
溶接の際、不均一な温度場のために被溶接物の形状や寸法が変化することを、次のように呼ぶ。溶接歪み.今日、我々は、溶接変形の形成は何の原因であり、その存在は、制御することができる方法を見つけるつもりですか?
ジングルの原因と制御方法の溶接変形
溶接の変形の危険、制御変形の物質的な労働者セット;
材料特性高衝撃、低膨張、高弾性変形が小さい;
プロセスパラメーター明確にして、正しく溶接すること;
薄い板は低電流で溶接し、厚い板は均一な複数パスで溶接する;
構造設計はシンプルであるべきで、プレートはスチールセクションで置き換えることができる;
薄板部品の代わりに厚板部品を使用し、リブ付きプレートの溶接を少なくする;
溶接経路は、応力オフセット歪みが少なく、左右対称でなければならない;
変形をコントロールする方法はたくさんあり、そのノウハウを見つけるためのパラメータ設計が必要だ;
対変数制約が最もよく使われ、縮小を防ぐために十分なマージンを残す;
複雑な構造はユニット化され、スプライスされたアセンブリは変形が小さい;
溶接は構造的に非対称であり、シームスタートの数が少ないほど効果的である;
左右対称の溶接に煩わされることなく、偶数の作業員が同時に溶接する;
長い継ぎ目の溶接変形、二重対称の背部溶接方法;
単独溶接も可能で、スキップ溶接が最も実用的である;
変形の性質を認識し、手間をかけずに問題を解決する;
実践的な経験が最も重要であり、すべての人が肝に銘じるべきである。
変形の原因
端的に言えば、溶接時に鋼材が溶融状態まで加熱され、熱膨張と熱収縮に基づき、鋼材の冷却収縮時に不均衡な収縮が発生するため、このような事態が発生する。
溶接変形に影響を与える要因
溶接変形に影響を与える要因は数多くあり、それらは材料、構造、工程の3つの主要分野に要約される。
01
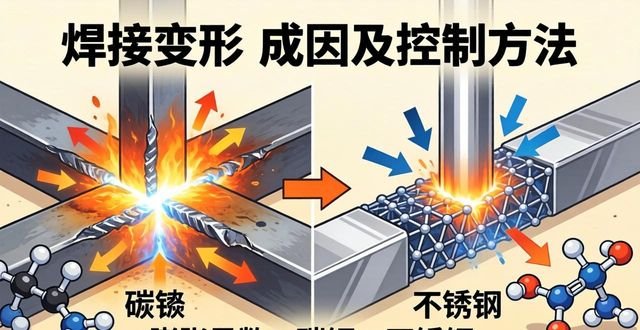
1) 素材要因

主に材料自身の物理的特性、特に材料の熱膨張係数、降伏限界と材料の弾性係数の役割に起因する、材料の膨張係数が大きいほど、溶接変形、弾性係数が増加し、溶接変形が減少し、降伏限界が大きく、残留応力が高くなり、その結果、変形が増加します。ステンレス鋼の膨張係数は炭素鋼よりも大きく、2つの材料の同じ厚さは、ステンレス鋼の溶接変形の傾向は、炭素鋼よりも大きいですので、注意してください。ステンレス鋼の膨張係数は、炭素鋼の膨張係数よりも大きいので、2つの材料の同じ厚さは、ステンレス鋼の溶接変形傾向は、炭素鋼側よりも大きくなります。
