

Tiivistelmä: Koneistuksen prosessissa työstötarkkuus on koneistuksen laadun ydin, ja usein monet tekijät vaikuttavat työkappaleen lopulliseen työstön laatuun. Tässä artikkelissa käsitellään useita koneistustarkkuuteen vaikuttavia avaintekijöitä. Lukuisista virhetekijöistä merkittävimpiä ovat työstökoneen geometriset virheet, prosessijärjestelmän voiman aiheuttama muodonmuutos sekä lämpömuodonmuutos. Ymmärtämällä, miten nämä virhetekijät vaikuttavat työstövirheisiin, voidaan varmistaa, että työkappaleen työstö täyttää laatuvaatimukset.
1. Käsittelyperiaatteesta johtuvat virheet
Koneistusprosessin aikana syntyy koneistusvirheitä, koska siinä käytetään likimääräisiä koneistusmenetelmiä, likimääräistä voimansiirtoa sekä likimääräisiä työkalun muotoja.
1.1 Lähestymistavan käyttämisestä johtuvat virheet
Monissa tilanteissa vaaditun työkappaleen pinnan saavuttamiseksi on luotava tietty yhteys työkappaleen ja työkalun liikkeiden välille. Teoriassa tulisi käyttää täysin tarkkaa ja virheetöntä liikesuhdetta. Teoreettisesti täysin tarkan työstöperiaatteen soveltaminen voi kuitenkin joskus tehdä työstökoneesta tai kiinnittimestä erittäin monimutkaisen, mikä puolestaan vaikeuttaa valmistusta ja tekee korkean työstötarkkuuden saavuttamisesta vaikeaa, joskus jopa mahdotonta. Kuten moduulikierteiden sorvauksessa tai hionnassa, koska niiden nousu t = πm, kaavassa esiintyy irrationaaliluku π, ja kun nousun arvoa määritetään hammaspyörien vaihdon avulla, syntyy periaatteellinen virhe.
1.2 Lähestymistavan käyttämisestä johtuvat virheet
Kun monimutkaisia pintoja työstetään muotoilutyökaluilla, on joskus varsin vaikeaa saada työkalun terä täysin vastaamaan teoreettisen käyrän profiilia, minkä vuoksi teoreettista käyrää korvataan usein yksinkertaisilla, likimääräisillä linjoilla, kuten kaarilla tai suorilla. Esimerkiksi kun valmistetaan evolventtihammaspyörää hammaspyöränvalmistuskoneella, käytetään usein Archimedesin perusruuvia tai normaaliprofiilista perusruuvia evolventtisen perusruuvin sijaan, koska ne ovat helpompia valmistaa. Tämä aiheuttaa virheitä työstöperiaatteessa.
2 Koneen geometriset virheet
Koneistuksen aikana työkalun muotoileva liike suhteessa työkappaleeseen toteutetaan yleensä koneen avulla, joten työkappaleen koneistustarkkuus riippuu suurelta osin koneen tarkkuudesta. Koneen valmistusvirheistä työkappaleen koneistustarkkuuteen vaikuttavat merkittävimmin seuraavat: karan pyörimisvirhe, ohjauskiskojen virhe sekä voimansiirtoketjun virhe.
2.1 Karin pyörimisvirhe
Karan pyörimisvirhe tarkoittaa kunkin hetken karan todellisen pyörimisakselin poikkeamaa sen keskimääräisestä pyörimisakselista. Pääakselin säteittäisen pyörimisvirheen pääasiallisia syitä ovat pääakselin eri osien akselien keskinäisen suoruuden virheet sekä laakereiden omat virheet. Muita syitä ovat laakereiden väliset keskinäisen suoruuden virheet sekä pääakselin taipuma. Karan ja kotelon valmistustarkkuutta voidaan parantaa valitsemalla tarkkuuslaakereita ja parantamalla karan osien asennustarkkuutta. Nopeiden karan osien tasapainottaminen ja vierintälaakereiden esijännitys parantavat koneen karan pyörimistarkkuutta.
