
Hitsatut liitokset ovatteräsrakenteetTämä on yleinen liitosmenetelmä, ja kun kyseessä on tiettyyn tärkeyteen liittyvä hitsaus, täysi tunkeumahitsaus on hyvin yleinen. Metallien hitsauksen aikana lämmitettävän alueen metallin ja ympäröivän perusmetallin välinen lämpötilaero paikallisen kuumennus- ja sulamisprosessin aikana aiheuttaa hitsausprosessissa hetkellisiä jännityksiä.
Kun hitsaussauma on jäähtynyt alkuperäiseen lämpötilaansa, hitsaussauma koko liitosalueella sekä vetojännitysalue sauman läheisyydessä ja perusmateriaali puristusjännitysalueella saavuttavat numeerisen tasapainon, mikä johtaa itse rakenteen hitsautumiseen.Jäännösjännitys.
Tässä vaiheessa hitsausrakenteen muodonmuutos tapahtuu monin eri tavoin hitsausjännitysten vaikutuksesta. Jäännösjännitysten olemassaolo ja muodonmuutosten syntyminen liittyvät toisiinsa, eikä ole vaikeaa löytää keinoja muodonmuutosten estämiseksi, vähentämiseksi ja korjaamiseksi, jos muodonmuutosten malli voidaan tunnistaa.
Yksi,Hitsauksen vääristymätMuodot ja syyt
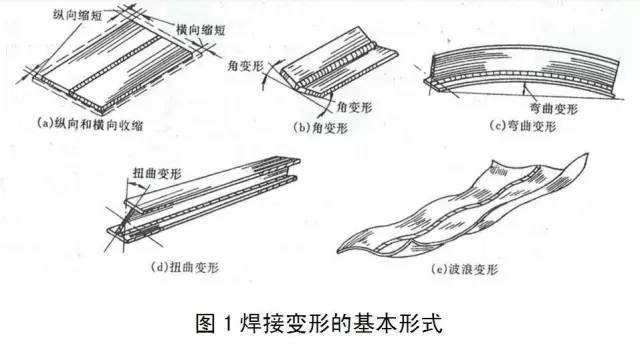
Teräsrakenteen hitsauksen jälkeen syntyvä muodonmuutos voidaan jakaa suurelta osin kahteen tilanteeseen, eli kokonaisrakenteen muodonmuutokseen ja rakenteen paikalliseen muodonmuutokseen, kokonaisrakenteen muodonmuutos kattaa rakenteen pituussuuntaisen ja poikittaisen lyhenemisen sekä taivutuksen eli vääntymisen, ja paikallisessa muodonmuutoksessa on erilaisia muotoja, kuten kupera taivutus, aaltoileva, kulmikas muodonmuutos ja niin edelleen.
1.1 Muodonmuutosten yleiset perusmuodot
Yleisen hitsauksen muodonmuutoksen perusmuoto on seuraava: levyn viistehitsaus, joka on tuotettu tilanteen pituuden lyhentämisen, eli pituussuuntaisen supistumisen, sekä leveyden kaventumisen, eli poikittaisen supistumisen muodonmuutoksen, sekä levyn viistehitsaus, joka on tuotettu kulmamuodonmuutoksen jälkeen.
Hitsauksen jälkeen jäsenen kulmamuodonmuutos osoittaa numeerista eroa jäsenen pitkittäisakselin suunnassa, ja laippojen ja jäsenen rainan pituussuuntainen supistuminen ei ole tasaista, mikä johtaa vääntömuodonmuutokseen.
Ohuen levyn hitsauksen jälkeen perusaineeseen kohdistuvan puristusjännityksen alue on epävakaa, mikä johtaa levyn pinnan vääntymiseen ja sitten aaltomaisen muodonmuutoksen muodostumiseen; hitsaussauman pituussuuntainen supistuminen ja poikittaissuuntainen supistuminen komponentin keskipisteeseen ja akseliin nähden esittävät epäsymmetrisen tilanteen, joka laukaisi komponentin yleisen taivutuksen, tällainen muodonmuutos on muodonmuutoksen taivutus.