02
2) 構造的要因
溶接構造の設計、溶接変形への影響は非常に重要であり、全体的な原則は、拘束度が増加傾向を示す場合、溶接残留応力が増加し、溶接変形はそれに応じて減少することである。
03
3) プロセス要因
主な影響因子は、溶接方法、溶接時の入熱(電流と電圧)、部品の位置決めまたは固定方法、溶接順序、およびこの場合の溶接治具と固定具の使用である。これらの要因のうち、溶接順序が最も大きな効果を発揮する。
溶接歪みの制御
デザイン対策
溶接部のサイズと形状の合理的な選択
耐荷重構造を確保するため、溶接入熱が材料特性に及ぼす影響を最小にするよう、可能な限り小さな溶接サイズを使用する。
溶接の長さと数を合理的に選択できる
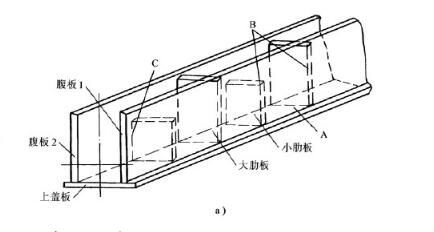
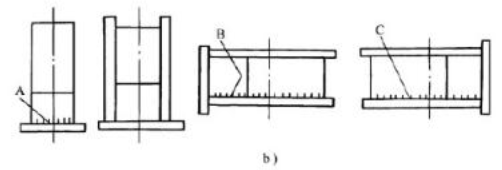
溶接部が多く密集している場合は、鋳造溶接構造を使用して溶接部の数を減らすことができる。さらに、リブの数を減らすために肉厚を適度に増やすか、リブの代わりに圧縮成形を使用することで、シート構造の変形を防ぐことができる。
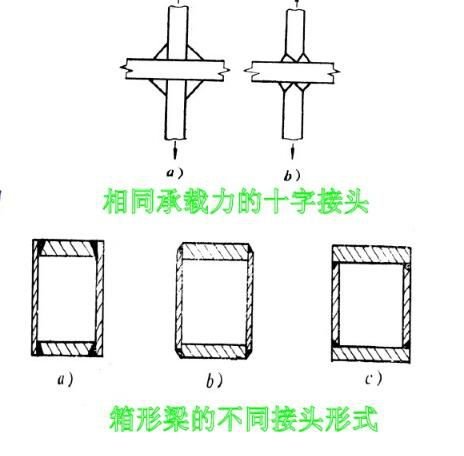
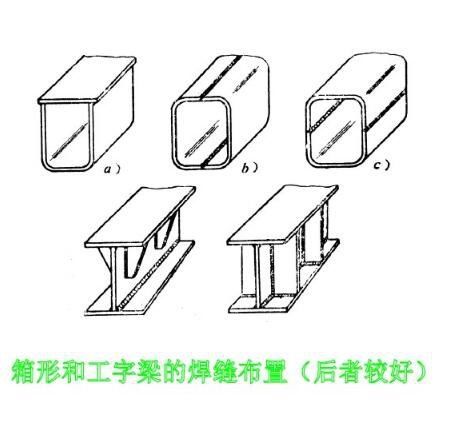
溶接シーム位置の合理的な配置
溶接部を、可能な限り断面の中立軸に対して対称になるように、あるいは中立軸に近い位置になるように配置し、こうすることで梁や柱の曲げ変形を抑えるのに効果的です。
プロセス対策
逆歪み法
溶接の歪みを抑制するために反力変形を利用するのは、最も一般的な溶接方法である。
引当方法
放電の瞬間、部品の実際の長さ、または幅のサイズを取る、設計サイズよりも行くために、適度に大きく、溶接部品の収縮を補償するために、このアプローチを使用して、溶接部品の収縮や状況の変形を防ぐために適用される。
