

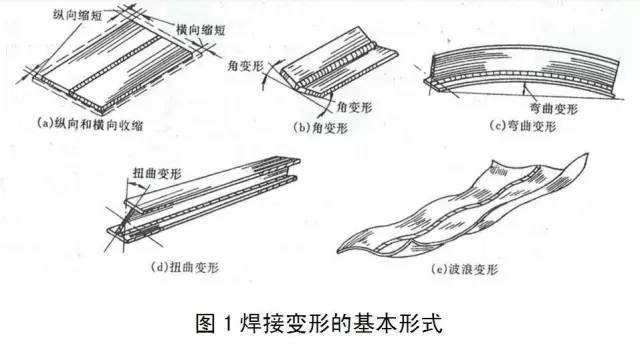
Teknologia|Hitsauksen muodonmuutosten korjaaminen ja teräsrakenteen valvonta
Tässä kirjassa keskitytään hitsauksen muodonmuutosten hallintaan. Sisältöön kuuluvat hitsausmuodonmuutoksen laki ja palkkien ja pylväiden hitsauksen taivutusmuodonmuutoksen laskenta, hitsattujen levyrakenteiden laatikkopalkkien rungon levyjen esikaarron laskenta, hitsausmuodonmuutoksen pienentämismenetelmä, hitsausmuodonmuutoksen pienentämismenetelmä ja hitsausmuodonmuutoksen laskenta.
Koneistusprosessin reitin kehittäminen: 3 tyypillistä pintakoneistusreittiä + 4 keskeistä periaatejaksotusta.
Koneistusprosessin asetusten suunnittelussa prosessireittien kehittäminen on koko prosessisuunnittelun keskeinen luuranko, joka määrittää suoraan, voivatko osien käsittelytarkkuus täyttää standardin, korkea ja matala tuotantotehokkuus, valmistuskustannukset ovat hallittavissa. Monet uudet käsityöläiset tekevät usein virheitä


Miten leikata kovera-kupera muotin yhteinen materiaali WEDM: llä? Uusi ratkaisu
2. Käsittelyn monimutkaisuus: se, onko kovera-kupera muotin suunnittelurakenne monimutkainen vai ei, ja se, tarvitseeko se korkean tarkkuuden käsittelyä vai ei, vaikuttaa käsittelyvaikeuksiin ja -aikaan, mikä vaikuttaa hintaan. Yllä on Zhikai CNC:n selittämä kovera-kupera muotin peruskäsitteistö, joka hallitsee kovera-kupera muotin lankaleikkauskoneistuksen vaiheet.
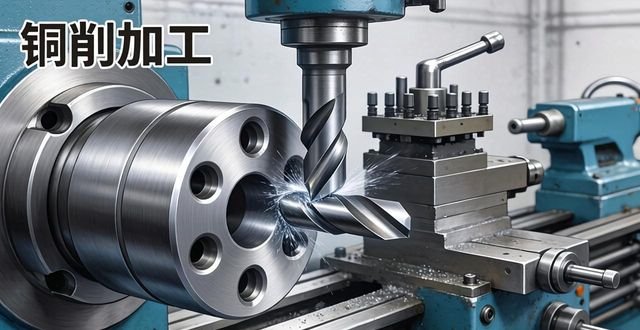
Porauksen ja poratyökalujen peruskäsitteet
Kuva 1 Kaaviokuva sylinterimäisten reikien porauksesta Kuva 2 Kaksiteräinen poratyökalu Kuva 3 Modulaarinen poratyökalu Poraus on leikkausprosessi, jossa pyörivää yksiteräistä poratyökalua käytetään suurentamaan työkappaleeseen tehty reikä tiettyyn kokoon vaaditun tarkkuuden ja pinnankarheuden saavuttamiseksi.