Nämä muodonmuutokset kuuluvat muodonmuutosten perusmuotoihin, erilaisiin monimutkaisiin rakenteellisiin muodonmuutoksiin, ovat näiden perusmuodonmuutosten kehitystä, ovat näiden perusmuodonmuutosten muuntumisen tulosta, ovat näiden perusmuodonmuutosten kattava esitys.
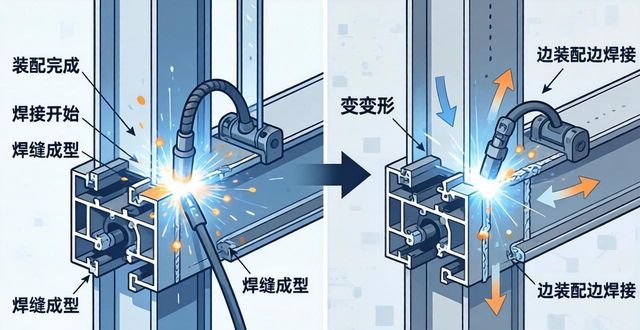
1.2 Hitsauksen muodonmuutosten syyt
Hitsausprosessin aikana hitsauskappale kuumenee paikallisesti eri tasaisesti, mikä aiheuttaa hitsausjännityksiä ja muodonmuutoksia. Hitsauksen aikana metalli laajenee hitsaussaumassa ja sauman läheisyydessä olevalla lämmitetyllä alueella, mitä ympäröivä viileämpi metalli estää, mikä johtaa puristusjännityksiin ja plastisiin kutistumismuodonmuutoksiin hitsausalueen sisällä, jossa poikittainen ja pituussuuntainen kutistuminen vaihtelee. Molempiin suuntiin tapahtuva kutistuminen johtaa erityyppisiin muodonmuutoksiin hitsatussa rakenteessa.
II Hitsattujen rakenteiden muodonmuutokseen vaikuttavat tekijät
On otettava huomioon hitsauksen muodonmuutoksen vaikutus useisiin tekijöihin, on olemassa tällainen tilanne, joskus sama tekijä, pituussuuntaiseen muodonmuutokseen jonkinlainen vaikutus, poikittaiseen muodonmuutokseen päinvastainen vaikutus, muodonmuutoskulmalla on myös päinvastainen vaikutus. Tekijät eri muodonmuutos vaikutuksen kattava analyysi sen vaikutuksesta lakiin on ymmärrettävä, mikä on ryhtyä kohtuullisiin toimenpiteisiin säätiön muodonmuutoksen hallitsemiseksi. Jos et tee tätä, on vaikea saavuttaa haluttuja tuloksia.
(1) Hitsin poikkipinta-alalla on vaikutus, hitsin poikkipinta-ala viittaa metallialueen sisällä olevaan fuusiolinjaan, kun hitsin pinta-ala on suurempi, niin plastisen muodonmuutoksen aiheuttama jäähdytys kutistuminen on suurempi.
(2) sen vaikutus on hitsauksen lämmöntuotto, yleensä, jos lämmöntuotto on suuri, niin lämmitys korkean lämpötilan vyöhykkeen jälkeen alue on suuri, jäähdytysnopeus on hidas, ja anna sitten yhteinen muovinen muodonmuutos vyöhyke kasvaa, onko se on pituussuuntainen, poikittainen tai kulmamuodonmuutos, on muodonmuutos lisää vaikutus muodonmuutoksen, mutta pinnan verhous, kun lämmöntuotto kasvaa jossain määrin, koska koko levyn paksuus lämpötila pyrkii lähestymään Kuitenkin, kun lämmöntuonti kasvaa tiettyyn tasoon, koska koko levyn paksuuden lämpötila pyrkii olemaan lähellä levyn paksuuden lämpötilaa, kulmamuodonmuutos ei enää lisäänny, vaikka lämmöntuonti edelleen kasvaisi, vaan pienenee.
(3) Työkappaleen esilämmityksellä on vaikutusta, myös kerrosten välisellä lämpötilalla on vaikutusta, mitä korkeampi esilämmityslämpötila on, mikä vastaa lämmönsyötön lisääntymistä, mikä hidastaa työkappaleen jäähtymisnopeutta, mikä johtaa lisääntyneeseen kutistumiseen ja muodonmuutokseen, ja mitä korkeampi kerrosten välinen lämpötila on, sama on totta.