2.2 Ohjainkiskon virheet
Työstökoneessa ohjauskiskot toimivat viitteenä koneen eri osien keskinäisten sijaintien määrittämisessä, ja ne ovat myös koneen liikkeiden viitekehys. Ohjauskiskojen valmistusvirheiden lisäksi niiden epätasainen kuluminen ja asennuksen laatu ovat tärkeitä tekijöitä, jotka aiheuttavat virheitä ohjauskiskoihin. Ohjauskiskojen kuluminen on yksi tärkeimmistä syistä työstökoneen tarkkuuden heikkenemiseen.
2.3 Voimansiirtoketjun virheet
Sisäisesti kytketyissä voimansiirtoketjuissa voimansiirtoketjun voimansiirtovirheeksi kutsutaan voimansiirtoelementtien välistä suhteellista liikevirhettä ketjun alku- ja loppupäässä. Voimansiirtovirhe johtuu voimansiirtoketjun eri osien valmistusvirheistä, asennusvirheistä sekä käytön aikana syntyvästä kulumisesta.
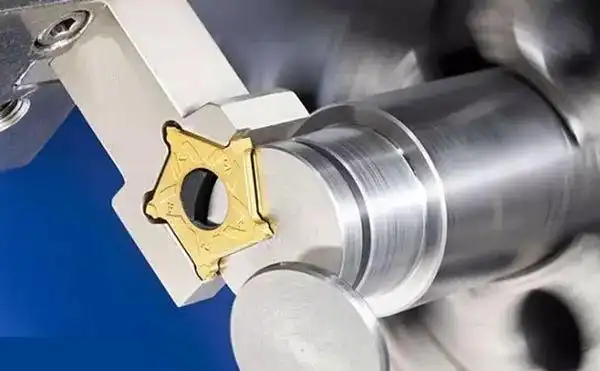
3 Työkalujen ja kiinnittimien valmistusvirheet ja kuluminen
Työkalutyypin mukaan työkalun virheiden vaikutus työstötarkkuuteen vaihtelee. Työstötarkkuus riippuu työkalun virheistä, mutta yleisten työkalujen, kuten sorvaus-, poraus- ja jyrsinterien, valmistusvirheet eivät vaikuta suoraan työstötarkkuuteen; Mitoitettujen työkalujen, kuten porien, reikäporien, viilojen ja urajyrsimien, mitatarkkuusvirheet vaikuttavat suoraan työstettävän kappaleen mitatarkkuuteen; muotoilutyökalut, kuten muotoiluterät, muotoilujyrsimet ja hammaspyörän jyrsimet, vaikuttavat virheillään pääasiassa työstettävän pinnan muototarkkuuteen.Työkalun kuluminenSe vaikuttaa suoraan työkalun ja työstettävän pinnan väliseen sijaintiin, mikä puolestaan aiheuttaa mittapoikkeamia työstettävään kappaleeseen. Kiinnitin pitää työkappaleen oikeassa asennossa suhteessa työkaluun ja työstökoneeseen, joten kiinnittimen valmistusvirheet vaikuttavat erittäin merkittävästi työkappaleen työstötarkkuuteen (erityisesti sijaintitarkkuuteen). Kiinnittimen valmistusvirheet koostuvat paikannusvirheistä, kiristysvirheistä, kiinnittimen asennusvirheistä, ohjausvirheistä, jakovirheistä sekä kiinnittimen kulumisesta. Kiinnittimen kuluminen aiheuttaa työkappaleen paikannusvirheitä.
4 Paikannusvirhe
4.1 Vertailupisteiden siirtymävirhe
On olemassa eräs viitepiste, jota käytetään osapiirustuksessa tietyn pinnan mittojen ja sijainnin määrittämiseen; tätä viitepistettä kutsutaan suunnitteluviitepisteeksi. On myös toinen viitepiste, jota käytetään työstöpiirustuksessa kyseisen työstövaiheen työstettävän pinnan mittojen ja sijainnin määrittämiseen työstön jälkeen; tätä viitepistettä kutsutaan työstöviitepisteeksi. Kun työkappaletta työstetään koneella, on valittava työkappaleesta tiettyjä geometrisia elementtejä työstön paikannusviitteiksi. Jos valitut paikannusviitteet eivät ole samat kuin suunnitteluviitteet, syntyy viitteiden epäyhtenäisyydestä johtuva virhe.
