
Poraus, jatkokäsittelyn taottu reikiä, valetut reiät ja poratut reiät, pystyy lisäämään reiän halkaisija, parantaa tarkkuutta, vähentää pinnankarheutta, ja myös pystyä tekemään parempia korjauksia alkuperäisen reiän akselin olemassaolon vino tilanne. Poraus on karkea poraus, puolihieno poraus ja hieno poraus näistä luokituksista.
Poraus on yleinen tylsää ja syvä reikä tylsää nämä kaksi tyyppiä, yleinen tylsää avulla tavallisen sorvin voidaan saavuttaa, tylsää työkalu on kiinnitetty tailstock sorvin, tai kiinnitetty pieni työkalun haltija, voidaan saavuttaa. Syvä reikä tylsää, että on tarve erityistä syvä reikä poraus ja tylsää kone, tylsää työkalua on lisättävä tylsää culm, mutta myös hydraulinen pumppuasema, luottaen jäähdytysnesteen poissulkemiseksi rauta viilat Oh.
Poraustyökalun työskentely osa asennuksen, joka on erittäin tärkeää, erityisesti käyttö eksentrinen periaate suorittaa työn säätö, asennuksen jälkeen työvälineen, muista kiinnittää huomiota tarkastella työvälineen työvälineen pääleikkausreunan tasossa, se ja työvälineen pää syöttösuunta ei ole samassa vaakatasossa? Ainoastaan asennettu samaan tasoon, jotta varmistetaan, että useat lastun reuna normaalissa käsittelyssä leikkauskulma.
其TylsääTarkkuus on erittäin korkea, hieno porausmittaustarkkuus voi olla IT8 - IT7, voi hallita reiän halkaisijaa 0,01MM: n tarkkuudella. Jos se kuuluu hieno poraus.työstötarkkuusTT7-IT6 voidaan saavuttaa, japinnan laatuHyvä. Pintakarheuden Ra-arvo on tyypillisessä porauksessa välillä 1,6-0,8 μm.
Sisäreikien sorvaukseen vaikuttavat tekijät ja koneistuksen optimointitoimenpiteet
Työkappaleen poran suurentamista tai onttojen työkappaleiden sisäpinnan työstämistä sorvaamalla kutsutaan poran sorvaamiseksi tai avarrukseksi, ja se voidaan suorittaa useimmilla ulkoisilla sorvausprosesseilla. Ulkopuolisessa sorvauksessa työkappaleen pituus ja valitun työkalunpitimen koko eivät vaikuta työkalun ylitykseen, joten ne kestävät työstön aikana syntyvät leikkausvoimat. Kehityksessä tylsä ja porasorvaus, reiän syvyys määrittää ylikorkeus, joten reiän halkaisija ja pituus osien työkalun valinta on suuri rajoitus, joten se on oltava yhdistelmä tekijöitä optimoida työstöohjelma.
Yleissääntö porakoneistuksessa on:
1. Minimoi työkalun ylitys ja valitse suurin mahdollinen työkalukoko, jotta saavutetaan paras mahdollinen työstötarkkuus ja vakaus.
2, kun otetaan huomioon koneistetun osan reiän halkaisijan asettamat tilarajoitukset, työkalun koon valinta kohtaa myös rajoituksia koneistuksessa, mutta on myös otettava huomioon tilanteen lastunpoisto ja säteittäinen liike.
3, tarkoituksena on varmistaa, että sisäisen reiän käsittely vakaudella, käsittelytoiminnon aikana, valita oikea reiän sorvaustyökalu, ja sitä olisi sovellettava asianmukaisesti ja kohtuullinen puristus, jotta työkalun muodonmuutos vähenee, mutta myös minimoida tärinä, jotta varmistetaan, että sisäisen reiän käsittelyn laatu.
