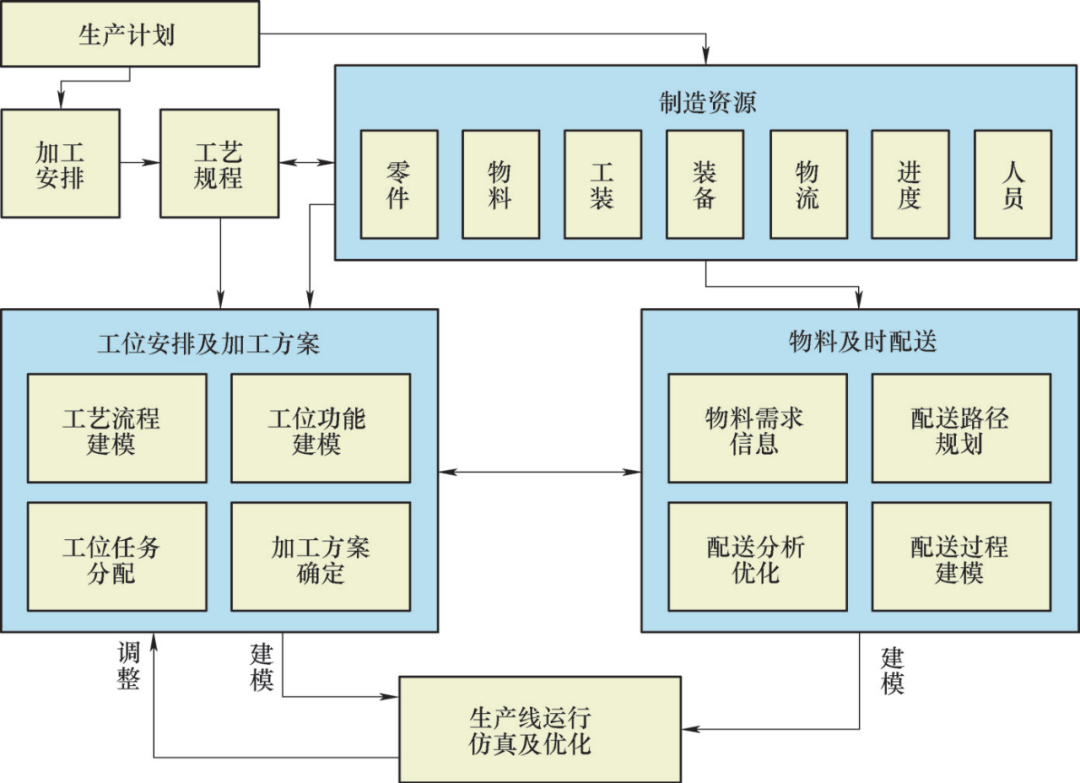
Kuvassa 1 on esimerkki tuotantolinjan asettelusta.

Kuva 1 Esimerkki tuotantolinjan layoutista
4 Uuden teknologian tutkimus ja soveltaminen tuotantolinjojen käsittelyssä
4.1 Uusien teknologioiden tutkiminen linjalostusta varten
(1) Työpajalla on useita koneistustuotantolinjoja, joiden perusteella hybridi-toimintatavan suunnittelu, ensin tuotantolinjan virheenkorjaus, jonka jälkeen sovellusyritykset ja sitten yhteenveto ja lopuksi innovaatio ja tutkimus, jotta voidaan onnistuneesti suunnitella joukko hybridi-toimintatapaa, joka kattaa täysautomaattiset, puoliautomaattiset ja ajoittaiset automaattiset kolme tilaa.
Työkalut, työkalut, nollapisteen referenssit, kiinnitysasennot ja on-line-mittausreferenssit on kaikki yhdistetty ja lujitettu, mikä johtaa täysin automatisoituun toimintatapaan, joka sisältää myös on-line-tarkastuksen ja automaattisen kompensointitekniikan, mikä viime kädessä mahdollistaa täysin automatisoidun, 24 tuntia vuorokaudessa miehittämättömän intervention tuotteiden käsittelyssä, joka on suunnattu pääasiassa suurten volyymien tavanomaisten osien on-line-käsittelyyn.
