
将对焊接变形予以预防以及使之减少的方法, 必然得去考量焊接工艺的设计情形, 并且要在进行焊接之际去克服冷热循环所生发的变化, 收缩是没办法消除掉的情形, 然而却能够进行控制, 减少收缩变形的途径是存在于以下几个方面之内的。
1 勿过量焊接
随着增添的金属于焊接点处进行填充时, 会致使产生较为显著的变形力。当焊缝尺寸得到恰宜的制定时, 不但会带来较小的焊接变形状况, 而且能够予以焊材以及时间实现节省。用于填充焊缝的焊接金属量理应处于最小程度, 焊缝应当呈现出平坦或者微微凸起之势, 过量的焊接金属并不会促使强度得以增加。相反地, 会造成收缩力的增加, 进而使焊接变形得以增加。
2 间断焊缝
还有一种让焊缝填充量得以减少的办法是, 更多地运用间断焊接这种方式。比如说在焊接加强板的时候, 采用间断焊接能够把焊缝填充量降低75%, 并且是能够保证所需强度的。
![图片[1]-减少焊接收缩变形,这方法好!-大连富泓机械有限公司](/wp-content/uploads/2026/06/1781958117526_0.jpg)
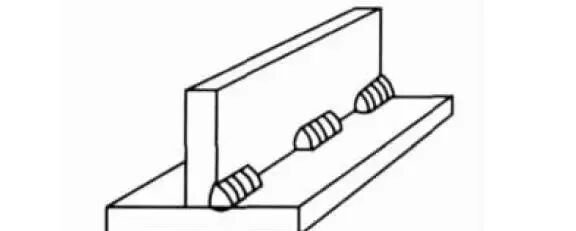
3 减少焊道
相比采用细焊丝并且进行多焊道焊接, 采用粗焊丝且进行少焊道焊接所产生的变形更小。当进行多焊道焊接时, 每一焊道引发的收缩会累计起来, 进而增加了焊缝总的收缩量。从图中能够看出, 少焊道、粗焊条的焊接工艺, 比多焊道、细焊条的焊接工艺, 效果要好。
![图片[2]-减少焊接收缩变形,这方法好!-大连富泓机械有限公司](/wp-content/uploads/2026/06/1781958117526_1.jpg)
需要留意, 采用粗焊丝以及少焊道焊接这类方式, 或者细焊丝且多焊道焊接这种工艺, 是要依据材质来确定的, 一般而言, 低碳钢、16Mn等材质, 适用粗焊丝配少焊道焊接, 不锈钢、高碳钢等材质, 则适用细焊丝加多说道焊接。
4 反变形技术
焊接以前, 要让零件预先朝着和焊接变形相反的方向去弯曲, 或者倾斜放置, 仰焊或者立焊的情况除外。反变形的预置量是需要经过试验来确定的。预弯、预置或者预拱焊接零件, 这是利用反向机械力, 去抵消焊接应力的一种简单方法。当工件进行预置的时候, 会产生致使工件和焊缝收缩应力相反的变形。焊前的预置变形与焊后变形相互抵消, 从而让焊接工件成为理想平面。
![图片[3]-减少焊接收缩变形,这方法好!-大连富泓机械有限公司](/wp-content/uploads/2026/06/1781958117526_2.jpg)
![图片[4]-减少焊接收缩变形,这方法好!-大连富泓机械有限公司](/wp-content/uploads/2026/06/1781958117526_3.jpg)
还有一种常常会被运用到的用来平衡收缩力的办法, 是把相同的焊接工件以相对的方式进行放置, 并且把它们给夹紧夹住。预弯这个操作同样能够采用这样的方法来进行, 在进行夹紧这个动作之前, 要把楔子放置在工件的恰当合适的位置上。
![图片[5]-减少焊接收缩变形,这方法好!-大连富泓机械有限公司](/wp-content/uploads/2026/06/1781958117526_4.jpg)
特殊的重型焊接工件, 因其自身刚性, 或者零件相互位置, 能够产生所需的平衡力, 倘若没有产生这些平衡力, 那就需要利用其他方法, 去平衡焊接材料的收缩力。这样做的目的, 是彼此相互抵消。平衡力, 能够是其他收缩力, 也能够是利用工装夹具所形成的机械约束力;还能够是部件装焊顺序排列所产生的约束力;甚至能够是因为重力而形成的约束力。
5 焊接顺序
依据工件的结构形式来确定合理的组装顺序, 以此让工件的结构于同一位置收缩, 在工件的中和轴处开设双面坡口, 采用多层焊接的方式, 并且确定双面焊接的顺序, 在角焊缝当中采用间断焊接, 第1道焊接的时候所产生的收缩由第2道焊接时的收缩予以平衡, 工装夹具能够在所需的位置将工件固定住, 从而增加刚性, 减小焊接变形, 这一方式被广泛应用于小工件或者小型组件的焊接, 因为增大了焊接应力, 所以只适用于塑性较好的低碳钢结构。