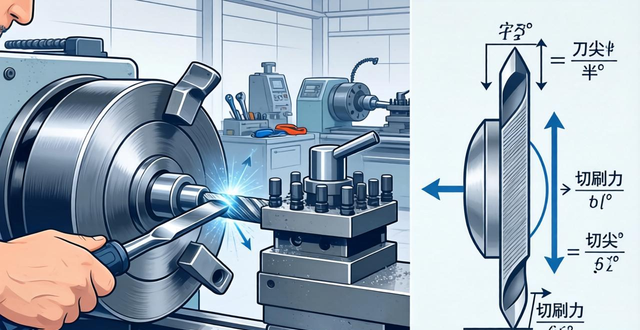
Poran sorvauksessa leikkausvoima on keskeinen tekijä, jota ei pidä jättää huomiotta. Tietyssä poran sorvaustilanteessa, kuten työkappaleen muodon, koon ja kiinnitysmenetelmän osalta, leikkausvoima on sen koosta tai suunnasta riippumatta keskeinen tekijä tärinän vaimentamisessa ja työstön laadun parantamisessa. Kun työkalu kääntyy aloittaakseen leikkaamisen, tangentiaaliset ja radiaaliset leikkausvoimat aiheuttavat työkalun taipumisen, mikä siirtää työkalua vähitellen poispäin työkappaleesta ja aiheuttaa leikkausvoiman taipumisen. Kun työkalu kääntyy, tangentiaalinen leikkausvoima ja radiaalinen leikkausvoima aiheuttavat työkalun taipumisen ja siirtävät työkalun vähitellen poispäin työkappaleesta, mikä aiheuttaa leikkausvoiman taipumisen, tangentiaalinen voima yrittää pakottaa työkalun alaspäin ja saa myös työkalun siirtymään poispäin keskilinjasta, jolloin työkalun takakulma pienenee, kun sorvatun reiän halkaisija on suhteellisen pieni, on tarpeen säilyttää riittävän suuri takakulma työkalun ja seinämän välisten häiriöiden estämiseksi.
Työstön aikana säteittäiset ja tangentiaaliset leikkausvoimat aiheuttavat poran sorvaustyökalun taipumisen, mikä yleensä edellyttää pakotettua leikkausreunan kompensointia ja työkalun värähtelyn hallintaa. Kun radiaalista poikkeamaa esiintyy, leikkaussyvyyttä on pienennettävä lastun paksuuden minimoimiseksi.
Työkalujen soveltamisen näkökulmasta:
1, terän uratyypin valinta:
Leikkausprosessiin vaikuttaa ratkaisevasti insertin uratyyppi. Positiivisen etukulman uratyyppisiä inserttejä käytetään yleensä sisäreikien työstöön, ja niillä on terävä leikkaava reuna ja suuri reunan lujuus.
2. Työkalun päätaivutuskulman valinta:
Bore sorvaustyökalut käsittelyssä, päätaivutuskulma vaikuttaa säteittäiseen voimaan, aksiaaliseen voimaan ja synteettisen voiman suuntaan ja kokoon, suurempi päätaivutuskulma tekee aksiaalisen leikkausvoiman kasvusta, pienempi päätaivutuskulma johtaa suurempaan säteittäiseen leikkausvoimaan, yleensä aksiaalinen leikkausvoima työkalun suunnassa ei yleensä ole suurta vaikutusta käsittelyyn, joten on hyödyllistä valita suurempi päätaivutuskulma, päätaivutuskulman valinnassa on suositeltavaa valita mahdollisimman lähelle 90 °: ta ja alle 75 ° päätaivutuskulmaa. On suositeltavaa valita päätaivutuskulma mahdollisimman lähelle 90° ja vähintään 75°, muuten se aiheuttaa radiaalisen leikkausvoiman jyrkän kasvun.
3, kärjen säteen valinta:

Pieni kärkisäde on ensimmäinen valinta, kun sorvataan poroja. Jos kärjen säde kasvaa, säteittäiset ja tangentiaaliset leikkausvoimat lisääntyvät ja tärinän riski kasvaa. Toisaalta työkalun taipumaan radiaalisuunnassa vaikuttaa leikkaussyvyyden ja kärjen säteen välinen suhde.