4.2 Paikannusparin valmistustarkkuuden virheet
Kiinnittimen päällä olevia paikannuselementtejä ei voida valmistaa täysin tarkasti perusmittojen mukaisesti, vaan niiden todellisten mittojen tai sijainnin sallitaan vaihdella erikseen määriteltyjen toleranssien rajoissa. Työkappaleen paikannuspinnat ja kiinnittimen paikannuselementit muodostavat yhdessä paikannusparin. Paikannusparin valmistustarkkuuden puutteesta johtuvaa, jopa paikannusparien välisen sovitusvälyksen aiheuttamaa työkappaleen suurinta mahdollista siirtymää kutsutaan paikannusparin valmistustarkkuuden virheeksi.
5 Lämpömuodonmuutoksista johtuvat virheet prosessijärjestelmässä
Koneistuksen aikana prosessijärjestelmässä esiintyy tiettyä lämpömuodonmuutosta erilaisten lämmönlähteiden vaikutuksesta. Tämä johtuu prosessijärjestelmän lämmönlähteiden epätasaisesta jakautumisesta sekä eri osien rakenteiden ja materiaalien eroista, mikä aiheuttaa eroja järjestelmän eri osien muodonmuutoksissa. Tämä puolestaan häiritsee työkalun ja työkappaleen tarkkaa sijaintia ja liikesuhdetta, mikä aiheuttaa työstövirheitä. Erityisesti tarkkuuskoneistuksessa lämpömuodonmuutosten aiheuttamat työstövirheet muodostavat 40–70 prosenttia kokonaisvirheestä.
5.1 Työstökoneen lämpömuodonmuutoksen vaikutus työstötarkkuuteen
Lämmönlähteen vaikutuksesta koneen eri osien lämpötila muuttuu. Koska lämmönlähteen jakautuminen on epätasaista ja koneen rakenne monimutkainen, koneen eri osat voivat kärsiä eriasteisesta lämpömuodostuksesta, mikä rikkoo koneen osien alkuperäiset keskinäiset sijainnit ja vaikuttaa siten työstötarkkuuteen. Eri tyyppisillä koneilla on erilaiset lämmönlähteet, ja nämä erot vaikuttavat työstötarkkuuteen eri tavoin.
5.2 Työkalun lämpömuodonmuutoksen vaikutus työstötarkkuuteen

Vaikka työstön aikana työkaluun siirtyvä lämpö on vain 31–51 %, työkaluun syntyy silti huomattava lämpötilan nousu, koska työkalu on pieni ja sen lämpökapasiteetti on vähäinen. Tämä aiheuttaa työkalun lämpölaajenemista, mikä lopulta johtaa työstövirheisiin. Karkea työstö: työkalun lämpömuodonmuutoksen vaikutus työstötarkkuuteen on merkityksetön; korkeita työstövaatimuksia asettavien osien kohdalla työkalun lämpömuodonmuutos vaikuttaa merkittävästi työstötarkkuuteen, mikä aiheuttaa muotovirheitä työstetyssä pinnassa. Esimerkiksi, kun sorvataan pikateräksisillä työkaluilla, terän lämpötila nousee jopa 700–800 °C:een, ja työkalun lämpölaajeneminen voi olla 0,03–0,05 mm.
5.3 Työkappaleen lämpömuodonmuutoksen vaikutus työstötarkkuuteen
Leikkaaminen tuottaa lämpöä, mikä aiheuttaa työkappaleen lämpömuodonmuutoksia. Nämä lämpömuodonmuutokset vaihtelevat työstötavan ja lämmön jakautumisen tasaisuuden mukaan.
