
Tämä teksti käsittelee keskipakohiomakoneita, joita käytetään yleisesti koneistusteollisuudessa, koska niiden tuottavuus on suuri ja koska ne pystyvät poistamaan paikoitusvirheet. Keskipisteettömät hiomakoneet tuottavat kuitenkin usein työkappaleita, joissa on prismaattisia virheitä. Jos keskitön hiomakone hionta työkappaleen ulompi ympyrä on trigoninen muoto, vaikka halkaisija kunkin paikan on sama, mutta pyöristävyys virhe on suuri, vakavat tapaukset johtavat huono pyöristävyys työkappaleen ja tulla romu. Tässä artikkelissa keskipisteettömään hiomakoneeseen keskitytään kehittämään prismaattista pyöreää asiaankuuluvan sisällön esittelyyn. Tässä artikkelissa keskitytään keskipisteettömään hiontakoneeseen prismaattisen ympyrän sisällön käyttöönoton aloittamiseksi.
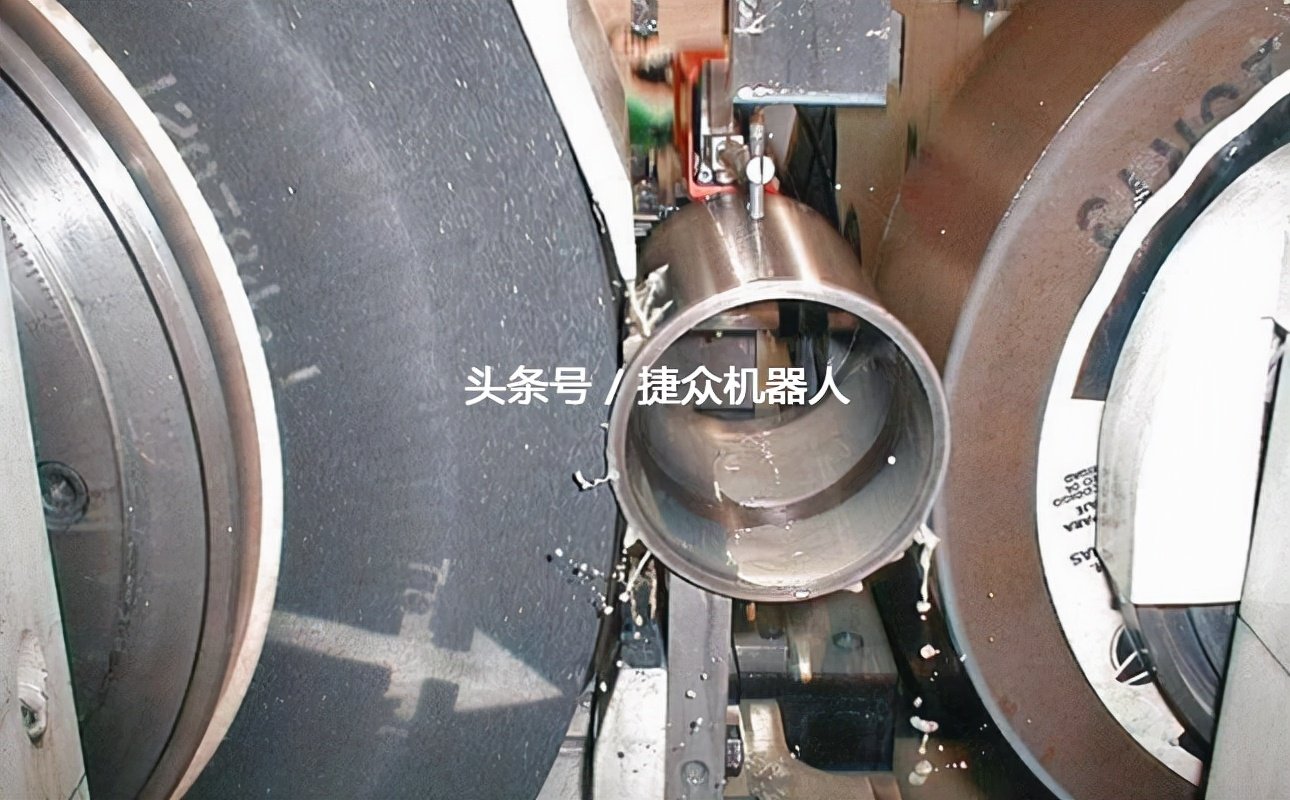
KeskipakohionnallaHiontaHiontakonetta kutsutaan keskipakohiomakoneeksi. Hionnassa työkappale pidetään hiomalaikan ja ohjainlaikan välissä ja se pyörii samaan suuntaan eri nopeuksilla. Hiomalaikka pyörii kiinteällä akselilla, joten työkappaleeseen kohdistuva voima on alaspäin, yleensä sen vuoksi, että sen lineaarinen nopeus on suurempi kuin työkappaleen lineaarinen nopeus kosketuskohdassa, ja se suorittaa hiontatoimenpiteen. Ohjainpyörä taas vaikuttaa työkappaleeseen sivuttaispainetta harjoittaen, yleensä karkealla tai kumisidoksisella hiomamateriaalilla, joka tarttuu työkappaleeseen. Hiomalaikan ja ohjainlaikan suhteellinen nopeus, joka saa aikaan hiontatoimen, määrittää myös sen, kuinka tehokkaasti materiaalia poistetaan työkappaleen pinnalta.