Kun leikkuusyvyys on pienempi kuin kärjen säde, säteittäiset leikkausvoimat kasvavat edelleen leikkuusyvyyden syventyessä, ja kun leikkuusyvyys on yhtä suuri tai suurempi kuin kärjen säde, säteittäinen taipuma määräytyy päätaipumuskulman mukaan, ja nyrkkisääntönä kärjen säteen valinnassa on, että kärjen säteen tulisi olla hieman pienempi kuin leikkuusyvyys, jotta säteittäiset leikkuuvoimat minimoitaisiin, ja kun varmistetaan, että säteittäiset leikkuuvoimat minimoidaan, voidaan käyttää suurinta mahdollista kärkisädettä vahvemman leikkausreunan, paremman pintarakenteen ja tasaisemman paineen jakautumisen saavuttamiseksi leikkausreunaan. Samalla kun käytetään suurinta kärkisädettä, saadaan vahvempi leikkausreuna, parempi pintarakenne ja tasaisempi paineen jakautuminen leikkausreunaan samalla kun varmistetaan, että säteittäiset leikkausvoimat minimoidaan.
4, reunan käsittelyn valinta:
Terälevyjen leikkausreunan pyöristyksellä (ER) on vaikutusta leikkausvoimiin. Yleisesti ottaen pinnoittamattomien terien leikkuureunan pyöristys on kooltaan pienempi kuin pinnoitettujen terien (GC), mikä on otettava huomioon erityisesti silloin, kun on kyse pitkistä työkalun ulkonemista ja pienten reikien työstöstä. Terän takapinnan kuluminen (VB) voi muuttaa työkalun takakulmaa reiän seinämään nähden ja vaikuttaa leikkaavaan toimintaan koneistuksen aikana.
5. Lastujen tehokas purkaminen:
Sisäisen reiän sorvausprosessissa lastunpoisto on myös erittäin tärkeää käsittely- ja turvallisuustehokkuuden kannalta, varsinkin kun syvien reikien ja umpireikien käsittelyssä, kuten tämä tilanne on enemmän. Lyhyempi spiraalilasta on ihanteellinen lastu sisäiseen sorvaukseen, tämäntyyppinen lastu on suhteellisen helppo purkaa, ja lastun rikkoutuminen ei aiheuta liiallista painetta leikkausreunaan.
Käsittely, kun siru on liian lyhyt, sirun rikkoutuminen on liian voimakas, mikä kuluttaa enemmän koneen tehoa, ja on taipumus lisätä tärinää, ja kun siru on liian pitkä, se johtaa sirunpoistoon yhä vaikeammaksi, keskipakovoima puristetaan siruun reiän seinämään, jäljellä oleva siru puristetaan käsitellyn työkappaleen pinnalle, joten on olemassa sirun tukkeutumisen vaara ja siten työkalun vaurioituminen. Siksi sisäisen reiän sorvauksen kehittäminen suositteli työkalujen käyttöä sisäisellä jäähdytyksellä, tällä tavoin leikkuuneste purkaa tehokkaasti lastut pois reiästä, läpireiän käsittely, mutta voi myös korvata leikkuunesteen paineilmalla, karan kautta puhaltaa lastut pois, lisäksi sopivan insertin uratyypin ja leikkausparametrien valinta, mutta myös lastun ja purkauksen ohjauksen avulla.
6. Työkalun kiinnitysmenetelmän valinta:
Kiinnitetyn työkalun vakaus sekä itse työkappaleen vakaus ovat erittäin kriittisiä reikien sisäpuolisessa työstössä, koska ne määräävät sekä työstön aikana esiintyvien värähtelyjen suuruuden että sen, lisääntyvätkö nämä värähtelyt vai eivät. On erittäin tärkeää, että työkalunpitimen kiinnitysyksikkö täyttää suositellun pituusstandardin sekä pinnankarheusvaatimukset ja kovuusehdot. Välimerkit lisättiin alkuperäisen merkityksen säilyttämiseksi, koska muuten viimeinen lause olisi ollut epätäydellinen.
Työkalunpitimen kiinnitys on keskeinen vakauttava elementti, ja varsinaisen työstön aikana työkalunpidin taipuu. Työkalunpitimen taipuma määräytyy työkalunpitimen materiaalin mukaan, työkalunpitimen taipuma määräytyy työkalunpitimen halkaisijan mukaan, työkalunpitimen taipuma määräytyy työkalunpitimen ulkoneman mukaan, työkalunpitimen taipuma määräytyy säteittäisten leikkuuvoimien mukaan, työkalunpitimen taipuma määräytyy tangentiaalisten leikkuuvoimien mukaan, ja työkalunpitimen taipuma määräytyy työkalunpitimen kiinnittämisen mukaan työstökoneeseen.
