
センタレス研削盤は、生産性が高く、位置決め誤差をなくすことができるため、機械加工業界では一般的に使用されています。しかし、センタレス研削盤では角柱状の誤差を持つワークがしばしば発生する。センターレス研削盤で研削した工作物の外形が三角形である場合、各所の直径は等しいが、真円度の誤差が大きいと、工作物の真円度が悪くなり、スクラップになる深刻なケースがある。この記事では、関連する内容の紹介に角柱丸を開発するために、センタレス研削盤に焦点を当てます。この記事では、角柱の円の内容の導入を開始するセンターレス研削盤に焦点を当てます。
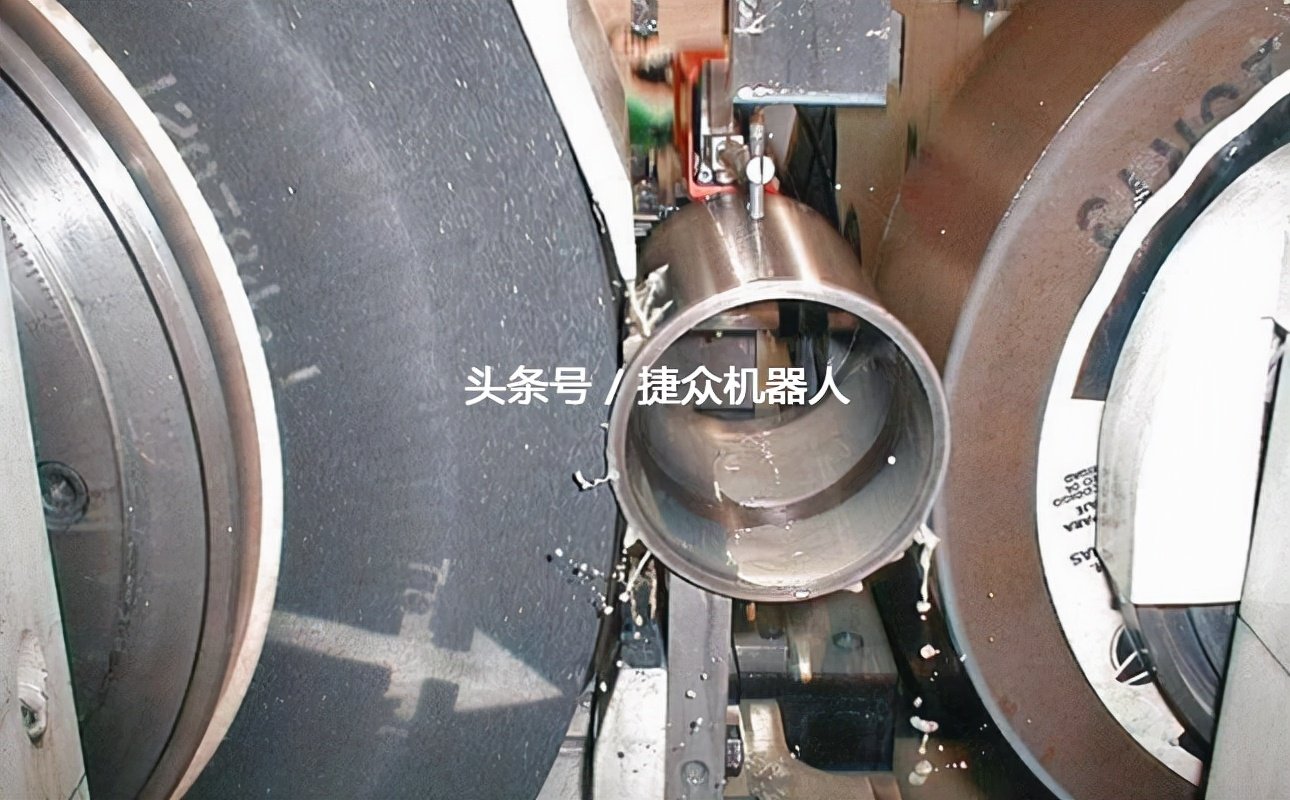
センターレス研削研磨研削盤はセンターレス研削盤と呼ばれる。研削工程では、工作物は研削砥石とガイド砥石の間に挟まれ、同じ方向に異なる速度で回転する。砥石は固定軸で回転するため、一般に接触点での線速度が工作物より速いことにより、工作物に加わる力は下向きになり、研削作用を行う。一方、ガイド砥石は、通常、粗い砥材またはゴム結合砥材で工作物を捕捉し、工作物に横方向の圧力を加えるように作用する。研削作用を生み出す砥石とガイド砥石の相対速度もまた、被加工物の表面からいかに効率よく材料を除去するかを決定する。
センターレス研削盤は、多くの場合、このような状況が表示され、円の外側のワークの研削は、そのような2本爪、3本爪、4本爪、5本爪、または他の偶数/奇数調和形状のような角柱ラウンドの円の外側のワークで、その結果、大きな角柱誤差があり、あなたが順番にトラブルの可能性を大きく作成し、同じの直径を測定するためにマイクロメーターを使用する場合は、測定することはできません。以下は、センタレス研削盤によって製造された工作物の丸みを帯びた形状の理由と、センタレス研削盤によって製造された工作物の丸みを帯びた形状の理由を簡単に説明したものである。治療.