Eräosille, joiden monimutkaisuus on suuri, on olemassa tällainen tuotantolinjan käsittelytila, eli puoliautomaattinen toimintatila, olemassa olevat keinot eivät voi olla miehittämättömiä toimenpiteitä, vaan ne edellyttävät pientä määrää ihmisen toimenpiteitä. Esimerkiksi osan käsittelyssä, kuten sylinterimäisten tappien asennuksessa ja poistamisessa ja muissa toiminnoissa, on tarpeen pysäyttää ohjelma, luottaa ihmisen apuun osallistumaan, jotta voidaan jatkaa toimintaa; kuitenkin osa linjan kiinnityksen esisäätöä ja automaattista mittausta toiminnan keskellä, kuten nämä toiminnot, saavutetaan edelleen automaattisesti. Tämä menetelmä soveltuu monimutkaisten osien tehokkaaseen työstöön tuotantolinjatilassa.
Automaattisen toimintatilan ajoittainen käyttö tarkoittaa, että kuormalavojen rivikytkin kytketään päälle manuaalisen tauon aikana tai ennen työvuoron päättymistä. Kun nykyinen ohjelma on suoritettu, suoritetaan täysin automaattinen tuotetehtävä. Tämä mahdollistaa kehitys- ja sarjatuotanto-osien ristiintaulukoinnin. Monimutkaiset esikehitetyt osat vaativat enemmän manuaalisia toimenpiteitä. Tämä tilanne ei ole suotuisa tuotantolinjan automatisoinnille. Erityisesti keskellä päivää ja puolenyön jälkeen koneissa oli paljon hukkaa. Tämän vuoksi keksittiin jaksottainen automaatio. Monimutkaisten osien käsittelyvaiheen kehittämisessä, päivän aikana, manuaalinen osallistuminen mittaukseen, säätöön, testileikkaukseen ja muihin tehtäviin, samaan aikaan, mutta myös täysin automatisoidun osan tilaustoiminnon toiminnassa, jotta operaattori voi olla ennen päivän loppua, sytyttää kuormalavan online-painikkeet, kunnes ohjaamon ohjelman suoritus on valmis, käynnistää automaattisesti päiväkohtaisen tilaustehtävän, työstökone saavuttaa jatkuvan toiminnan ja lopulta maksimoi laitteiden käyttöasteen.
(2) All-in-one-prosessin suunnittelu ja usean aseman ja monipyöriväpöydän kiinnityssuunnittelu, jotkut osat vaativat vähemmän aikaa (alle 0,5 tuntia) yhden prosessin työstöön, mutta työkappaleen automaattinen kuljetus, kuormalavojen vaihto ja muut vaiheet ovat melko yleisiä, mikä johtaa suurempaan osuuteen kokonaiskoneistusajasta. Siksi osien kiinnitysmenetelmän muuttamisen avulla moniprosessityökalujen suunnittelu niin, että osat voidaan kiinnittää kerran useiden prosessien käsittelyn loppuun saattamiseksi, mikä vähentää ylimääräisen ajan osuutta kokonaiskäsittelyajasta, kuten osien kuljetuksesta, ja siten parantaa osien koneistuksen tehokkuutta. Suurille erille ja monimutkaisille osille, erityisten moniasematyökalujen suunnittelu, osat voidaan puristaa kerran prosessin koko sisällön käsittelyn loppuun saattamiseksi.
(3) Käsittely-ympäristön automaattinen nollaustekniikka suurille osaerille, jotka on yleensä jaettu useisiin eriin tuotannon aikatauluttamiseksi, ei ole mitään tapaa tehdä kertaluonteista aikataulutusta. Siksi tuotantolinjatilan käytön aikana jokaisen erän ensimmäinen kappale on manuaalisesti puututtava virheenkorjaukseen, ja on olemassa tietty laatuvaara, “työstöympäristön automaattisen nollaustekniikan” tutkimuksen kautta, nollapisteen määritysmenettelyn valmistelu, työstön nollapiste, työstön vertailuarvot, työstömenettelyt ja työstöväline sitomista varten. Kun siirrytään seuraavaan aikataulutuserään, järjestelmä palauttaa automaattisesti edellisen erän työstöympäristön.
Automaattisen tuotantolinjan suunnittelun optimointi on esitetty kuvassa 2.