Nopeasti avattavan paineastian käytännön kokeen simulaation kysymyspankki (uusi versio).docx
Nopeasti avattavat painesäiliöt Käytännön kokeen koekysymykset (uusi versio).docx,SIVU 1 Painesäiliötoiminnot - Nopeasti avattavat painesäiliöt (kohdekoodi R1) Käytännön kokeen koekysymykset Sisällysluettelo TOC o 1-
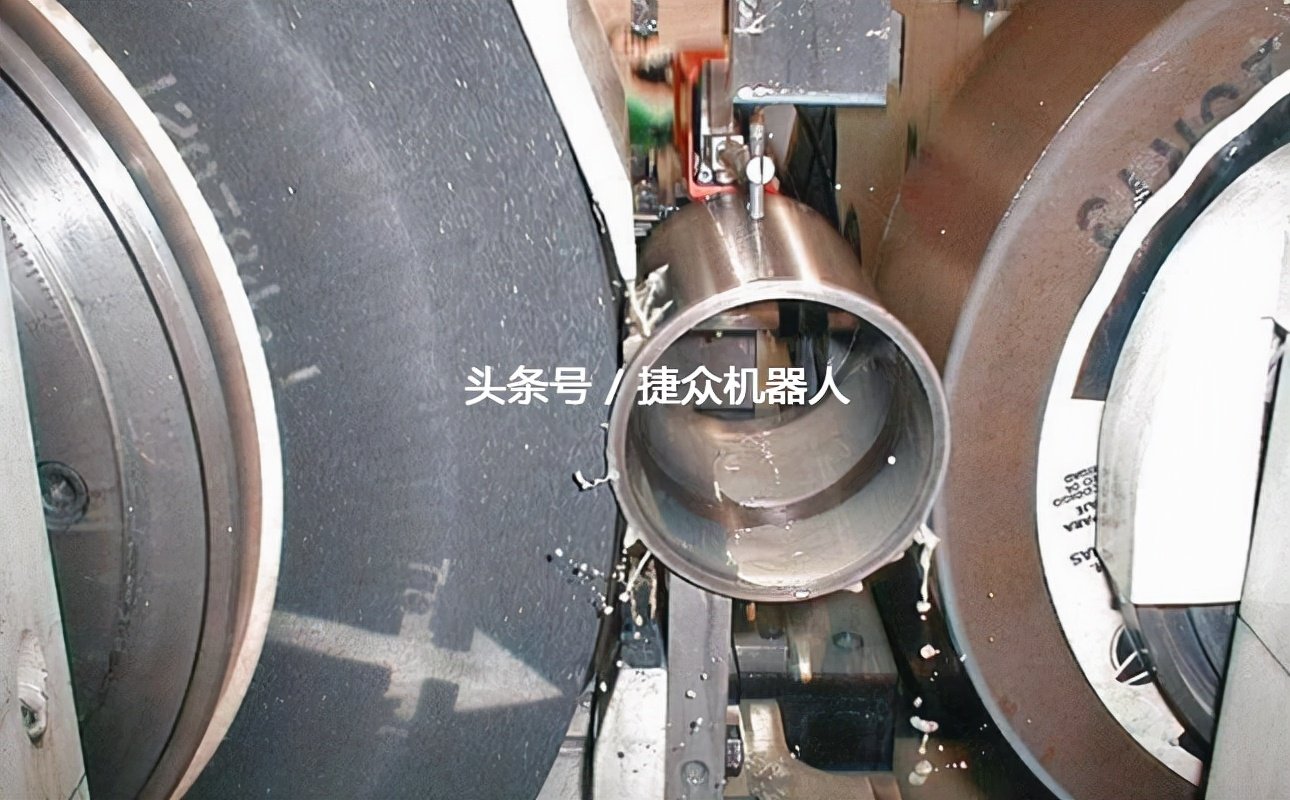
Mitä vikaa on keskipitkittäishiomakoneissa, jotka tuottavat pyöristetyillä reunoilla varustettuja työkappaleita?
JOHDANTO: Koska keskipisteettömällä hiomakoneella on korkean tuottavuuden ja paikoitusvirheiden poistamisen ominaisuudet, sitä on yleisesti käytetty koneistuksessa. Keskipisteettömällä hiomakoneella on kuitenkin usein prismaattinen virhe hiotussa työkappaleessa, jos keskipisteettömällä hiomakoneella hiotun työkappaleen ulkokehä on trigonaalinen.

CNC-työstötekniikka on muottien valmistustekniikan ydin.
Muotilla on monimutkainen rakenneprofiili, korkeat tarkkuusvaatimukset, käytettyjen materiaalien suuri kovuus, lyhyt valmistussykli ja niin edelleen. Muottien valmistus on monimutkainen tuotantoprosessi, jossa on tiukat tuotantosyklivaatimukset ja korkeat tekniset keinot. Jokainen muotti on uusi projekti

Kaivinkoneen käsivarren kauhan sauva taivutus muodonmuutos, BART korjaaja suora leikkaus ja hitsaus korjaus
Tämän kaivinkoneen puomi oli vääntynyt niin pahasti omistajan huonon käsittelyn vuoksi, että omistaja halusi myydä sen ja hankkia uuden, mutta mestari sanoi, että se voitaisiin vielä korjata ja saattaa uudenveroiseen kuntoon vain 2 000 ruplalla. Aluksi auton omistaja yritti vain katsoa, mitä hän voisi tehdä.
Ruostumattoman teräksen keskipitkän levyn laserleikkausprosessi
Taloudellisen kehityksen myötä ruostumattomasta teräksestä valmistettujen paksujen levyjen käyttöala on yhä laajempi, ja niihin liittyviä tuotteita on käytetty laajalti koneiden valmistuksessa, laivanrakennuksessa, sillanrakennuksessa ja muilla teollisuudenaloilla. Ruostumattoman teräksen paksujen levyjen käsittely perustuu laserleikkaukseen, ja korkealaatuisten leikkaustulosten saavuttamiseksi on hallittava tietyt prosessitaidot.
