
征集火热进行中, 点 击查 看 活动详情
焊接总体原则
2. 装配时, 船体结构部件或者分段需维持尺寸准确无误, 装配间隙要均匀一致。对于那些不符合图纸要求、标准规定以及工艺规范的部件或者分段, 不可以开展焊接作业。
3. 对一船体结构实施焊接操作时, 大体而言, 应当依照从中央朝着左右、前后的次序来开展。对于对称结构, 应由双数焊工同时开展对称焊接工作。
4. 当对一条焊缝开展焊接操作时, 需依据焊缝于船体结构里所处的位置情况, 从靠近结构中央的那一端朝着结构边缘的那一端进行施焊, 或者是从焊缝的中点朝着两端进行施焊。
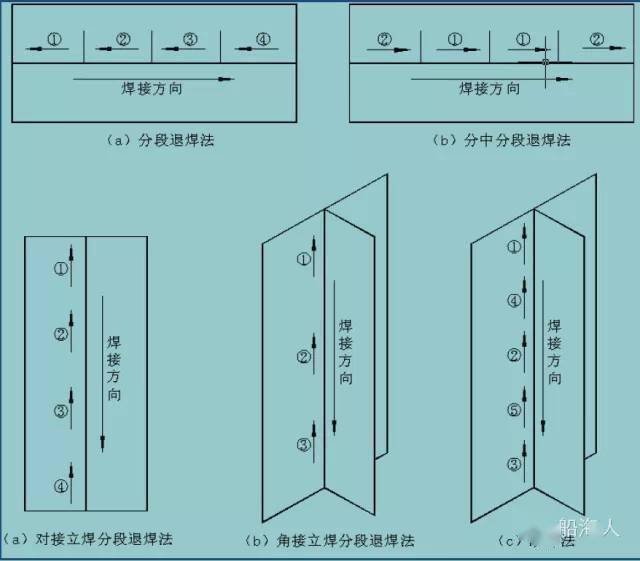
5. 进行手工焊、CO2焊焊接较长焊缝时, 对于SMAW, 其长度要求大于1m, 对于CO2焊, 其长度要求大于2m, 这时应采用分段退焊法、分中分段退焊法或者跳焊法, 像图1所呈现的那样。进行立向下焊接时采用的是直通焊。

图1 退焊法和跳焊法的焊接顺序
1.多层进行焊接之时, 每一层焊道的焊接方向得保持一致, 然而各层的焊接方向能够是相反的。焊道的接头应当相互错开, 错开的距离不小于30mm。
船体建造各阶段的焊接顺序
1. 拼板
在板列实施拼板焊接之际, 依据板缝所呈现的排列情形, 能够依照图2当中的(a)、(b)、(c)、(d)来展开操作。
图2 列板拼板焊接顺序
2. 船体构件
焊缝的先后顺序, 在船体内部, 针对桁材跟肋骨, 及构架和平板这些, 要契合如下的要求。
a) 结构当中同时存有对接以及角接焊缝之际, 应当先去焊接对接焊缝, 之后再去焊接角接焊缝, 至于具体顺序可见图3的(a)和(b)。
b) 当结构里头同时有立角焊缝和平角焊缝存在的时候, 要先对立角焊缝施予焊接操作, 之后再去焊接平角焊缝, 而具体的先后顺序可以参照图3(c)。