5.3.1 Työkappaleen tasainen lämpeneminen
Joissakin työkappaleissa, joissa lämmön vaikutus on melko yksinkertainen ja tasainen – kuten akselien ulkopintojen sorvauksessa ja hionnassa – pituus ja halkaisija lyhenevät jonkin verran työstön jälkeen, kun työkappale jäähtyy huoneenlämpötilaan, mikä aiheuttaa mittaeroja; Kun työstetään levy- tai holkkiosia, joissa holkki on lyhyt, voidaan työstömatkan suhteellisen lyhyyden vuoksi olettaa karkeasti, että lämpötilan nousu on tasainen työkappaleen aksiaalisuunnassa. Kun työstetään pitkiä työkappaleita (kuten pitkiä akseleita), työkappaleen lämpötila on alhainen työstön alussa, jolloin syntyvä muodonmuutos on suhteellisen pieni. Leikkauksen edetessä työkappaleen lämpötila nousee vähitellen ja sen halkaisija kasvaa asteittain. Tällöin työkappaleen pinnalta poistettavan metallikerroksen paksuus kasvaa entisestään, ja jäähtymisen jälkeen syntyy paitsi säteittäisiä mittaeroja myös sylinterimäisyysvirheitä; Työkappaleissa, joilta vaaditaan suurta aksiaalista tarkkuutta (kuten tarkkuuskierukissa), lämpömuodonmuutoksesta johtuva aksiaalinen venyminen aiheuttaa kierteen pituudessa virheitä.
5.3.2 Työkappaleen epätasainen lämpeneminen
Kun työkappale kuumenee epätasaisesti, esimerkiksi hiottaessa osan yhtä pintaa, työkappaleen yksipuolinen kuumeneminen aiheuttaa sen ylöspäin kaareutumisen ja taipumisen. Kun työkappale jäähtyy työstön jälkeen, siihen muodostuu keskeltä koverta muotoeroa, Tämä ilmiö on erityisen selvä ohuiden osien työstämisessä.
6 Prosessijärjestelmän rasituksesta johtuvat muodonmuutosvirheet
6.1 Peruskäsitteet
Koneistuskoneistojärjestelmä muuttuu leikkausvoiman vaikutuksesta, kiinnityspaineen vaikutuksesta, inertiavoiman vaikutuksesta, painovoiman vaikutuksesta sekä voimansiirron vaikutuksesta. Nämä muodonmuutokset häiritsevät työkalun ja työkappaleen välistä oikeaa suhteellista asentoa, mikä puolestaan heikentää työkappaleen työstötarkkuutta.
6.2 Työkappaleen riittämätön jäykkyys ja sen aiheuttama muodonmuutos
Jos työstettävän kappaleen jäykkyys on prosessijärjestelmässä suhteellisen alhainen verrattuna työstökoneeseen, työkaluun ja kiinnitystelineeseen, työstövoimien vaikutuksesta kappaleen jäykkyyden puutteesta johtuva muodonmuutos vaikuttaa merkittävästi työstötarkkuuteen.
6.3 Työkalun riittämätön jäykkyys ja sen muodonmuutos kuormituksen vaikutuksesta
Kun ulkoreunan sorvausterää käytetään työstössä, sen jäykkyys on erittäin suuri sen työstöpinnan normaalin suuntaan eli (y)-suunnassa, minkä vuoksi sen aiheuttama muodonmuutos voidaan jättää huomiotta. Sen sijaan, kun porataan halkaisijaltaan suhteellisen pieniä sisäreiän, terän varren jäykkyys on erittäin heikko, ja terän varren voiman vaikutuksesta aiheutuva muodonmuutos vaikuttaa merkittävästi reiän työstötarkkuuteen.
