
When welding, the shape and size of the workpiece to be welded change due to the non-uniform temperature field is calledWelding distortion. Today, we are going to find out, the formation of welding deformation is the cause of what, and the existence of which can be controlled methods?
Welding deformation of the causes and control methods of jingle
Welding deformation hazardous, control deformation material worker set;
Material propertiesHigh impact, low expansion and high elasticity deformation is small;
Process parametersBe clear and weld correctly;
Thin plates are welded with low current, thick plates are welded with multiple uniform passes;
The structural design should be simple and the plates can be replaced by steel sections;
Thick plate instead of thin plate parts, reduce ribbed plate welds less;
The weld path should go symmetrically with little stress offsetting distortion;
There are many ways to control the deformation, parameter design to find the know-how;
Counter-variable constraints are most commonly used, leaving enough margin to prevent shrinkage;
Complex structures are unitised and spliced assemblies have small deformation;
Welds are structurally asymmetrical and are most effective with fewer seam starts;
Don't bother with symmetrical welds, even number of workers weld at the same time;
Long seam welding deformation, double symmetrical back welding method;
Solo welding is also possible, and skip welding is the most practical;
Recognise the nature of deformation and solve the problem without any hassle;
Practical experience is most important and should be borne in mind by all.
Causes of deformation
To put it simply, this happens because during welding, the steel is heated to a molten state, and based on thermal expansion and contraction, an unbalanced contraction occurs during the cooling and shrinkage of the steel, which leads to this situation.
Factors affecting welding deformation
There are a number of factors that will have an impact on the welding deformation, which are summarised in the three main areas of material, structure and process.
01
1) Material factors

Mainly due to the material's own physical properties, especially the material's coefficient of thermal expansion, yield limit and the role of the modulus of elasticity of the material, the greater the coefficient of expansion of the material, the greater the welding deformation, the modulus of elasticity increases, welding deformation decreases, and the yield limit is large, which will result in a high residual stress, resulting in an increase in deformation. Stainless steel expansion coefficient is greater than carbon steel, the same thickness of the two materials, stainless steel welding deformation trend is greater than carbon steel, is so, please note. Because the coefficient of expansion of stainless steel is greater than the expansion coefficient of carbon steel, so the same thickness of the two materials, stainless steel welding deformation trend is greater than the carbon steel side.
02
2) Structural factors
The design of the welding structure, its influence on the welding deformation is very critical, the overall principle is that, when the constraint degree shows an increasing trend, the welding residual stress increases, while the welding deformation will be reduced accordingly.
03
3) Process factors
The main influencing factors are the welding method, the heat input during welding (current and voltage), the method used to position or fix the component, the welding sequence, and the use of welding jigs and fixtures in this case. Of these factors, the welding sequence is the one that achieves the greatest effect.
Control of welding distortion
Design measures
Rational selection of the size and form of the weld
To ensure that the structure is load-bearing, the smallest possible weld size is used to minimise the effect of weld heat input on material properties.
Reasonable choice of length and number of welds
Where permitted, profiles and stampings are used; where welds are numerous and dense, cast-welded structures can be used to reduce the number of welds. In addition, a moderate increase in wall thickness to reduce the number of ribs, or the use of compression moulding instead of ribs, prevents deformation of the sheet structure.
