


CNC-sorvin kierteitysohjeiden G32, G92, G76 yksityiskohtainen käyttö.
X, Z kierteen päätepisteen (piste C) koordinaatit; U, W alkupisteen koordinaatit lisäarvon loppupisteen koordinaatteihin; R kartiokierteen päätepisteen säde ja alkupisteen säde positiivisen ja negatiivisen tuomion R-arvon erotuksen ja G90:n välinen ero samalla tavalla, sylinterimäiset kierteet R = 0, voidaan jättää pois; F pitch-arvoa varten.

Koneistusprosessin reitin kehittäminen: 3 tyypillistä pintakoneistusreittiä + 4 keskeistä periaatejaksotusta.
Koneistusprosessin asetusten suunnittelussa prosessireittien kehittäminen on koko prosessisuunnittelun keskeinen luuranko, joka määrittää suoraan, voivatko osien käsittelytarkkuus täyttää standardin, korkea ja matala tuotantotehokkuus, valmistuskustannukset ovat hallittavissa. Monet uudet käsityöläiset tekevät usein virheitä

Toisen bondihitsauksen virran ja jännitteen yhteensovittaminen on vain kolmen tempun asia!
Tärkein syy siihen, miksi aloittelevat hitsaajat eivät pysty sovittamaan virtaa ja jännitettä yhteen, on se, että he eivät tunne niiden välistä suhdetta eivätkä tiedä, mikä niiden merkitys on. Virran tehtävänä on ohjata hitsaussyvyyttä (virta voidaan ymmärtää myös langansyöttönopeutena, mitä suurempi virta on vakiojännitteen vallitessa).

1.1 Yleiskatsaus CNC-jyrsintä-/työstökeskuksiin
FANUC-järjestelmän CNC-jyrsinkoneen / työstökeskuksen ohjelmointi ja käyttö 1.1.1 CNC-työstökoneiden luokittelu 1.1 Yleiskatsaus CNC-jyrsinkoneeseen / työstökeskukseen 1.1.1 CNC-työstökoneiden luokittelu CNC-työstökoneet ovat työstökoneita, joita ohjataan CNC-tekniikalla. Ne luokitellaan niiden työstötarkoitusten mukaan

Miten G76 olisi ohjelmoitava
G76-ohjeet ja G92 ovat samat kuin kierteiden kääntäminen, erona on, että G92 on yksinkertainen sykli, G76 on yhdistetty sykli, G76 tarvitsee vain määrittää kierteen käsittelypaikan sykli ja viimeisen leikatun langan loppukoordinaatit voivat olla. Tätä ohjetta voidaan käyttää isometristen suorien kierteiden ja kartiokierteiden kääntämiseen.

Argonkaarihitsaus, kaksi sidottu hitsaus, plasmahitsaus, laserhitsaus, miten valita?
Ensinnäkin, vain tulla ystävä esitellä käyttöönotto argon kaarihitsaus, kaksi sidottu hitsaus, plasmahitsaus, laserhitsaus, toimintaperiaate kunkin ja sen edut. Kätevä oppia tai tulla jalostusteollisuuden pomot valita. Argon kaarihitsaus argon kaarihitsaus kaari käyttäen korkeapaine hajoaminen kaaren käynnistysmenetelmä

2026 Huizhou korkean tarkkuuden alumiiniseos tapauksessa CNC-koneistus valmistaja Top 3 Suositeltava
2026 Huizhou korkean tarkkuuden alumiiniseos kuori CNC-työstö valmistajat Top3 suositellaan drones, optiset laitteet, lääketieteelliset laitteet ja muut teollisuudenalat korkean tarkkuuden, kevyt päivitys, alumiiniseos kuori CNC-työstö kysyntä kasvaa edelleen

Kokoonpanon teräsrakenteen solmujen ydinteknologian tutkimus ja haasteet
01 Yleiskatsaus koottujen teräsrakenteiden solmuihin Kiina on edistänyt koottujen rakennusten kehittämistä viime vuosina, ja neliönmuotoisten teräsputkien pylväiden ja palkkien kootuista liitäntäsolmuista on vähitellen tullut tutkimuksen hotspot niiden korkean tehokkuuden ja ympäristöetujen vuoksi. Kokoonpantu teräsrakenne eroaa perinteisestä rakennuksen rakenteesta, se valmistetaan tehtaalla.

10 pakollista kirjaa koneenrakennusinsinööreille: tie aloittelijasta mestariksi
Konetekniikan insinöörit ovat nykyaikaisen teollisuuden kehityksen kantavia voimia, mutta jos haluat päästä alalle mestariksi, käytännön kokemus ei yksin riitä läheskään aina. Tänään olen valinnut sinulle 10 koneenrakennusinsinöörien on luettava klassisia kirjoja
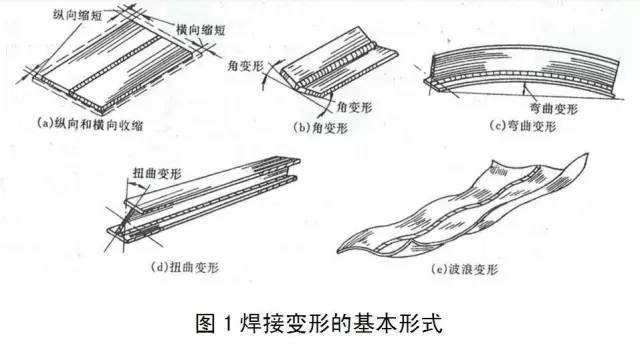
Teknologia|Hitsauksen muodonmuutosten korjaaminen ja teräsrakenteen valvonta
Tässä kirjassa keskitytään hitsauksen muodonmuutosten hallintaan. Sisältöön kuuluvat hitsausmuodonmuutoksen laki ja palkkien ja pylväiden hitsauksen taivutusmuodonmuutoksen laskenta, hitsattujen levyrakenteiden laatikkopalkkien rungon levyjen esikaarron laskenta, hitsausmuodonmuutoksen pienentämismenetelmä, hitsausmuodonmuutoksen pienentämismenetelmä ja hitsausmuodonmuutoksen laskenta.