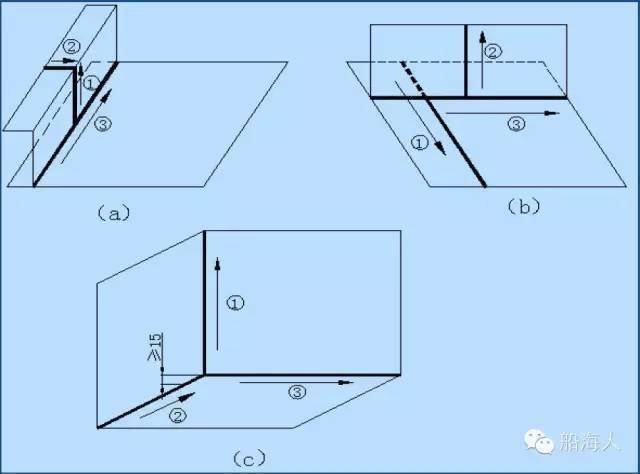
图3 内部构件焊接顺序
3. 平面组件(分段)
3.1 如构件需要对接焊,应预先进行。
3.板与各构件之间角焊缝的焊接顺序, 被例示在4(a)、(b)的图中, 这里面的那个图4(a), 是适合于对称结构的。
3.3, 要是角焊缝的端部处于分段的合拢边, 那么在该段部得留出大概200mm的长度先不进行焊接, 等到合拢的时候再实施焊接, 就如同图4(c)所呈现的那样。
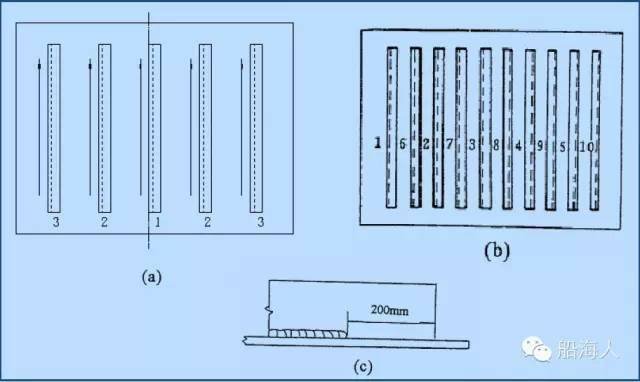
图4 角焊缝焊接顺序
4. 立体分段制作
4.1 典型顺序
a) 依照3规定, 于平面组件制造里, 提前达成甲板、外底板跟纵骨之间角焊缝的焊接。
b) 纵桁、肋板以及内底板平面组件定位焊完成之后, 依照图5(a)所呈现的顺序, 让双数焊工以对称的方式, 对1(1) ─ 2(2) ─ 3(3) ─ 4(4)…区内, 纵桁、纵骨和肋板之间的立角焊缝进行焊接。
c) 上述立角焊缝完成之后, 要按照图5(b)所展示的顺序以及方向, 由双数焊工进行对称焊接, 焊接1(1) ─ 2(2) ─ 3(3) ─4(4)…区内纵桁、肋板与底板之间的平角焊缝。不过, 位于分段合拢边的角焊缝端部需要留出200mm的长度, 暂时不进行焊接, 等到船台合拢的时候再进行焊接操作, 就如同图4(c)所呈现的那样。
d) 外底板平面组件, 及至与舭板进行定位焊之后, 再去焊接外板以及舭板之间的具有对称性的焊缝。
e) 先进行分段翻身, 在上述对接完成之后, 去焊接纵桁、肋板跟外板之间的平角焊缝, 其顺序要求跟(c)是一样的。
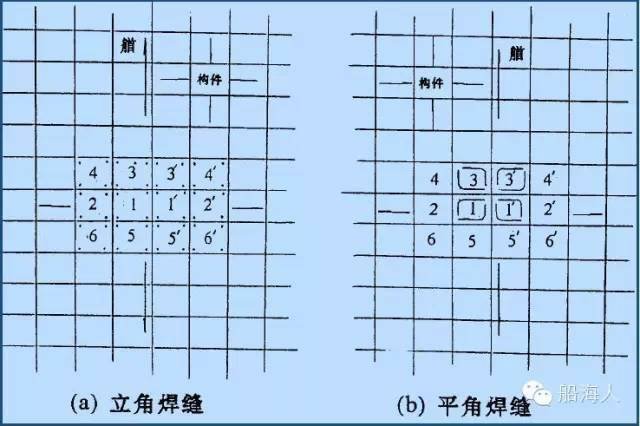
图5 分段角焊缝焊接顺序
4.2 贯穿处
如图6(a)所示,按下述顺序焊接:
①焊接补板间的对接焊缝;
②焊接骨材与补板间的角焊缝;
