
This is a text about centreless grinding machines, which are commonly used in the machining industry because of their high productivity and their ability to eliminate positioning errors. However, centreless grinders often produce workpieces with prismatic errors. If the centreless grinder grinding workpiece outer circle is trigonous shape, although the diameter of each place is equal, but the roundness error is large, serious cases will lead to poor roundness of the workpiece and become scrap. This article will focus on the centreless grinding machine to develop the prismatic round to the introduction of the relevant content. This article will focus on centreless grinding machine to start the introduction of the content of the prismatic circle.
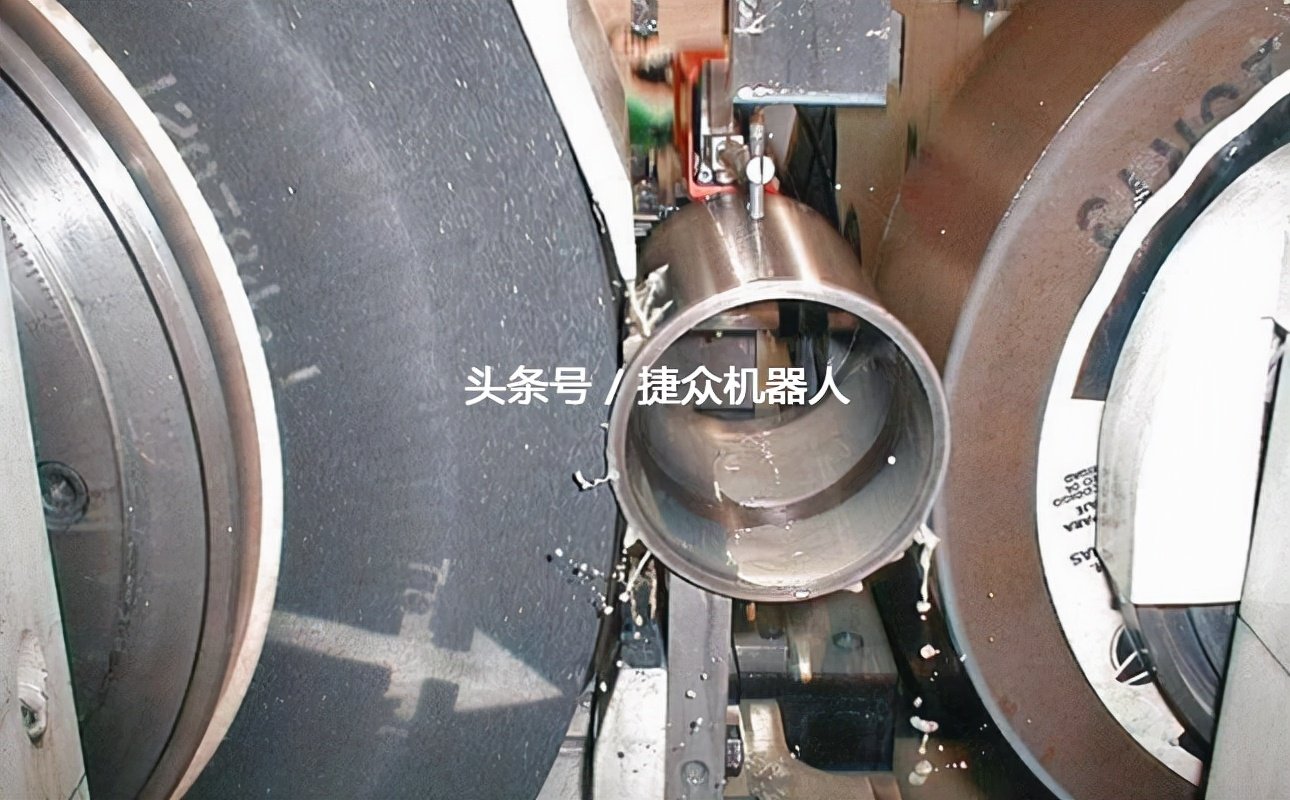
With centreless grinding forGrindingThe grinding machine is called a centreless grinder. In the grinding process, the workpiece is held between the grinding wheel and the guide wheel and rotates in the same direction at different speeds. The grinding wheel rotates on a fixed axis, so the force exerted on the workpiece is downward, generally by virtue of having a higher linear velocity than the workpiece at the point of contact, to carry out the grinding action. The guide wheel, on the other hand, acts to exert lateral pressure on the workpiece, usually with a rough or rubber-bonded abrasive material that captures the workpiece. The relative speed of the grinding wheel and the guide wheel, which creates the grinding action, also determines how efficiently the material is removed from the surface of the workpiece.
Centreless grinding machines often appear such a situation, the grinding of the workpiece outside the circle there is a large prismatic error, resulting in the workpiece outside the circle of the prismatic round, such as two-pronged, three-pronged, four-pronged, five-pronged, or other even/odd harmonic shapes, if you use a micrometer to measure the diameter of the workpiece, can not be measured, because the diameter of the same, which in turn creates a greater potential for trouble. The following is a brief description of the reasons for the rounded shape of workpieces produced by centreless grinding machines and the reasons for the rounded shape of workpieces produced by centreless grinding machines.cure.

