
järjestää järjestykseen

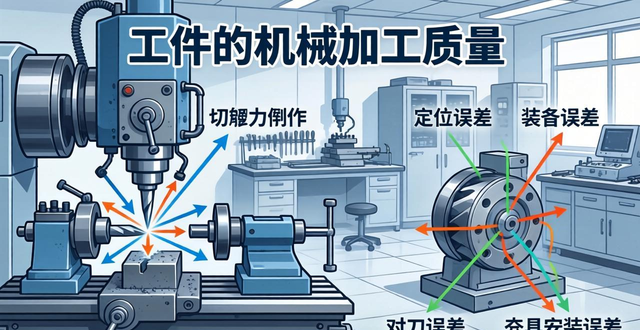
Koneistustarkkuuteen vaikuttavat tekijät ja parannustoimenpiteet
Kun työstökoneiden, työkalujen, kiinnittimien ja työkappaleen aihioiden jne. alkuperäinen tarkkuus täyttää prosessin vaatimukset ottamatta huomioon dynaamisia tekijöitä, säätövirheiden vaikutus on ratkaisevassa asemassa koneistustarkkuuden kannalta. Paranna osien työstöön käytettävän työstökoneen geometrista tarkkuutta.
V luku. Työkappaleiden työstön laatu
1 Luku 5 Työkappaleiden työstön laatu Luvun keskeiset kohdat Työstön laadun peruskäsitteet Työstötarkkuuteen vaikuttavat tekijät Pinnanlaatuun vaikuttavat tekijät 2 Jakso 1 Työstön laadun peruskäsitteet Luku 5 Työkappaleiden työstön laatu I Työstön laadun käsitteet Työkappaleiden työstö Työkappaleiden työstö
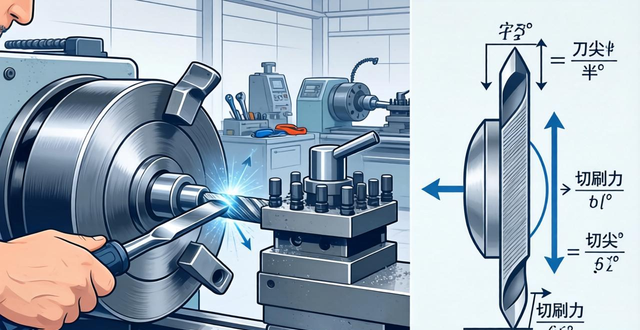
Mikä on tylsää ja miksi se on niin vaikeaa?
Poraus, tarkoittaa taottuja, valettuja tai porattuja reikiä jatkokäsittelyä varten. Poraus voi laajentaa reiän halkaisijaa, parantaa tarkkuutta, vähentää pinnankarheutta, mutta voi myös paremmin korjata alkuperäisen reiän akselin vinouteen. Poraus voidaan jakaa karkeaan poraus, puolihienoon poraus ja hienoon poraus.

福泉车铣复合加工中心厂家
并且广泛采用整体薄壁结构和难加工材料,因此制造过程中普遍存在制造周期长、材料切除量大、加工效率低以及加工变形严重等瓶颈。为了提高航空复杂产品的加工效率和加工精度

Jintanin jyrsintä- ja sorvauskoneiden valmistaja
Tätä taustaa vasten syntyi yhdistelmäkoneistustekniikka. Yleisesti ottaen yhdistelmäkoneistuksella tarkoitetaan tekniikkaa, jossa yhdellä koneella voidaan suorittaa erilaisia työvaiheita tai käyttää erilaisia menetelmiä. Yhdistelmäkoneistustekniikkaa on pääasiassa kahta eri tyyppiä
Koneistusvirheiden täydellinen analyysi: 9 tärkeintä perimmäistä syytä ja vastatoimet
01 “Kaksoispintojen” virhe ja tarkkuus mitä pienempi työstövirhe on, sitä korkeampi vaatimustenmukaisuusaste, sitä korkeampi työstötarkkuus. Molemmat kuvaavat oikeastaan samaa asiaa - vain eri näkökulmasta. Toisin sanoen virheen suuruus määrittää suoraan sen, voiko osa täyttää standardin!
Koneistuksen yhdeksän suurinta virhettä
Suunnittelupiirustuksissa on merkitty monenlaisia toleransseja, mutta käytännön valmistuksessa niitä ei aina pystytä toteuttamaan. Johtuuko tämä siitä, että suunnittelun tarkkuusvaatimukset ovat liian korkeat vai valmistustaso liian alhainen? Miten piirustukset ja valmistus voidaan saada yhdenmukaisiksi? Kun olet lukenut seuraavan tekstin, saatat ymmärtää asian.

Liyangin jyrsintäkoneistuskeskuksen valmistajat
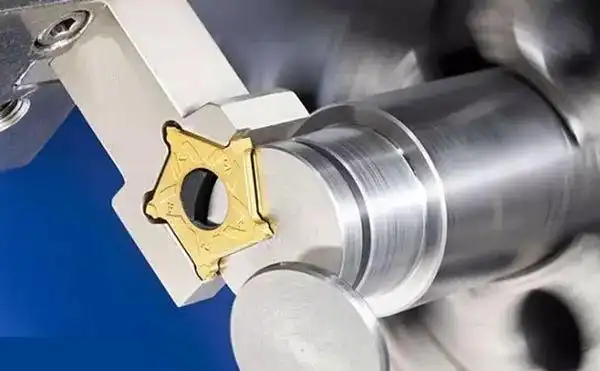
Sorvaus-jyrsinkomposiittikeskus on paikka, jossa sorvi ja jyrsinkone käsitellään yhdessä. Käsityöläiset ovat etsineet tarkempia työstömenetelmiä monimutkaisten muotoisten tuotteiden työstön tehokkuuden ja työstötarkkuuden parantamiseksi.
Luku 5 - Mittaustekniikka tarkkuustyöstössä Courseware.ppt
Tarkkuus- ja ultratarkka työstötekniikkaTarkkuus- ja ultratarkka työstötekniikkaOpettaja,Li SonghuaOpettaja,Li Songhua,Yleiskatsaus tarkkuusmittaustekniikkaanYleiskatsaus tarkkuusmittaustekniikkaan,Mittauksen mittausperusteetMittauksen mittausperusteet,Suoruuden, tasaisuuden ja kohtisuoruuden mittaaminenSuoruus

立卧车铣复合加工中心:提升加工精度与效率的新选择
在现代制造业中,立卧车铣复合加工中心日益成为企业提高生产效率及产品质量的重要设备。作为一种集车削、铣削于一体的高精度机床
