


G76指令用于Kierteiden kääntäminen时, 和G92不一样, G92是简单循环, 二者存在区别。
G76属于yhdistetty sykli, G76只要指定螺纹加工的循环位置以及最后一刀螺纹终点坐标就行, 标点符号是特定符号的一种, 标点符号包括逗号、句号等, 这里句子结尾用句号。
Tällä ohjeella voidaan sorvata yhtä suuria suorakierteitä ja kartiokierteitä.
注:文章最后标有,G76需要用的各种kaava.
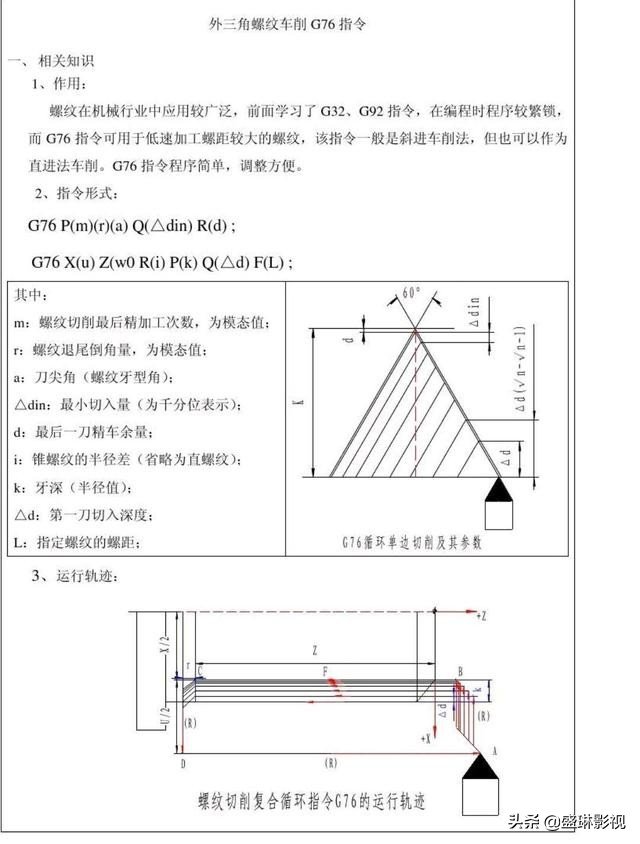
G76 Ohjelmointi格式如下
Esimerkki.
G00 X _Z_ Kierteitysjakson alku
G76, 其中02是精加工重复出现的次数, 其中00乃是螺纹尾部进行倒角时的量, 也就是斜向退刀的量, 其中60是螺纹刀尖所具有的角度为60度。
需注意, 在此类命令当中, 全部都是以2位数进行指定, 若不足的情况, 要补0。进行2次精加工操作, 不存在倒角量, 使用的是60°螺纹刀。
G76, Q0.2, 此0.2为最小吃刀量, 可依据自身意愿随意设定, 其处于半径值的范畴。
G76, Q0.2, R0采用0.03(此0.03为精车余量, 并且还是半径值, 可依据自身意愿任意设定)。
G76 Q0.2 R0.03
Yhteenveto G76-ohjeen ensimmäisestä puoliskosta.
G76进行精加工时重复车削两次, 不采取斜向退刀的方式, 螺纹刀的角度为60°, 最小吃刀量是20丝并且一刀完成, 留精车余量为3丝。
(Kierteen alahalkaisija vs. pituus.) Toisin sanoen langan loppukoordinaatit).
G76 X_ Z_ P (hampaan korkeus, tunnetaan myös nimellä hampaan syvyys, säteen arvo)
G76, X_, Z_, P_, Q(最大吃刀量, 此乃第一刀的吃刀量)
G76, X_, Z_, P_, Q_, R(螺纹锥度, 此乃螺纹半径差, 需取半径值。若螺纹无锥度则也略过)。
X轴坐标值, Z轴坐标值, P参数值, Q参数值, R参数值, F值(螺距, 按照图纸所标识要求进行填写就行啦)。
Yhteenveto G76:n toisesta puoliskosta.
G76 X_ Z_ P_ Q_ R_ F_ G76 X_ Z_ P_ Q_ R_ F_
Erityistä huomiota.
I. G76-ohjeita sovellettaessa on otettava huomioon, onko kyseisessä työstökoneessa käytetty tuhansia vai miljoonia.
二、此指令无需去指定进给速度 , 进给速度为由系统自动予以给定 , 主轴转速也是由系统自动给定 , 目的是保证螺纹加工。
Kolmanneksi ohjeessa on kuvattava vain syklin alkupiste ja viimeisen leikkauksen kierteen työstön loppupiste.
四、此指令用不着去指定精准的最大以及最小切深, 系统会依据所给定的数值来计算每一次的吃刀量, 按照递减的方式去进行切深。
V. Asiaankuuluvat arvoasetukset G76:ssa.

精车的次数, 就是被认定为等同于螺纹加工的次数, 要是图纸当中没有指定螺纹刀的角度, 那就按照60°, 精车的余量, 通常取值是不大于最小的背吃刀量, 直螺纹的时候, 锥度写R0。

Ohjelmoi segmentti G76 kuvassa 3-86 esitettyä säiettä varten.
Säikeen syvyys h=1.107, säikeen päätepisteen koordinaatit (27.786,-23).
G00 X32 Z3
G76 Q100 R0.1
Kunkin G76-arvon laskentakaava
I. Hampaiden syvyys P = 0,6495 × jako × 1000
Toiseksi, pohjan halkaisija = hampaan korkeus × 2
Kolmanneksi, 1 tuuma = 25,4 25,4 ÷ hampaiden lukumäärä = hammasväli.
IV. Kartio R = 1/32 × (lähtöpiste + tehollinen pituus).
R ulompi johto on negatiivinen, sisempi johto on positiivinen.
Puhdas käsin kirjoitettu, toivon, että sinun täytyy kiinnittää huomiota toimittajaan, joka päivä jakaa CNC-auton ohjelmointi kuivatuotteet!













Ei kommentteja