6.4 Työstökoneen osien riittämätön jäykkyys ja rasituksesta johtuva muodonmuutos
Työstökoneen osat koostuvat useista yksittäisistä osista. Työstökoneen osien jäykkyyden laskemiseksi ei ole tähän mennessä kehitetty sopivaa ja yksinkertaista menetelmää, joten jäykkyys määritetään edelleen pääasiassa kokeellisin menetelmin. Muodonmuutos ja kuormitus eivät ole lineaarisessa suhteessa toisiinsa, ja kuormituskäyrä sekä purkukäyrä eivät ole päällekkäisiä, vaan purkukäyrä on kuormituskäyrää jäljessä. Käyrien välissä oleva pinta-ala edustaa kuormitus- ja purkausjakson aikana kulutettua energiaa. Tämä energia kuluu kitkan aiheuttamaan työhön. Vasta useiden kuormitus- ja purkausjaksojen jälkeen kuormituskäyrän alkupiste ja purkauskäyrän loppupiste osuvat yhteen, ja jäännösmuodonmuutos pienenee vähitellen nollaan.
6.5 Prosessijärjestelmän jäykkyys ja sen vaikutus työstötarkkuuteen
6.5.1 Prosessijärjestelmän jäykkyyden muutoksista johtuvat virheet
6.5.2 Leikkausvoiman vaihteluista johtuvat virheet
Koneistusprosessin aikana työkappaleen koneistusvarojen vaihtelu, materiaalin epätasaisuus ja monet muut tekijät aiheuttavat muutoksia leikkausvoimissa, mikä puolestaan muuttaa prosessijärjestelmän muodonmuutoksia ja aiheuttaa siten koneistusvirheitä.
6.5.3 Kiinnityksen aiheuttamat virheet
Kun työkappale on kiinnitettynä, sen jäykkyyden ollessa heikko ja kiinnityspaineen suunnan sekä kiinnityskohdan valinnan ollessa epäasianmukaisia, työkappale voi vääntyä, mikä puolestaan aiheuttaa vastaavia työstövirheitä.
6.5.4 Muiden voimien vaikutus
6.6 Menetelmät prosessijärjestelmän rasitusmuodonmuutosten vähentämiseksi
Edellä esitetyn prosessijärjestelmän jäykkyyttä koskevan selvityksen perusteella voidaan todeta, että jos prosessijärjestelmän muodonmuutoksia halutaan vähentää, on parannettava järjestelmän jäykkyyttä, pienennettävä leikkausvoimia ja rajoitettava niiden vaihteluväliä.
6.6.1 Prosessijärjestelmän jäykkyyden parantaminen
6.6.2 Leikkausvoiman pienentäminen ja sen vaihtelu
Valitsemalla sopivat työkalut, lisäämällä etukulman ja pääkulman suuruutta sekä parantamalla työstettävän materiaalin työstettävyyttä sopivalla lämpökäsittelyllä voidaan saavuttaa leikkausvoiman pienentyminen.
7 Työkappaleen jäännösjännityksistä johtuvat virheet
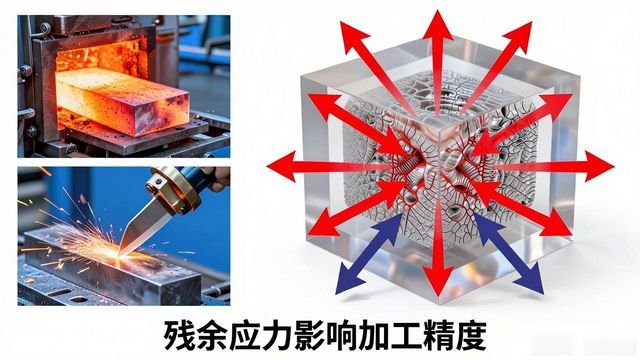
Kun ulkoinen kuormitus poistetaan, työkappaleen sisälle jäävä jännitys on jäännösjännitystä. Jäännösjännitys syntyy metallin epätasaisesta tilavuusmuutoksesta, Jäännösjännityksen syntymiseen vaikuttavat ulkoiset tekijät ovat lämpökäsittely ja kylmäkäsittely. Jäännösjännitystä sisältävät osat ovat epävakaassa tilassa, ja heti kun niiden sisäisen jännityksen tasapaino häiriintyy, sisäisen jännityksen jakautuminen muuttuu, mikä puolestaan aiheuttaa uutta muodonmuutosta ja vaikuttaa työstötarkkuuteen.