Kuva 2 Automaattisen tuotantolinjan suunnittelun optimointi
4.2 Uusien teknologioiden sovellusten validointi
Kun tuotantolinjan laitteiden käyttöaste nousi 47,09 prosentista 80,17 prosenttiin, mikä on merkittävä parannus, kuten kuvasta III käy ilmi, kun tuotantolinja toimi ajoittaisessa ja automaattisessa tilassa, jossa tuotettiin ristiin osia kyseistä tuotantoerää varten sekä osia tutkimusta varten.
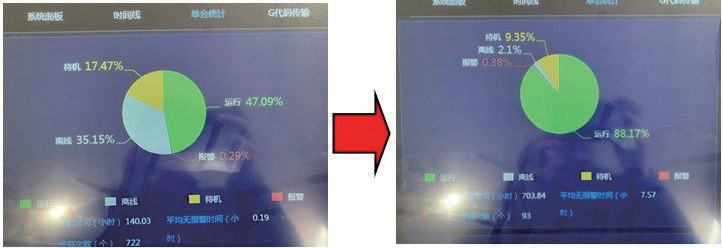
Kuva 3 Tuotantolinjan laitteiden käyttöasteen vertailu
Osa viimeistelyprosessi kattaa molemmin puolin edessä ja takana selkeä juuri tämän käsittelyn, sekä loppuun viimeistelyprosessin, suunnittelun kautta all-in-one prosessi, suunnittelu erityinen työkalut, mutta myös suunnittelu erityinen työstöohjelma, saavutti edessä viimeistelyprosessi työstökoneessa suorittaa yhden kerran, kääntöpuolella viimeistelyprosessin työstökoneessa suorittaa yhden kerran, loppuun viimeistelyprosessin työstökoneessa suorittaa yhden kerran, vähentää kahden osan siirto aikaa, vähentää aikaa kahden osan varastointi pois aikaa, käsittelyaika vähenee, tehokkuus lisääntyi 33%, jolloin kone toimii enemmän ja enemmän jatkuvasti. aikaa, vähentää kahden osan aikaa varastoon ja ulos varastosta, käsittelyaika lyhenee, tehokkuus kasvaa 33%, jolloin laite toimii enemmän ja jatkuvammin, kuten kuvassa 4, kuvassa 5 on esitetty.
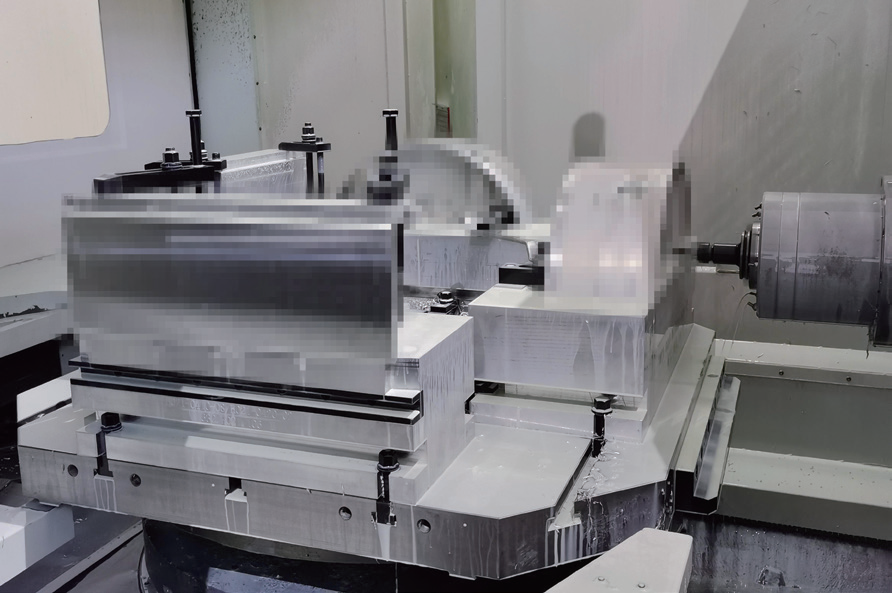
Kuva 4 All-in-one-prosessin suunnittelu ja osien kiinnitys useassa paikassa.