Centreless hiontakoneet näyttävät usein tällaisessa tilanteessa, hionta työkappaleen ulkopuolella ympyrän on suuri prismaattinen virhe, jolloin työkappaleen ulkopuolella ympyrän prismaattinen pyöreä, kuten kaksi piikkinen, kolme piikkinen, neljä piikkinen, viisi piikkinen, tai muita parillisia / parittomia harmonisia muotoja, jos käytät mikrometriä mitata halkaisija työkappaleen, ei voida mitata, koska halkaisija on sama, mikä puolestaan luo suuremman potentiaalin ongelmia. Seuraavassa kuvataan lyhyesti syitä keskipakohiomakoneilla tuotettujen työkappaleiden pyöristettyyn muotoon ja syitä keskipakohiomakoneilla tuotettujen työkappaleiden pyöristettyyn muotoon.parannuskeino.

Prismaattisten pyöreiden kappaleiden hionta keskipakoisilla hiomakoneilla
Syyt keskipakohiomakoneilla hiottujen työkappaleiden prismaattiseen pyöristymiseen
1, centerless hiontakone hiontaprosessi, työkappale on sijoitettu hiomalaikan ja ohjauspyörän väliin, jota kannake tukee, hiontapyörän hionnan rooli, ohjauspyörä ajaa työkappaleen pyörimään edistääkseen sen lähellä hiomalaikkaa, jota kannake tukee aksiaalisen syöttöliikkeen hiontaa varten, jos kannake yläpinta on tasainen ja työkappaleen keskipiste ja pyörän keskipiste, ohjauspyörän keskipiste samalla korkeudella, työkappaleen keskipisteen ja pyörän, ohjauspyörän kosketuspisteen välillä on halkaisijaltaan suurempi, työkappale on prismaattinen pyöreä. Tämä johtuu siitä, että työkappaleen keskipiste ei ole riittävän korkealla.
2, työkappaleen pyöreys ei ole hyvä alussa: Jos työkappaleen pyöreys ei ole hyvä alussa, kun kuoppa ja ohjainpyörä koskettavat, työkappale työnnetään hiomapyörän sivulle, sitten kuopan vastakkainen puoli hiotaan kraatterista, kraatterin syvyys on sama kuin kuopan korkeus. Kun työkappaleen hiontaa jatketaan, kohoava kohta koskettaa hiomalaikkaa, ja kuoppa koskettaa ohjainlaikkaa, ja työkappale työntyy ohjainlaikan puolelle hiomavoiman vaikutuksesta, eikä kohoava kohta hioudu pois. Vaikka hiotun työkappaleen halkaisija on sama keskipisteestä mitattuna, ulomman ympyrän ääriviivat eivät ole ideaalinen ympyrä vaan prismaattinen ympyrä.
3, pyörän epätasapaino, keskipakoisessa hiomakoneessa hiontaprosessissa, jos pyörä ei ole tasapainossa, se vaikuttaa hionnan tehokkuuteen ja hionnan laatuun, nopea pyörimisprosessi tuottaa keskipakovoimaa, tämä keskipakovoima laukaisee keskipakoisessa hiomakoneessa olevien komponenttien suhteellisen tärinän, mikä puolestaan vaikuttaa työkappaleen lieriömäisen muodon muotoon, mikä johtaa työkappaleen lieriömäiseen prismaattiseen pyöreään pyöreään.
