

关于复合化机床, 国际上并没有明确的定义呢, 它正处于创新发展的进程当中。复合加工, 又被叫做完全加工、多功能加工。在早期的时候, 曾把加工中心称作复合加工机床。然而, 随着复合加工技术持续地发展以及进步, 现在的复合加工机床与以前所说的复合加工机床产生了本质上的差异。复合加工机床依据一次装夹零件的方式来完成多种加工工序, 这使得加工时间得以缩短, 还提升了työstötarkkuus, 所以受到了用户的欢迎。数控车铣复合机床, 属于复合加工机床里的一种主要机型, 一般是在数控车床上达成平面铣削, 完成钻孔攻丝, 进行铣 槽等铣削加工工序, 具备车削、铣削以及镗削等复合功能, 可实现一次装夹、全部完成的加工理念。

车铣复合加工机床存在着铣刀旋转这一运动, 还有工件旋转的运动, 以及铣刀轴向进给的运动, 另外还有径向进给的运动, 这四个属于基本运动。按照工件旋转轴线跟刀具旋转轴线相对位置不一样的情况, 车铣复合加工主要能够分成轴向车铣加工, 以及正交车铣加工,还有一般车铣加工。其中轴向车铣和正交车铣是两类应用范围广泛的车铣加工方法。因为轴向车铣加工里铣刀与工件的旋转轴线彼此平行, 所以它不但能够加工外圆柱表面, 还能够加工内孔表面。正交车铣加工, 因铣刀与工件的旋转轴线彼此相互垂直, 在内孔直径比较小的时候, 它没办法对内孔展开加工。不过, 在加工外圆柱表面之际, 鉴于铣刀的纵向行程不存在限制, 并且能够采用相对较大的纵向进给, 所以, 在加工外圆柱表面时, 其效率相对较高。


相较于常规numeerinen työstö工艺, 车铣复合加工具有一些优势, 具体体现在以下几个方面: 首先, 它能够缩短产品制造工艺链, 进而提高生产效率。其次, 车铣复合加工可以安装多种特殊刀具, 其采用新型的刀具排布方式, 能够减少换刀时间, 以此提高käsittelyn tehokkuus。再者, 车铣复合加工能够实现一次装夹完成全部或者大部分加工工序, 这大大缩短了产品制造工艺链。一方面, 这样减少了因装卡改变而导致的生产辅助时间, 另一方面, 也减少了工装卡具制造周期和等待时间, 显著提高了生产效率。

缩减装夹次数, 提升加工精度。装卡次数的降低规避了因定位基准转变致使的误差累积。与此同时, 车铣复合加工设备大多具备在线检测功能, 能够达成制造过程关键数据的在位检测以及精度控制, 进而提高产品的加工精度;其床身设计是高强度一体化的, 增强了对难切削材料的重力加工能力;该机床配备有自动送料装置, 能够实现自动上料以保持连续, 基本上达成单台机床的流水线作业。

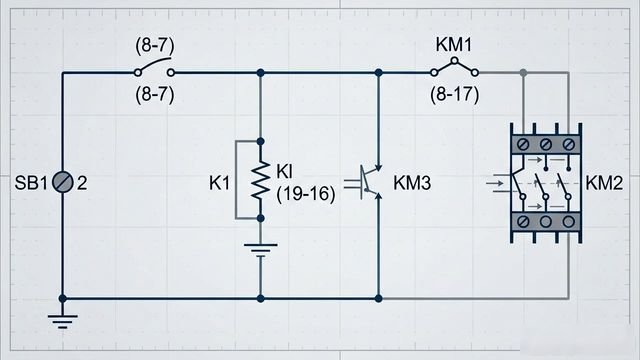
按下台岛Mill-Turn-työstökeskus的SB1, 其动断触点(8 – 7)能让K1和KM3断电释放, 触点Kl(19 – 16)打开, 致使KM1断电释放, 这样就切断了主电动机电源。数控机床按下SB1的同时, 其动合触点(8 – 17)闭合并且接通如下电路: 电源线为(8)→SBl(8 – 17)→KPl(17 – 21)→KMI(21 – 20)→KM2的线圈→电源线(”。台岛车铣复合加工中心致使反转接触器KM2获得电力从而动作起来, 在KM2动作之后, 它的动台触点KM2(8 – 17)让自锁线路得以接通, 当把按钮SA1放开之后, KM2依旧因获得电力而动作。
数控车床车铣中心是一种加工方式, 这种加工方式具备稳定性, 具备快速性, 具备精密性, 刀塔加上栉式的设计能够减少换刀机台空跑的距离,并且能够提高加工的效率, 栉式刀座能使简易的铣削在车床上同步完成, 可以节省二次加工带来的麻烦以及不便, 拥有精密主轴, 其具备稳定的特点, 还具备提供率的切削能力, 采用15°倾斜床台设计,兼顾力学方面内容以及排屑这一情况, 使得原本刀塔加上栉式式的排屑难以得到完整的解决, 采用线轨式设计, 能够满足使用者切削负荷以及快速移动的需求, 可以让加工物件的车削纹路变得细致, 且精度保持稳定。













Ei kommentteja