(4) Kyseessä olevan rakennusteräksen hitsauksessa yleisesti käytetyistä menetelmistä, kuonahitsausta lukuun ottamatta, upokaarihitsauksessa on suurin lämmöntuotto, ja muiden samankaltaisten tekijöiden, kuten hitsauspinta-alan, ollessa kyseessä sillä on suurin kutistusvääristymä. Kaarihitsauksen käsikäyttöisen hitsauksen lämmöntuotto on keskimmäinen, ja sen kutistusvääristymä on pienempi kuin upotetun kaarihitsauksen, kun taas hiilidioksidisuojakaasuhitsauksen lämmöntuotto on pienin, ja sen kutistusvääristymä on niin ikään pienin.
(5) Muodonmuutosten osalta hitsauksen sijainti vaikuttaa rakenteessa epäsymmetrisesti, ja tämä epäsymmetria voi aiheuttaa erilaisia muodonmuutoksia.
(6) rakenteen jäykkyys hitsauksen muodonmuutos vaikuttaa rakenteen jäykkyyden kokoon, pääasiassa rakenteen muodon ja sen poikkileikkauksen koon perusteella rakenteen jäykkyyden määrittämiseksi on suhteellisen pieni, hitsauksen muodonmuutos on merkittävämpi, rakenteen jäykkyys, hitsaus on valmis muodonmuutoksen jälkeen suhteellisen pieni.
(7) Puhuminen kokoonpano ja hitsaus eritelmät hitsauksen muodonmuutos vaikutus näiden kahden, koska eroja kokoonpano menetelmiä käytetään, joten muodonmuutos rakenteen on myös vaikutusta yleiseen kokoonpano on valmis ja sitten mennä hitsaamaan, muodonmuutos yleinen tilanne on pienempi kuin kokoonpano puolella hitsauksen tilanne.
Kun projektin hitsaus, ottaen huomioon kaikenlaiset olosuhteet ja monet tekijät yhdessä on rooli, hitsaus jälkeen jäännösmuodonmuutos laki on suhteellisen monimutkainen, tietää vaikutus yksittäisten tekijöiden yksin, auttaa suorittamaan erityisiä kattava analyysi todellisen tilanteen projektin.
III Toimenpiteet rakenteellisten muodonmuutosten ehkäisemiseksi ja vähentämiseksi
(1) Hitsien poikkileikkausalueen pienentämiseksi on saavutettava edellytys, että hitsi on ehjä eikä siinä ole liiallisia vikoja, ja sen jälkeen valitaan mahdollisimman pitkälle pienemmät viistoon liittyvät mitat, eli kulma ja rako.
(2) Myötölujuus seuraavalla alueella, kovettuvuus ei ole kovin vahva teräs, pienemmän lämmöntuonnin käyttö, mahdollisuuksien mukaan ei mennä esilämmitykseen tai vähentää esilämmityslämpötilaa, välikerroksen lämpötilaa; etusijalle asetetaan pienemmän lämmöntuonnin hitsausmenetelmät, kuten CO2-kaasusuojattu hitsaus.
(3) paksujen levyjen hitsaus mahdollisimman pitkälle käyttämällä monikerroksista hitsausta yksikerroksisen hitsauksen sijasta.
(4) Kun molemmat puolet voidaan hitsata, on käytettävä symmetristä viistettä molemmilla puolilla ja monikerroshitsauksessa käytettävä hitsausjärjestystä, joka on symmetrinen komponentin keskiakseliin nähden, kuten alla olevassa kuvassa 2 on esitetty.
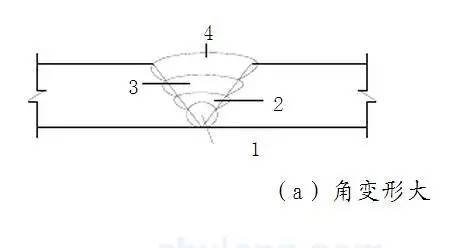
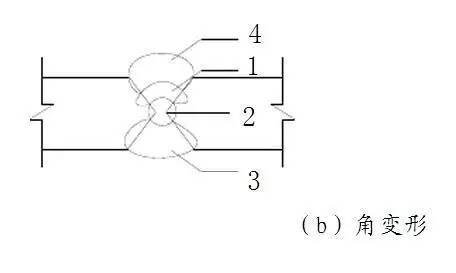
Kuva 2: Kulmavääristymien vähentäminen symmetrisellä hitsausjaksolla, jossa on kaksipuolinen viisteytys.