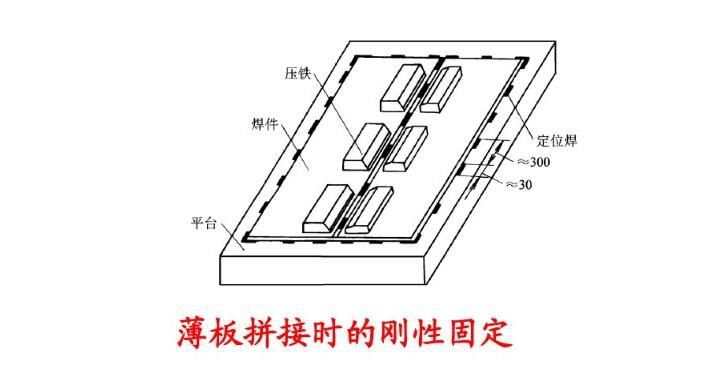
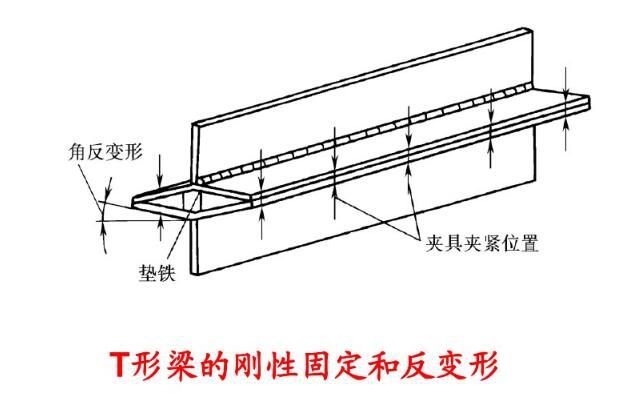
リジッド固定

溶接される部品は、治具や硬いタイヤによって最適な方法で固定され、溶接される部品の角度と曲げ変形を効果的に制御することができる。
剛性の高い台(薄板スプライシングの剛性固定に適し ている)に溶接部を固定する。
溶接部を、例えばT形鋼のような構造物の制御に適した、より剛性の高い構造に組み合わせたり、同じくT形鋼のような構造物の制御に適した、対称型の構造に組み合わせたりする。
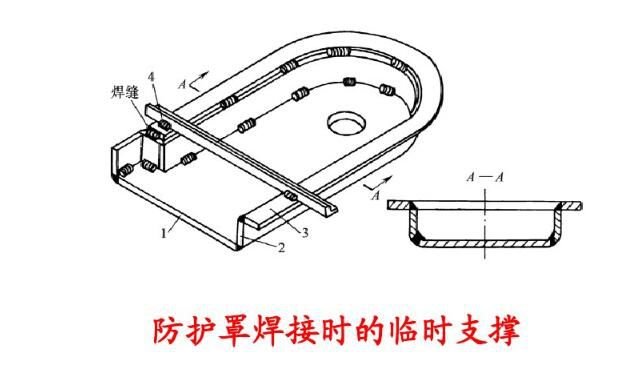
(iii) 構造の剛性と拘束力を高めるための溶接治具の使用。
構造的な拘束力を高めるために仮のブレースを使用する。
妥当な組立溶接順序の選択
組立順序は、溶接構造の歪みに大きな影響を与える。
大規模で複雑な溶接構造物に直面した場合、許容条件内であれば、構造的に単純な部品に分割して、まず個別に溶接し、その後で組立作業を行うべきである。
溶接は、構造部の中立軸に近づける。
溶接継ぎ目が非対称に配置された構造の場合、組立溶接では溶接継ぎ目の少ない側を先に溶接する。
(iv) 溶接継目が左右対称に配置された構造物は、偶数の溶接工が左右対称に溶接しなければならない。
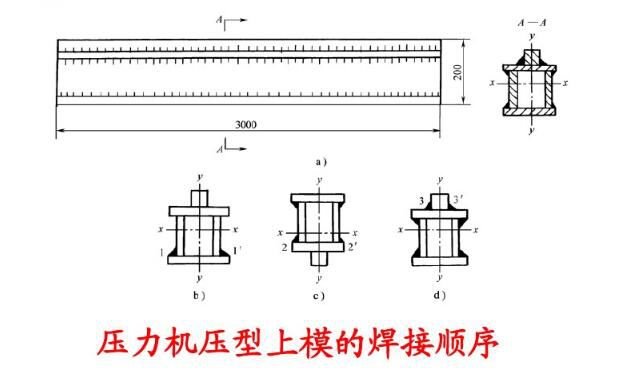
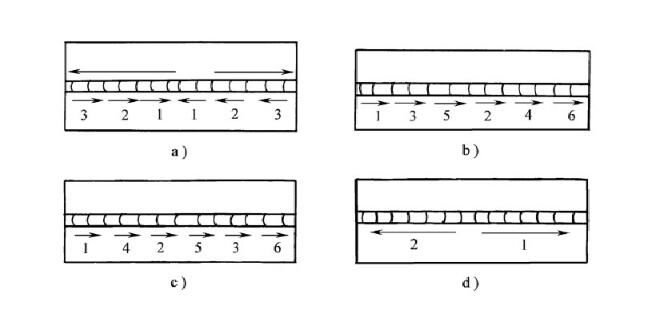
長尺溶接部(長さ1m以上)を溶接する場合は、図12に示す方向と順序で溶接することで、溶接後の収縮変形を小さくすることができます。
このような状況の溶接変形のために、我々はに注意を払うと同時に、溶接プロセスパラメータの選択では、溶接方法の選択に注意を払う必要があります、できるだけそれらの溶接入熱小さい方法とプロセスパラメータを選択する必要があります、大きな溶接パラメータと溶接方法の使用を防ぐために、溶接変形が増加した結果、それは我々がより深く、より深い経験に行くのプロセスの実際の操作でなければならないことが重要ですが、また。常にまとめる。
おすすめビデオ
金属加工のビデオ番号に従おう。













コメントなし