センタレス研削盤による角丸の研削
センタレス研削盤で研削された工作物に角丸が発生する理由
1、センタレス研削盤研削工程では、ワークが研削砥石とガイドホイールの間に配置され、ブラケット、研削砥石研削の役割、研削のための軸送り運動のためのブラケットによってサポートされている研削砥石に近い促進するために回転するようにワークを駆動するためのガイドホイールの間に置かれ、ブラケット上面が平坦であり、ワークの中心と砥石の中心、同じ高さでガイドホイールの中心、ワークの中心とホイール、大径の接触点の間にガイドホイールは、ワークが角柱ラウンドになります。これは、ワークの中心が十分に高くないためです。
2、工作物の初めの真円度が良くない:工作物の初めの真円度が良くない場合、バンプとガイドホイールが接触すると、工作物は砥石側に押され、バンプの反対側はクレーターから研削され、クレーターの深さはバンプの高さと同じになる。ワークが研削され続けると、隆起点は砥石に接触し、ピットはガイド砥石に接触し、ワークは研削力によってガイド砥石側に押され、隆起点は研削されなくなる。研削されたワークの直径は中心点で測ると同じであるが、外接円の輪郭は理想円ではなく、角柱円である。
3、砥石アンバランス、センターレス研削盤研削工程では、砥石のバランスがとれていない場合、それは研削効率と研削品質に影響を与える、高速回転プロセスでは、遠心力を生成します、この遠心力は、センターレス研削盤のコンポーネントの相対振動をトリガします。
センタレス研削盤で研削された工作物の角柱真円度問題の解決法
1、センタレス研削盤研削工程では、ワークの角柱誤差は、主にワークの中心の高さに関連している、ワークの中心は、ワークがより良い加工精度を達成するために研削することができるように、砥石とガイドホイールの中心よりも高くなければならない、ワークの中心の高さは、ワークの元の精度によると、ワークの高さの中心の調整である適切な調整を実施するために異なっている固定されていません。

センタレス研削盤による角丸の研削

2、研削不良のワークの元の真円度を考慮:ワークの元の真円度が悪い場合は、ワークの中心高さが14ミリメートル以上であるように、ブラケットを上げることを試みることが必要である。そして、ワークの研削工程では、小さな送りを使用するために、複数の研削工程を実施し、同時に測定されるワークへの任意の時間。ワークの真円度は、プロセスの技術的な要件に達すると、それはワークの中心の高さが12〜14ミリメートルの間に位置するように、ブラケットを下げる必要があり、その後、ワークが技術的な指標の規定の技術仕様の精度のプロセスを達成するまで、ワークの外径の直径を改善するために研削を継続する。
3、研削砥石のアンバランスについてある状況を調整する方法、研削砥石のアンバランスの問題がある場合は、2つの静的なバランス調整操作を実行する必要があり、静的なバランス調整は、フレームのバランスだけでなく、マンドレルのバランスをとるために必要である。まず、研削砥石チャックテーパスリーブにバランスアーバーを入れて、ナットに固定し、その後、バランスフレームに配置し、研削砥石チャックリング溝の内側にバランスブロックのいくつかは、研削砥石の重心が互いに一致する回転軸とすることができるようにするために、バランスブロックの位置を調整するために、それは研削盤にインストールされた後、研削砥石ドレッサーの使用は、砥石が再びに配置された後、砥石を丸めるされます。砥石ドレッサーで砥石を丸めた後、砥石は再びバランス台に置かれ、再び静的にバランスされ、再び研削盤に取り付けられます。
センターレス研削盤の研削加工物は、角柱丸い条件は、それがどのように、上記の記事を理解することができます閲覧があり、センターレス研削盤の研削加工物は角柱丸い、理由は、ワークピースの中心高さが十分ではないにある、ワークピースの元の真円度が良好ではない、研削砥石のバランスが取れていないなど、我々は、ワークピースの角柱丸誤差を改善するために記事のソリューションを使用することができますワークピースの加工精度を向上させる。センターレス研削盤の詳細については、JZロボティクスに注意してください。
研削砥石の種類と一般的に使用されるセンタレス研削盤用研削砥石の仕様の意味。
センタレス研削盤の砥石交換時の注意事項
センターレス研削 - 自動研削 - 自動把持および供給 - 自動車スプール加工













コメントなし