③焊接补板与筋板、底板间的角焊缝。
其中②、③应先焊图中的可视侧。
如图6(b)所示,先焊图中的可视侧,两侧均按下述顺序焊接:
①焊接骨材与肋板间的角焊缝;
②焊接骨材与补板间的角焊缝;
③焊接补板与肋板间的角焊缝。
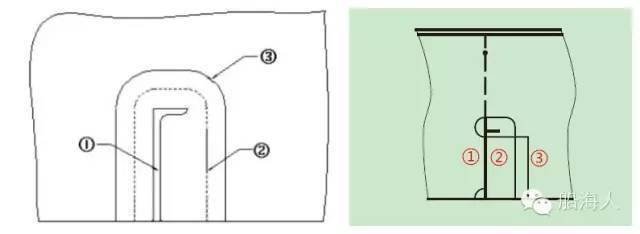
图6 贯穿件焊接顺序
5. 船台大合拢
5.1 原则焊接顺序
处于船台大合拢状况时,各总段相互之间的原则焊接顺序是这样的: 起始于基准段, 朝着艏、艉这两个方向逐个地依次展开进行。于图7所呈现的示例当中, 序号1、2、3、…、12属于原则合拢顺序, 这种顺序是不被允许逾越跨越的。
分段船台吊装后应尽快焊接,不得只吊装不焊接。
图7 船体合拢焊接顺序
5.2 纵向合拢缝
按图8当中a至b的次序, 把底部这个部分、横壁这个部分、舷侧这个部分、甲板等诸多分段, 进行合拢操作, 之后再实施焊接, 将其焊接成环形总段。
5.3 横向合拢缝
将图8里, 从①到②再到③最后到④这样的顺序, 用以达成相邻总段之间的合拢焊接操作。然而, 各个横向合拢缝, 应当是在跟它相交的纵向合拢缝完成过后, 才去进行焊接。
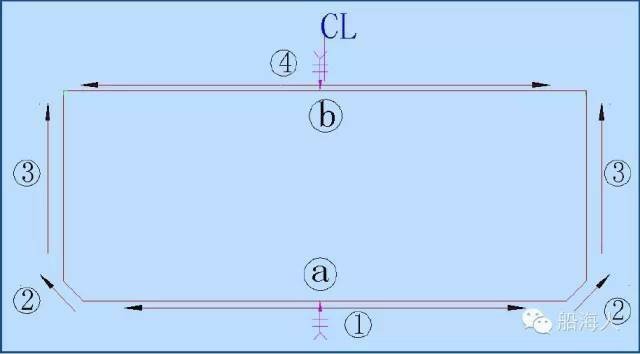
图8 典型合拢焊接顺序
5.4 构件合拢处
如图9所示,焊接顺序为:
①板的对接;
②构件的对接;
③构件与板间的角焊缝。
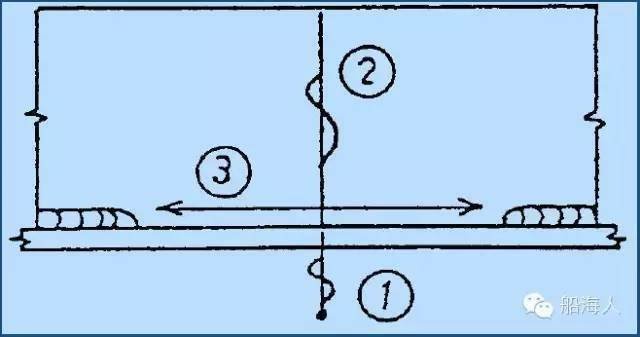
图9 合拢口焊缝焊接顺序
6. 工艺孔
与各种工艺孔相关的焊接顺序呈现出如图10所示的状态。原本图片当中的第1幅图左侧所标注的数字3, 经由本平台进行修改之后变为了1。
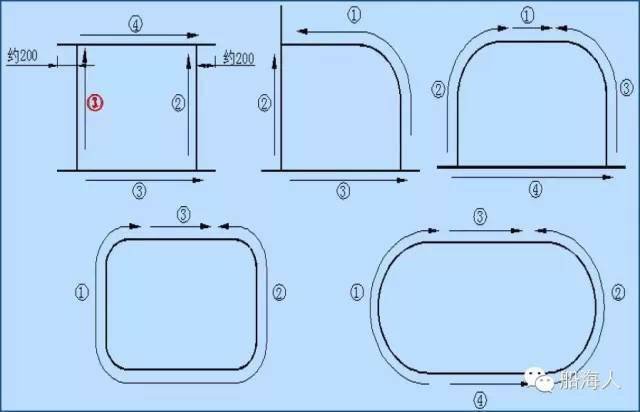
图10 工艺孔焊接顺序













Ei kommentteja