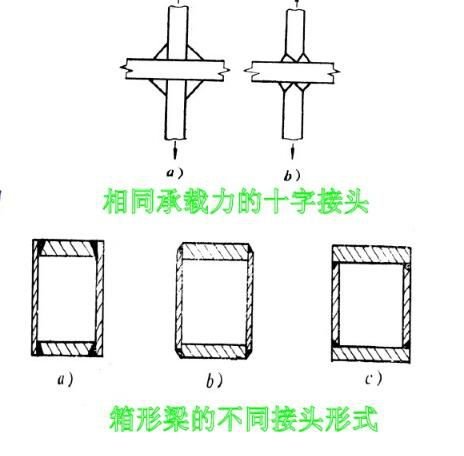
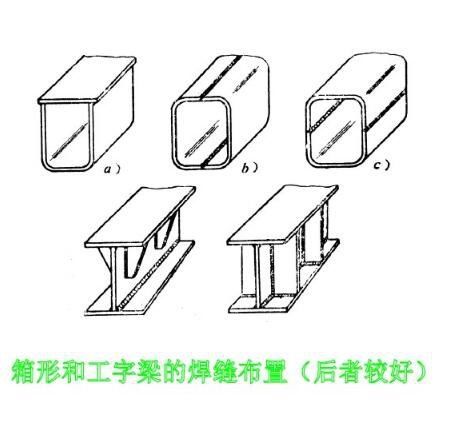
Reasonable arrangement of welding seam position
To arrange the welds in such a way that they are symmetrical to the neutral axis of the section as far as possible, or so that the welds are close to the neutral axis, and in this way have a good effect on reducing the flexural deformation of the beams and columns.
Process measures
inverse distortion method
The use of counter-deformation to control weld distortion is the most commonly used welding method.
allowance method
At the moment of discharging, take the actual length of the parts, or width size, to go than the design size, moderately larger, in order to compensate for the shrinkage of the welded parts, using this approach, applicable to prevent the welded parts shrinkage and deformation of the situation.
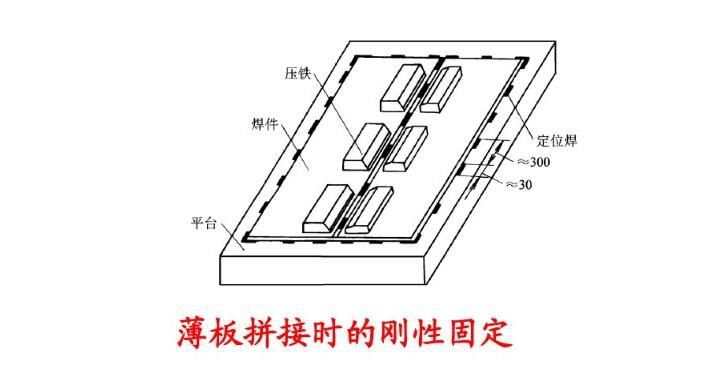
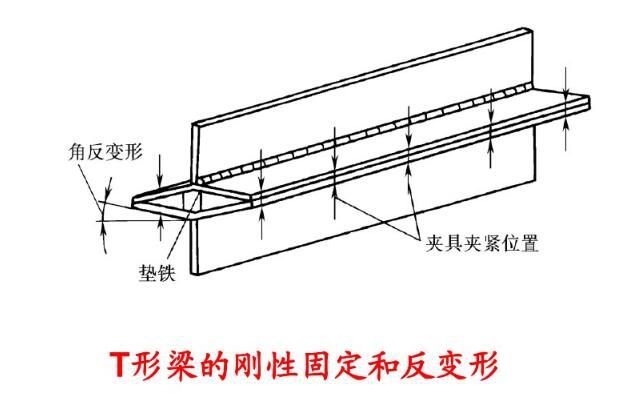
rigid fixing

The parts to be welded are fixed in the best possible way by means of jigs or rigid tyres, which enable the angular and bending deformations of the parts to be welded to be effectively controlled.
① Fix the weldment on a rigid platform (suitable for rigid fixation in thin plate splicing).
Combine the weldments into a more rigid structure, which is suitable for control of structures such as T-beams, for example, or into a symmetrical type of structure, which is also suitable for control of structures such as T-beams.
(iii) Use of welding fixtures to increase the rigidity and constraint of the structure.