Grinding of prismatic rounds on centreless grinding machines
Reasons for prismatic rounding of workpieces ground by centreless grinders
1, centerless grinding machine grinding process, the workpiece is placed between the grinding wheel and the guide wheel, supported by the bracket, the grinding wheel grinding role, the guide wheel to drive the workpiece to rotate in order to promote its close to the grinding wheel, supported by the bracket for the axial feed movement for grinding, if the bracket top surface is flat, and the centre of the workpiece and the centre of the wheel, guide wheel centre at the same height, the workpiece centre and the wheel, the guide wheel between the point of contact in the larger diameter, the workpiece will be prismatic round. This is because the centre of the workpiece is not high enough.
2, the roundness of the workpiece is not good at the beginning: If the roundness of the workpiece is not good at the beginning, once the bump and the guide wheel touch, the workpiece will be pushed to the side of the grinding wheel, then the opposite side of the bump will be ground out of the crater, the depth of the crater is the same as the height of the bump. When the workpiece continues to be ground, the raised point will come into contact with the grinding wheel, and the pit will be in contact with the guide wheel, and the workpiece will be pushed to the side of the guide wheel by the grinding force, and the raised point will not be ground off. Although the diameter of the ground workpiece is the same when measured at the centre point, the contour of the outer circle is not an ideal circle, but a prismatic circle.
3, wheel imbalance, in the centreless grinder grinding process, if the wheel is not balanced, it will affect the grinding efficiency and grinding quality, in the high-speed rotation process will produce centrifugal force, this centrifugal force will trigger the relative vibration of the centreless grinder components, which in turn affects the shape of the workpiece cylindrical, resulting in workpiece cylindrical prismatic round.
The solution to the problem of prismatic roundness of workpieces ground by centreless grinders
1、Centreless grinding machine in the grinding process, the workpiece prismatic error is mainly related to the height of the workpiece centre, the workpiece centre must be higher than the centre of the grinding wheel and the guide wheel, so that the workpiece can be ground to achieve a better machining accuracy, the height of the workpiece centre is not fixed, according to the original accuracy of the workpiece is different to carry out the appropriate adjustments, which is the adjustment of the centre of the workpiece height.

Grinding of prismatic rounds on centreless grinding machines

2, consider the workpiece original roundness of poor grinding: if the original roundness of the workpiece is poor, it is necessary to try to raise the bracket, so that the centre height of the workpiece is more than 14mm. And in the workpiece grinding process, to use a smaller feed, carry out multiple grinding process, and at the same time at any time to the workpiece to be measured. Once the roundness of the workpiece reaches the technical requirements of the process, it is necessary to lower the bracket, so that the height of the workpiece centre is located between 12 - 14mm, and then continue to grind to improve the diameter of the workpiece outer diameter until the workpiece to achieve the process of the accuracy of the technical specifications of the provisions of the technical indicators.
3, there is about the grinding wheel imbalance how to adjust the situation, if the grinding wheel there is an imbalance problem, then it is necessary to carry out two static balancing adjustment operation, and static balancing operation is needed to balance the frame as well as the balance of the mandrel. First, put the balance arbor into the grinding wheel chuck taper sleeve, and then fixed on the nut, and then placed on the balance frame, and then some of the balance block into the grinding wheel chuck ring groove inside, to adjust the position of the balance block, in order to make the grinding wheel's centre of gravity can be with the axis of rotation coincide with each other, after that it will be installed on the grinder, to be the use of the grinding wheel dresser will be rounding the wheel after the wheel is placed again to the After rounding the grinding wheel with the wheel dresser, the grinding wheel is placed again on the balancing stand, statically balanced again, and then mounted back on the grinding machine.
Centreless grinder grinding workpiece, there is a prismatic round condition is how it is, browse the above article can understand, centreless grinder grinding workpiece has a prismatic round, the reason lies in the workpiece centre height is not enough, the original roundness of the workpiece is not good, the grinding wheel is not balanced, etc., we can use the solution in the article to improve the prismatic round error of the workpiece, improve the machining accuracy of the workpiece. Please pay attention to JZ Robotics to learn more about centreless grinding machine.
Meaning of grinding wheel types and specifications of commonly used grinding wheels for centreless grinding machines.
Precautions for changing grinding wheels on centreless grinders
Centreless grinding through grinding automated automatic gripping and feeding automotive spool processing













No comments