Ratkaisu keskipakohiomakoneilla hiottujen työkappaleiden prismaattisen pyöreyden ongelmaan
1、Centreless hiontakone hiontaprosessissa, työkappaleen prismaattinen virhe liittyy pääasiassa työkappaleen keskipisteen korkeuteen, työkappaleen keskipisteen on oltava korkeampi kuin hiomalaikan ja ohjauspyörän keskipiste, jotta työkappale voidaan jauhaa paremman työstötarkkuuden saavuttamiseksi, työkappaleen keskipisteen korkeus ei ole kiinteä, työkappaleen alkuperäisen tarkkuuden mukaan on erilainen asianmukaisten säätöjen suorittamiseksi, mikä on työkappaleen korkeuden keskipisteen säätö.

Prismaattisten pyöreiden kappaleiden hionta keskipakoisilla hiomakoneilla

2, harkitse huonon hionnan alkuperäistä pyöreyttä: jos työkappaleen alkuperäinen pyöreys on huono, on tarpeen yrittää nostaa kiinnikettä niin, että työkappaleen keskikorkeus on yli 14 mm. Ja työkappaleen hiontaprosessissa käyttää pienempää syöttöä, suorittaa useita hiontaprosessia ja samalla milloin tahansa mitattavaan työkappaleeseen. Kun työkappaleen pyöreys saavuttaa prosessin tekniset vaatimukset, on tarpeen laskea kiinnikettä niin, että työkappaleen keskipisteen korkeus on 12-14 mm, ja jatka sitten hiontaa työkappaleen ulkohalkaisijan halkaisijan parantamiseksi, kunnes työkappale saavuttaa teknisten indikaattorien teknisten eritelmien säännösten tarkkuuden prosessin.
3, on kyse hiomapyörän epätasapainosta, miten tilannetta säädetään, jos hiomapyörässä on epätasapaino-ongelma, on tarpeen suorittaa kaksi staattista tasapainotuksen säätöoperaatiota, ja staattista tasapainotustoimintoa tarvitaan tasapainottamaan runko sekä karan tasapaino. Ensinnäkin, laita tasapaino arbor osaksi hiomalaikan chuck kartio holkki, ja sitten kiinnitetty mutteri, ja sitten sijoitetaan tasapaino runko, ja sitten jotkut tasapaino lohko osaksi hiomalaikan chuck rengas uran sisällä, säätää asemaa tasapaino lohko, jotta hiontapyörän painopiste voi olla kanssa pyörimisakselin kanssa yhtenevät keskenään, sen jälkeen se asennetaan hiomakoneeseen, olla käyttö hiontapyörän dresser on pyöristää pyörän jälkeen pyörä on sijoitettu uudelleen, jotta Kun hiomapyörä on pyöristetty hiomapyörän oikaisulaitteella, hiomapyörä asetetaan uudelleen tasapainotustelineeseen, tasapainotetaan uudelleen staattisesti ja asennetaan sitten takaisin hiomakoneeseen.
Centreless hiomakone hionta työkappale, on prismaattinen pyöreä ehto on, miten se on, selata edellä artikkeli voi ymmärtää, centreless hiomakone hionta työkappale on prismaattinen pyöreä, syy on työkappaleen keskikorkeus ei riitä, alkuperäinen pyöreys työkappaleen ei ole hyvä, hiontapyörä ei ole tasapainossa, jne., Voimme käyttää ratkaisua artikkelissa parantaa prismaattinen pyöreä virhe työkappaleen, parantaa työstötarkkuutta työkappaleen. Kiinnitä huomiota JZ Roboticsiin saadaksesi lisätietoja keskipakoisesta hiontakoneesta.
Hiontalaikatyyppien merkitys ja keskipakohiomakoneissa yleisesti käytettyjen hiomalaikkojen tekniset tiedot.
Varotoimenpiteet hiomalaikkojen vaihtamiseksi keskipakohiomakoneissa
Keskipisteetön hionta hionnan kautta automatisoitu automaattinen automaattinen tarttuminen ja syöttö autoteollisuuden puolan käsittelyyn













Ei kommentteja