Työkalunpitimen kiinnityspään pienikin liike voi aiheuttaa työkalun taipumisen. Suorituskykyisillä työkalunpitimillä on oltava korkea vakausaste kiinnitystoimintojen aikana, jotta varmistetaan, ettei koneistuksessa ole heikkoja kohtia. Tämän saavuttamiseksi työkalun kiinnityksen sisäpinnan on oltava hyvin pinnoitettu ja riittävän kovaa.
Tavallisille työkalunpitimille paras vakaus saavutetaan käyttämällä kiinnitysjärjestelmää, joka kiinnittää työkalunpitimen kokonaan kehän ympäri. Jos työkalunpidin tuetaan yhtenä kokonaisuutena, suorituskyky on parempi kuin jos työkalunpidin kiinnitetään suoraan ruuveilla. Työkalunpitimen ruuvikiinnitys V-lohkoon on suositeltavampaa, mutta ei ole suositeltavaa käyttää ruuveja sylinterimäisen varren työkalunpitimien kiinnittämiseen, koska suoraan työkalunpitimeen vaikuttavat ruuvit voivat vaurioittaa työkalunpidintä.
Porausprosessin tärkeimmät ongelmat
Työkalun kuluminen
Porausprosessissa työkalu on ylläpitää jatkuvaa leikkaustilaa, tässä tapauksessa se on helppo kulua ja rikkoutua ja niin edelleen, mikä tekee reiän käsittelyn mittatarkkuus pienenee, ja anna sitten reiän pinnan karheuden arvo kasvaa; samaan aikaan hienosäätöisen syöttöyksikön kalibrointi ilmestyi epänormaaliksi ilmiöksi, mikä johti säätövirheen syntymiseen, säätövirhe aiheuttaa reiän halkaisijan poikkeaman käsittelyn, ja vakavissa tapauksissa jopa aiheuttaa tuotteen laadun epäonnistumisen. Tämä säätövirhe aiheuttaa reiän halkaisijan poikkeaman käsittelyn ja vakavissa tapauksissa jopa tuotteen laatuvirheen.
Terän reunan kulumisen vaihtelu
käsittelyvirhe
Kun tylsä prosessi, sen työstövirhe heijastuu reiän kokoon työstön jälkeen, heijastuu reiän muotoon työstön jälkeen, heijastuu myös reikään työstön jälkeen pinnanlaadun muutokset, ja tärkeimmät vaikuttavat tekijät ovat olemassa.
1. Leikkuupalkin pituus-halkaisijasuhde on liian suuri tai ylimitta on liian pitkä;
2, terän materiaali ja työkappaleen materiaali poikkeavat toisistaan;
3, tylsä annostus on kohtuuton;
4. Jäännösoikaisujen kohtuuton kohdentaminen;
5. Reiän alkuasennon siirtymä johtaa jäännösmäärän jaksoittaisiin muutoksiin;
6, työkappaleen materiaali korkea jäykkyys tai alhainen plastisuus, työkalu tai materiaali on taipumus antaa veitsen;
pinnan laatu
Poraus, työstetty pinta, kalan asteikon ulkonäkö tai kierteiset leikkausviivat, jotka ovat yleisempiä pinnanlaatuilmiöitä.
Johtuu pääasiassa työkalun syötön ja nopeuden välisestä epäsuhtaisuudesta.
Johtuu pääasiassa porausprosessin jäykästä värähtelystä ja työkalun kulumisesta.
Säätövirheet
Porausprosessi, koska operaattori säätää kerrosluonnoksen jakautumista, syöttöavustuksen jakautumisen säätämisen aikana, jos toiminta ei ole asianmukaista, on helppo laukaista mittatarkkuuden poikkeaman työstö.
mittausvirhe
Mittareiden epäasianmukainen käyttö jälkikäsittelyn mittausprosessin aikana ja mittausmenetelmien virheet porausoperaatioiden aikana ovat yleisiä laatuun liittyviä vaaroja porausoperaatioissa.
1. Mittaustyökalun vikaantuminen
2. Virheellinen mittausmenetelmä













Ei kommentteja