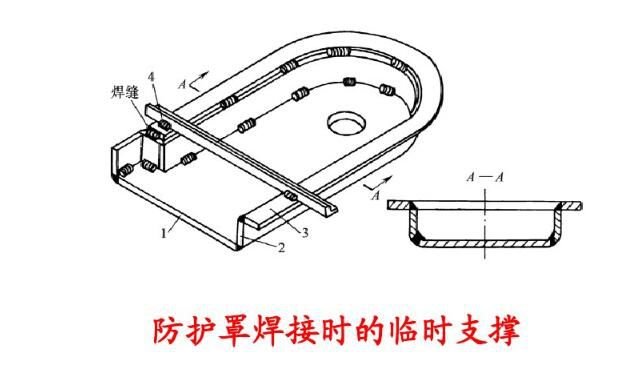
④ Use temporary bracing to increase structural restraint.
Selection of a reasonable assembly welding sequence
The assembly sequence has a significant effect on the distortion of the welded structure.
①Faced with a large and complex welded structure, as long as it is within the permissible conditions, the structure should be divided into a number of structurally simple parts, which should be welded individually first, and then continue to carry out the assembly work afterwards.
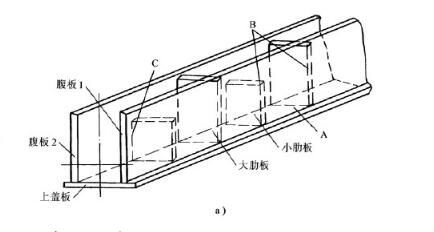
② The weld being applied should be close to the neutral axis of the structural section.
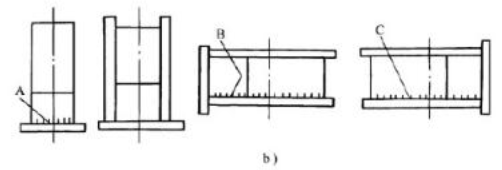
③ For the structure with non-symmetrical arrangement of weld seams, the side with less weld seams should be welded first during assembly welding.
(iv) Structures with symmetrically arranged weld seams shall be welded symmetrically by an even number of welders.
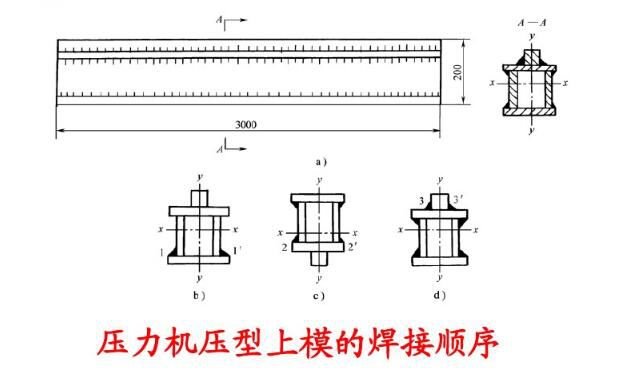
⑤ When welding long weld seams (1m or more in length), the welding operation can be carried out in the direction and sequence shown in Fig. 12 to reduce shrinkage distortion after welding.
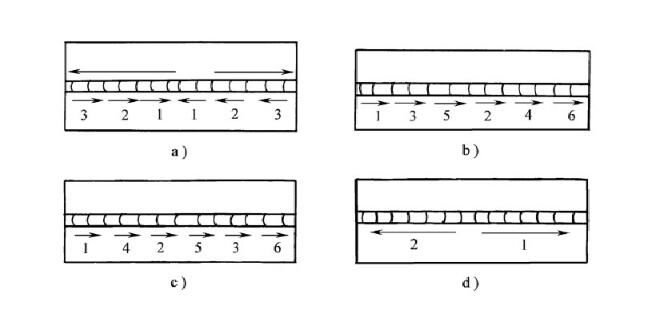
For welding deformation of this situation, we should pay attention to the selection of welding methods, in the choice of welding process parameters at the same time to pay attention to, must be as far as possible to select those welding heat input smaller methods and process parameters, to prevent the use of large welding parameters and welding methods resulting in welding deformation increased, it is important that we must be in the actual operation of the process of going deeper and deeper into the experience, but also Summarise constantly.
Recommended Videos
Follow the metalworking video number for industrial media with attitude













No comments