(5) T-liitoslevyn paksuus on suurempi avoimen viistetyn kulmahitsin kanssa, katso kuva 3:
Kuva 3: Avoin viistetty täytehitsaus T-liitosten suurta levypaksuutta varten.
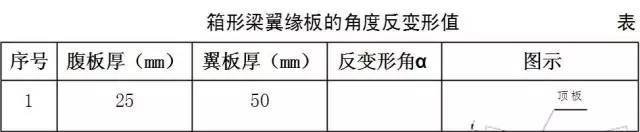
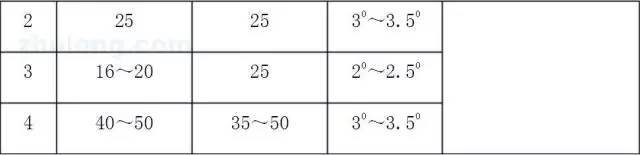
(6) Ennen hitsausta tapahtuvan vastamuodonmuutoksen käyttö hitsauksen jälkeisen kulmamuodonmuutoksen hallitsemiseksi, joka on hyvin yleinen menetelmä tuotannossa, ja hitsauskappaleen perusoffset- (kompensointi-) käyttäytyminen olisi tehtävä etukäteen.
Hitsauksen jälkeisen muodonmuutoksen estäminen saavutetaan tällä tavoin hitsauksen jälkeisen taivutuksen vastamuodonmuutoksella. Taulukossa 1 esitetään laatikkopilarien viitearvot hitsausta edeltävän vastamuodonmuutoksen osalta ja kuvassa 4 H-palkkien viitearvot hitsausta edeltävän vastamuodonmuutoksen osalta, ja ne esitetään erikseen.
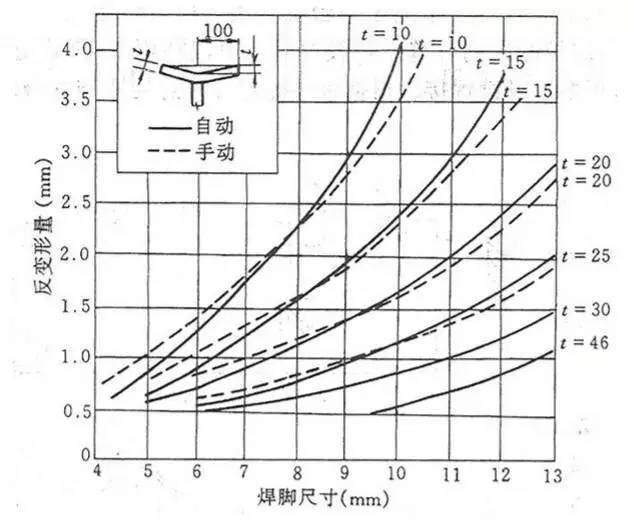
Kuva 4 H-teräslaipan takaiskumuodonmuutoksen viitearvo ennen hitsausta.
(7) Jäykkä kiinnitysmenetelmä, eli pakotettu menetelmä. Todellisessa tuotannossa komponentin jäykkyyttä varten muodonmuutos hitsauksen jälkeen on yleensä pienempi, ja pienten komponenttien jäykkyyttä varten voidaan parantaa ennen hitsausta komponentin jäykkyyttä, jotta hitsauksen jälkeinen muodonmuutos vähenee vastaavasti. Kun käytät tätä menetelmää, varmista, että odotat, kunnes hitsaus on jäähtynyt, ennen kuin kiinnike ja tuki voidaan poistaa, yleiset menetelmät ovat kiinnitysmenetelmä, tukimenetelmä, rengasmenetelmä, väliaikainen kiinnitysmenetelmä (kuten hitsausnaulakiinnitys ja puristuskiinnitysmenetelmä), paikannushitsausmenetelmä.