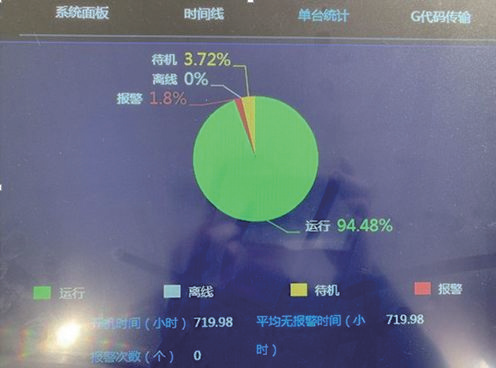
Kuva 5: Laitteiden käyttöaste teknologisten parannusten jälkeen.
Esimerkiksi laatikko osat, määrä jyrsintä prosessi on olemassa syvä onkalo tällainen prosessi, määrä jyrsintä prosessi on myös olemassa matala onkalo tällainen prosessi, määrä jyrsintä prosessi on 4 prosesseja, määrä jyrsintä prosessi ei ole mahdollista suorittaa puristus, joten suunnittelu moniasema työkalut, moniasema työkalut voivat saavuttaa osat edelleen prosessin, moniasema työkalut päästä laatikko osat jatkuvan käsittelyn 4 aseman jatkuva käsittely moniasema työkalut saavutti jatkuva työstö 3 kuormalavoja, kukin ryhmä työstöprosessin Tarvittava aika on 8h, 3 pyörivän pöydän avulla voidaan täyttää 24h-aikataulu, 3 pyörivää pöytää keskitetty operaattorin offline-kiinnitysaika, manuaalisen osallistumisen määrä 4 kertaa 1 kertaa, niin että yksi henkilö voi saavuttaa 3 koneen toiminnan.
Esimerkiksi etukehysosan tapauksessa prosessissa käsiteltävien yksittäisten osien suuri erä jaetaan yleensä useisiin eriin, ja jokainen erä on usein epäjatkuva, kun se otetaan tuotantoon. Koneistusympäristön automaattisen nollaustekniikan avulla teknikot laativat nollapisteen määritysohjelman nimenomaan tämän osan koneistusta varten, ja tämän osan koneistukseen käytetyn ohjelman alussa kaikki siihen liittyvät harha-arvot tyhjennettiin nollaan ja tämän osan koneistusta vastaava koordinaatisto kirjoitettiin etuliitäntään. Tämän jälkeen nollapiste asetetaan tarkasti anturilla, osan työstössä käytettävät työkalut ja kuormalavat sijoitetaan kuormalavoille numeroilla 30-33, osan työstössä käytettävät työkalut tallennetaan työkaluvarastoihin numeroilla T36-T40 ja pääohjelman nimeksi asetetaan O5001, jolloin muodostuu kunnolla jähmettynyt työstöympäristö. Näin luodaan kiinteä työstöympäristö, jota tuotantolinjan järjestelmä voi käyttää milloin tahansa.
5 Päätelmät
Analysoidessamme CNC-työstökoneiden alhaisen käyttöasteen ja tuotantolinjan heikon tehokkuuden tärkeimpiä syitä automatisoidussa tuotantolinjakäsittelyssä olemme tiivistäneet ja jalostaneet useita keskeisiä tuotantolinjatekniikoita, mukaan lukien hybridikäyttötila, all-in-one-prosessisuunnittelu, usean aseman ja usean pyörivän pöydän kiinnitys sekä käsittely-ympäristön automaattinen palautus, joilla on ratkaistu käsittely-ympäristön automaattisen palauttamisen ongelma usean erän käsittelyn ensimmäisessä osassa ja joilla on saavutettu tuotantolinjan saumaton, jatkuva ja automatisoitu toiminta ja innovoitu tuotantolinja. Tuotantolinjan usean aseman ja usean pyörivän pöydän kiinnitysmenetelmällä ei ainoastaan saavuteta erän osien jatkuvaa käsittelyä, vaan myös tuotantolinjan täysin automaattinen ja puoliautomaattinen toimintatila. Keksittiin tuotantolinjan toimintatapa, joka on ajoittainen, ja toteutettiin erätuotantotehtävien ja kehitystehtävien ristiinsuunnittelu ja saavutettiin laitteiden käyttöasteen maksimointi, joka on peräti 94,48%!













Ei kommentteja