6 焊后去除收缩力
将焊缝冷却时, 敲击是抵消其收缩力的一种办法, 敲击会让焊缝延伸, 得以变得更薄, 进而消除应力(也就是弹性变形)。然而, 应用这种办法得留意, 焊缝根部不可敲击, 敲击之时有可能产产裂纹。一般而言, 盖面焊道上同样不可用来敲击。
由于, 盖面层存在能够影响焊缝检测的焊缝裂纹可能性, 进而产生硬化效果。故而, 技术的采用存在局限性, 甚至有实际要求在多层焊道范围内(除打底焊和盖面焊之外)进行焊道敲击, 以此来处理变形或者裂纹问题。热处理同样是去除收缩力的一种方式, 对工件的高温以及冷却加以控制;有时针对相同工件采取背靠背夹装、焊接的操作, 凭借此类校直条件达到消除应力的目的, 让工件残余应力处于最小状态。
6 减少焊接时间
进行焊接操作时会出现受热以及冷却的情况, 在传输热量这个过程当中也是需要耗费时间的。所以呢, 时间这样一个因素同样会对变形产生影响。一般来说, 是期望在那些体积较为大的工件出现受热膨胀之前, 能够尽快将焊接工作给完成的。像焊条所具备的类型以及尺寸、焊接时的电流、焊接的速度等这些焊接工艺, 它们会对焊接工件收缩以及变形的程度造成影响。机械化焊接设备投入使用, 使得焊接所需要的时间以及受热所引发的变形量都有所减少。
二、减少焊接变形的其他方法
1 水冷块
有诸多技术能够用以控制特殊焊接工件发生焊接变形 , 比如说 , 在薄板焊接期间 , 运用水冷块能够带走焊接工件所产生的热量 , 借助铜焊或者锡焊把铜管焊接至铜制夹具之上 , 经由水管开展循环冷却 , 以此来降低焊接变形。
![图片[6]-减少焊接收缩变形,这方法好!-大连富泓机械有限公司](/wp-content/uploads/2026/06/1781958117526_6.jpg)
2 楔形块定位板
钢板对焊时用于有效控制焊接变形的一种技术是“定位板”, 如图所示, 定位板一端焊在工件的一块板处, 另一端把楔形块楔入压板, 甚至能够采用多个定位板排列, 以此来保持焊接时对焊接钢板进行定位以及固定。
![图片[7]-减少焊接收缩变形,这方法好!-大连富泓机械有限公司](/wp-content/uploads/2026/06/1781958117526_7.jpg)
3 消除热应力
除掉特殊状况之外, 运用加热去消除应力并非正确的办法, 应当于工件焊接完成之前开展预防或者减少焊接变形。
三、结论

因要降低焊接变形以及残余应力所带来的影响, 故而在对工件展开设计与焊装操作的时候, 应当留意下面这几点:
(1)不进行过量焊接;
(2)控制好工件的定位;
(3)尽可能采用间断焊接,但应满足设计要求;
(4)尽可能采用小的焊脚尺寸;
(5)针对施行开坡口焊接之举, 应当要让接头的焊接量呈现为最小的量级, 还要去考量双边坡口用来替换掉单边坡口所述的接头情况。
(6)尝试尽量运用多层多焊道焊去替换单层双边焊交替进行焊接, 于工件中和轴的位置开展双面坡口焊接的操作, 运用多层焊的方式, 确定好双面焊接的顺序。
(7)采用多层少焊道焊接;
(8)采取低热输入焊接工艺, 这意为着有更高的熔敷率, 还有较快的焊接速度。
(9)使用变位机, 让工件处于船形焊位置, 此位置, 能够运用大直径焊丝以及高熔敷率焊接工艺。
(10)尽可能在工件的中和轴设置焊缝,并对称施焊;
(11) 尽量凭借焊接顺序以及焊接定位, 让焊接热量均衡地进行扩散。
(12)向工件的无约束方向焊接;
(13)使用夹具、工装和定位板进行调整、定位。
(14)向收缩的相反方向预弯工件或预置焊缝接头。
(15)将这些部件按照序列进行分件的焊装, 之后再开展总焊装, 如此这般能够让焊接在围绕中和轴的时候, 始终维持着平衡状态。













Ei kommentteja