
järjestää järjestykseen

CNC-sorvin kierteitysohjeiden G32, G92, G76 yksityiskohtainen käyttö.
X, Z kierteen päätepisteen (piste C) koordinaatit; U, W alkupisteen koordinaatit lisäarvon loppupisteen koordinaatteihin; R kartiokierteen päätepisteen säde ja alkupisteen säde positiivisen ja negatiivisen tuomion R-arvon erotuksen ja G90:n välinen ero samalla tavalla, sylinterimäiset kierteet R = 0, voidaan jättää pois; F pitch-arvoa varten.

Miten G76 olisi ohjelmoitava
G76-ohjeet ja G92 ovat samat kuin kierteiden kääntäminen, erona on, että G92 on yksinkertainen sykli, G76 on yhdistetty sykli, G76 tarvitsee vain määrittää kierteen käsittelypaikan sykli ja viimeisen leikatun langan loppukoordinaatit voivat olla. Tätä ohjetta voidaan käyttää isometristen suorien kierteiden ja kartiokierteiden kääntämiseen.

CNC-sorvin ja CNC-sorvauskeskuksen ero.pdf
[CNC-sorvin ja CNC-sorvauskeskuksen ero 】 on ladannut [】-osuus, asiakirja yhteensä [4] sivua, asiakirja voidaan lukea verkossa ilmaiseksi, täytyy tietää enemmän [CNC-sorvin ja CNC-sorvauskeskuksen ero 】 sisällöstä].
CNC-koneiden ja sorvauskeskusten väliset erot
CNC-sorvin ja sorvauskeskuksen välinen ero on huolestuttava asia, mutta monet eivät löydä yksityiskohtaista selvitystä aiheesta. Tässä artikkelissa tartutaan tilaisuuteen tuoda

CNC-työstö-Classification ominaisuudet CNC-sorvin J koneistus
Ei-standardi koneistus mekaanisten osien | jig ja kaluste koneistus | tarkkuus muotti koneistus | nopea tietokone gong käsittely | erä koneistus mekaanisten osien | suuri tietokone gong käsittely | tarkkuus CNC koneen käsittely | tarkkuus muotti käsittely | viiden akselin koneistus mekaanisten osien käsittely | Dongguan tietokone gong koneistus Yhteystiedot Tel: 18124
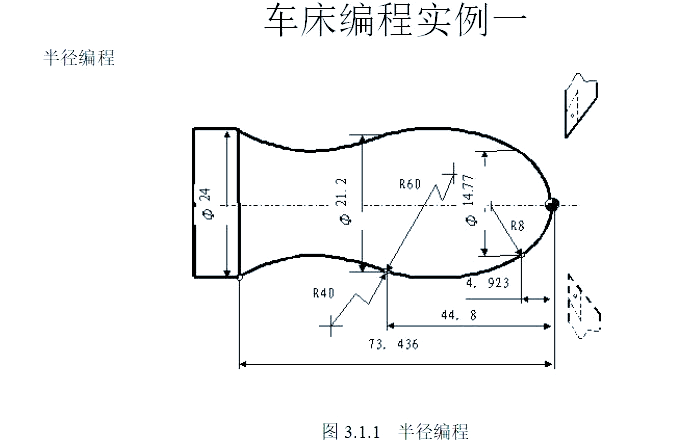
Lukuisat ohjelmointiesimerkit, joiden avulla voit helposti käsitellä CNC-autojen manuaalista ohjelmointia!
Hei kaikille, seuraavaksi tutkimme lukuisia ohjelmointiesimerkkejä yhdessä, jotta voit helposti hallita CNC-autojen manuaalisen ohjelmoinnin taitoja.3110 (pääohjelman ohjelman nimi) N1 G92 X16 Z1 (aseta koordinaattijärjestelmä).)

CNC车削分类特征及加工特点
加工中心加工的归类特性和加工特点数控车床种类早已基本上齐备,规格型号多种多样,据不彻底统计分析已经有400好几个种类规格型号。可以依照多种多样标准来开展归类。但具体来说

Miten G76 olisi ohjelmoitava
G76-ohjeet ja G92 ovat samat kuin kierteiden kääntäminen, erona on, että G92 on yksinkertainen sykli, G76 on yhdistetty sykli, G76 tarvitsee vain määrittää kierteen käsittelypaikan sykli ja viimeisen leikatun langan loppukoordinaatit voivat olla. Tätä ohjetta voidaan käyttää isometristen suorien kierteiden ja kartiokierteiden kääntämiseen.