(8) Vasarahitsausmenetelmä ohuiden levyjen hitsauksessa tarkoittaa, että ohuen levyn hitsiä ja sen lämpövaikutteista vyöhykettä vasaroidaan heti, kun se ei ole jäähtynyt kokonaan, kun taas paksujen levyjen hitsauksessa vasarointiin käytetään ilmapistoolia.

(9) Hitsin pituussuuntaisen kutistumismuodonmuutoksen kompensointi käyttämällä menetelmää, jossa varaudutaan jäsenen pituuteen.
(10) suunnittelussa mahdollisimman paljon vähentää hitsien määrää ja kokoa, hitsit olisi järjestettävä kohtuullisesti, sen lisäksi, että estetään hitsien esiintyminen tiheässä tilanteessa, mutta annetaan myös hitsien sijainti mahdollisimman lähellä komponentin keskipistettä ja paikan akselia, ja tehdä hitsien ja komponentin tilanteen järjestäminen vastaamaan toisiaan.
Symmetrinen akseliin nähden.
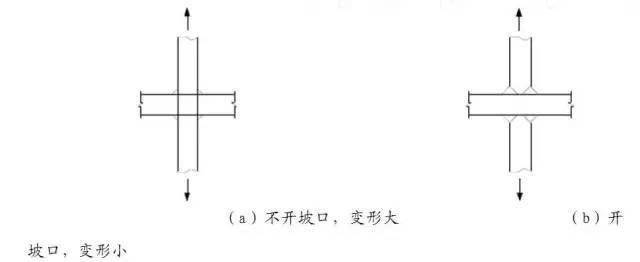
(11) Hitsausjärjestys on valittava oikein, kun teräsrakenne on kaksi samanaikaisesti, eli puskuhitsi ja täytehitsi, sen periaatteen mukaisesti, että puskuhitsi hitsataan ensin ja sitten päinvastoin hitsaamaan täytehitsiä. Risti- ja T-muotoisissa hitsauksissa on tärkeämpää ottaa käyttöön oikea järjestys, jotta vältetään jännityskeskittymät hitsauksen aikana ja varmistetaan, että liitosten laatu pysyy hyvänä. Ota sellainen symmetria koko teräsrakenteessa ja hitsausmenetelmän akselissa sekä ottaa keskeltä kohti hitsausmenetelmän kahta osaa, sillä muodonmuutosten vähentäminen on erittäin suotuisaa. Teräsrakenteen tärkeiden osien hitsauksessa, joilla on korkeat lujuusvaatimukset, saumojen olisi annettava supistua mahdollisimman vapaasti ilman, että niitä rajoitetaan.
Neljä, hitsauksen jälkeisen korjausmenetelmän hitsauksen muodonmuutos
Hitsatut rakenneosat esiintyi hitsauksen muodonmuutos, jotta saavutetaan suunnittelu, eritelmän vaatimukset, on korjattava, toisesta näkökulmasta tämä korjaus on itse asiassa yrittää aiheuttaa uutta muodonmuutosta kompensoimaan tai kompensoimaan tapahtunut muodonmuutos. Rakennustuotannossa yleisimmin käytetyt hitsauksen jälkeiset jäännösmuodonmuutosten korjausmenetelmät voidaan jakaa voimakorjaukseen, lämmityskorjaukseen ja näiden kahden menetelmän yhdistettyyn käyttöön.
4.1 Voiman korjausmenetelmä
Esineiden oikaisu voimaa käyttämällä tapahtuu yleensä tunkilla tai ruuvikuormaajalla, mutta se voidaan tehdä myös rullasuoristuslaitteella tai jopa suurella puristimella.