7.1 Sisäisten jännitysten syntymisen syyt
Sisäisten jännitysten syntyyn vaikuttavat pääasiassa seuraavat tekijät: ensinnäkin raakakappaleen valmistuksen aikana syntyvät sisäiset jännitykset, toiseksi kylmämuokkausprosessin aikana syntyvät sisäiset jännitykset ja kolmanneksi työstön aikana syntyvät sisäiset jännitykset.
7.2 Toimenpiteet sisäisten jännitysten vähentämiseksi tai poistamiseksi
1. Käytä sopivaa lämpökäsittelyprosessia. 2. Anna työkalulle riittävästi aikaa muovautua. 3. Osan rakenteen on oltava järkevä, yksinkertainen ja seinämien paksuuden tasainen.
8 Säätövirhe
Jokaisessa koneistuksen työvaiheessa on väistämättä tehtävä jonkinlaisia säätöjä prosessijärjestelmään, ja koska säätöjä ei voida tehdä täysin tarkasti, syntyy säätövirheitä. Prosessijärjestelmässä työkappaleen ja työkalun keskinäinen sijainti tarkkuus työstökoneella varmistetaan säätämällä työstökoneita, työkaluja, kiinnittimiä tai työkappaleita. Kun koneen, työkalun, kiinnittimen ja työkappaleen raakakappaleen alkuperäinen tarkkuus täyttää prosessin vaatimukset eikä dynaamisia tekijöitä oteta huomioon, säätövirheiden vaikutus on ratkaiseva tekijä työstötarkkuuden kannalta.
9 Mittausvirheet
Osien työstämiseen vaikuttavat monet tekijät, ja työstämisen jälkeisessä mittauksessa mittaustarkkuuteen vaikuttavat suoraan myös mittausmenetelmä, mittauslaitteiden tarkkuus sekä työkappaleen kunto ja objektiiviset ja subjektiiviset tekijät.
10 toimenpidettä koneistustarkkuuden parantamiseksi
10.1 Alkuperäisen virheen pienentäminen
Parannetaan osien työstössä käytettävien työstökoneiden geometrista tarkkuutta. Parannetaan kiinnittimien, mittauslaitteiden ja itse työkalujen tarkkuutta. Hallitaan prosessijärjestelmän voimista johtuvaa muodonmuutosta. Hallitaan prosessijärjestelmän lämpömuodonmuutosta. Hallitaan työkalujen kulumista. Hallitaan sisäisten jännitysten aiheuttamaa muodonmuutosta. Hallitaan myös mittausvirheitä. Nämä kaikki kuuluvat alkuperäisten virheiden suoraan vähentämiseen. Koneistustarkkuuden parantamiseksi on analysoitava kaikki alkuperäiset virheet, jotka aiheuttavat koneistusvirheitä. Eri tilanteiden mukaan on toteutettava erilaisia ratkaisutoimenpiteitä niille alkuperäisille virheille, jotka aiheuttavat suurimman osan koneistusvirheistä. Tarkkuusosien työstämisessä on pyrittävä parantamaan käytettävien tarkkuuskoneiden geometrista tarkkuutta ja jäykkyyttä mahdollisimman paljon sekä hallitsemaan työstöprosessin aikana syntyviä lämpömuodonmuutoksia. Jos työstetään osia, joissa on muotoiltuja pintoja, on keskityttävä erityisesti muotoilutyökalun muotovirheiden ja työkalun asennusvirheiden vähentämiseen.
10.2 Virheiden kompensointimenetelmä
Tiettyjen prosessijärjestelmän alkuperäisten virheiden osalta voidaan käyttää virhekompensointia, jolla hallitaan niiden vaikutusta osien työstövirheisiin.