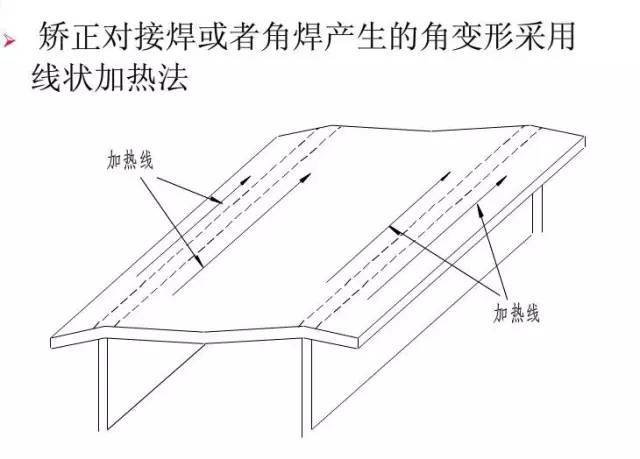
4.2 Lämmityksen korjausmenetelmä
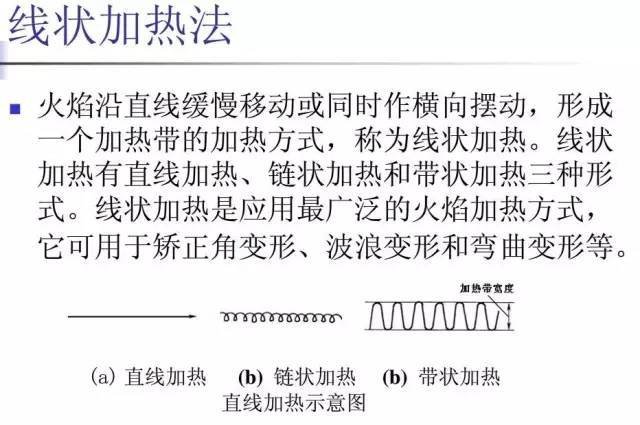
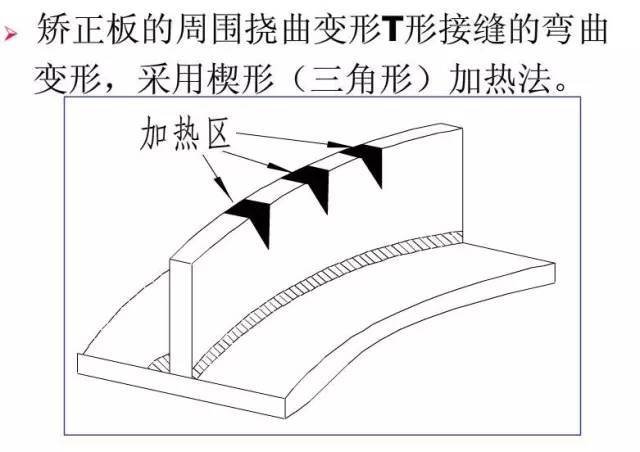
Juuri epätasainen kuumeneminen antaa rakenteelle mahdollisuuden saada käänteinen muodonmuutos, joka kompensoi alkuperäisen hitsin muodonmuutoksen tai toimii sen vastapainona. Lämmönkorjausmenetelmän lämmitysmenetelmä voidaan jakaa pistelämmitykseen, linjalämmitykseen ja kolmiolämmitykseen. Lämmityksen korjaus voi poistaa paljon voimakorjaus ei voida ratkaista muodonmuutos, liekin paikallisen lämmityksen aiheuttaman muodonmuutoksen laki, on avain hyvään korjaukseen, liekkikorjauksen vaikutuksen määrittämiseksi on pääasiassa lämmityksen sijainti ja lämmityslämpötila. Lievästä teräksestä ja yleisestä seoksesta hitsausrakenne, yleensä käyttäen 650-8000C lämmityslämpötila, yleinen tilanne ei saisi ylittää 9000C. katso taulukko 2, erilaisia värejä voi tunnistaa lämpötila-alueen.

Lämmityskorjauksissa voidaan käyttää ulkoisia voimia lämmitysprosessin aikana korjaustulosten parantamiseksi. Kun liekinkorjaus suoritetaan, lämmityspisteen jäähdyttämiseen on kaksi tapaa, nimittäin luonnollinen jäähdytys ja vesijäähdytys. Vesi- ja palokorjausmenetelmän käyttö voi saada rakenteellisen korjauksen tuottamaan nopeampia tuloksia, ja korjauksen määrä voi ylittää luonnollisella jäähdytyksellä saavutetun korjauksen määrän. Tämä koskee H-palkkien oikaisua, kun kyseessä on suuri poikkileikkaus.













Ei kommentteja