10.2.1 Virheiden kompensointimenetelmä
Tämä menetelmä perustuu siihen, että luodaan keinotekoisesti täysin uusi alkuperäinen virhe, jolla kompensoidaan tai kumotaan alkuperäisen prosessijärjestelmän luontainen virhe, jolloin lopullisena tavoitteena on vähentää työstövirheitä ja parantaa työstötarkkuutta.
10.2.2 Virheiden kompensointimenetelmä
Käyttämällä hyväksi jo olemassa olevaa alkuperäistä virhettä kompensoidaan tai kumotaan osittain tai kokonaan joko kyseinen alkuperäinen virhe tai jokin toinen alkuperäinen virhe.
10.3 Alkuperäisen virheen eriyttäminen tai tasoittaminen
On olemassa menetelmä, jolla voidaan parantaa työstettävien osien tarkkuutta. Menetelmä perustuu alkuperäisten virheiden jakamiseen. Niiden osien pintojen osalta, joille asetetaan korkeat tarkkuusvaatimukset, on olemassa myös toinen menetelmä, jossa alkuperäiset virheet tasoitetaan asteittain jatkuvan koetyöstön aikana.
10.3.1 Alkuperäisen virheen erittely (ryhmittely) -menetelmä
Virheiden jakautumislain mukaisesti raakakappaleiden tai edellisessä työvaiheessa valmistettujen kappaleiden mitat jaetaan mittausten perusteella n ryhmään, jolloin kunkin ryhmän kappaleiden mitta-alue supistuu alkuperäisen 1/n:ksi. Seuraavaksi työkalun tarkka sijainti suhteessa työkappaleeseen säädetään kunkin ryhmän virhealueen mukaan, jolloin kunkin ryhmän työkappaleiden mittojen hajontakeskiarvot pysyvät olennaisesti samana. Lopulta koko erän työkappaleiden mittojen hajonta pienenee huomattavasti.
10.3.2 Alkuperäisten virheiden tasoittaminen
Tämä menetelmä on prosessi, jossa kohteen pinnalla alun perin esiintyviä virheitä pienennetään ja tasoitetaan jatkuvasti asianmukaisen työstön avulla. Mikä on homogenisoinnin periaate? Se tarkoittaa, että vertaillaan ja tarkastellaan toisiinsa läheisesti liittyvien työkappaleiden tai työkalujen pintoja, tunnistetaan niiden väliset erot ja suoritetaan sitten niitä vastaava korjaava työstö tai vertailupisteiden työstö.
10.4 Alkuperäisen virheen siirtyminen
Tässä kuvatun menetelmän ydin on siirtää alkuperäinen virhe virheelle herkästä suunnasta suuntaan, joka ei ole virheelle herkkä, eli muuntaa alkuperäinen virhe ei-herkäksi. Erilaisten alkuperäisten virheiden vaikutus osan työstämisen aikana syntyviin virheisiin on suoraan riippuvainen siitä, sijaitsevatko nämä alkuperäiset virheet virheille herkällä suunnalla. Jos työstöprosessin aikana onnistutaan siirtämään virheet suuntaan, joka ei ole herkkä työstövirheille, työstötarkkuutta voidaan parantaa huomattavasti. Toisin sanoen alkuperäiset virheet siirretään muihin osiin, jotka eivät vaikuta työstötarkkuuteen.
saada aikaan tuomio
Koneistuksen aikana virheitä ei voida välttää, vaan vasta analysoimalla virheiden syitä perusteellisesti voidaan ryhtyä tarvittaviin ennaltaehkäiseviin toimenpiteisiin, mikä puolestaan vähentää koneistusvirheitä ja parantaa koneistustarkkuutta. Kiinan konepajateollisuuden kehityksen ja erilaisten osien kysynnän kasvun myötä koneistustarkkuudelta vaaditaan yhä suurempaa tarkkuutta. Siksi koneistustarkkuudella on edelleen korvaamaton rooli nykyaikaisessa konepajateollisuudessa.












Ei kommentteja