
鉄骨半田付け里角焊缝极为常见,其具有多样性与复杂性,给焊工带来诸多挑战,不同样式的角焊缝背后,常常暗藏着各自的标准与要求, 要怎样才能有效且精确地做完角焊缝的焊接,从而契合工程需求呢?
011. 角焊缝焊接要点
高质量角焊缝焊接的第一步,是挑选适宜的母材与焊材。我们提议采用Q345材质的试板。其尺寸为具体数值。在焊材挑选方面,推荐采用E5015(J507)焊条。该焊条烘干温度需控制在350至400℃之间。并且要保温2小时,以此确保质量。同时, 焊丝应选用符合国标ER50-6(或美标ER70S-6)的标准。
需在开始焊接以前,对焊缝两侧各15至20mm范围内的区域予以彻底清理。清理涵盖运用砂轮修磨或者化学处理方式, 以此来清除板材表面的氧化膜、铁锈、油污以及水等杂质。这般准备步骤对确保焊接质量来讲是极其关键的。在装配的时候要控制间隙并开展背面点固, 通常情况下,点固两到三个点便足够了。

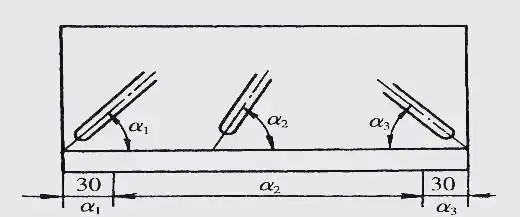
还没正式开始焊接时,就得认真去调整焊接参数, 为促使焊接过程稳定以及焊缝质量得以保障。这些参数涵盖焊接电流、电压、焊接速度及焊条直径等。把这些参数调整妥当后,接下来就要开展实际的焊接操作。打底焊是整个焊接流程里极为关键的一步, 要留意电弧控制与磁偏吹问题, 借助适当调节焊条角度来有效施行控制。
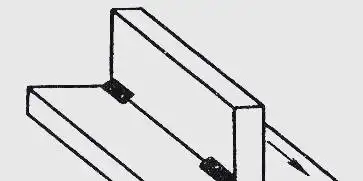
需进行根部平角焊之际, 要采用右焊法, 也就是于试板左侧开始引弧, 且运用短弧焊技术。于焊接进程当中, 得保证电弧对准根部顶角,借助压低电弧的办法来确保顶角跟两侧板实现良好熔合。另外, 采用直线运条方法向右开展焊接,同时维持稳定焊接速度,进而确保达成所需熔深。
在焊缝所处的起始位置以及结束位置那里,常常会碰到磁偏吹这种状况,它会给焊缝质量带去不利的影响。为了能够有效地应对这一问题, 我们得适当地对焊条角度作出调整,一般情况下,依靠将电弧指向熔池这种方式, 能够达成对磁偏吹的有效控制。
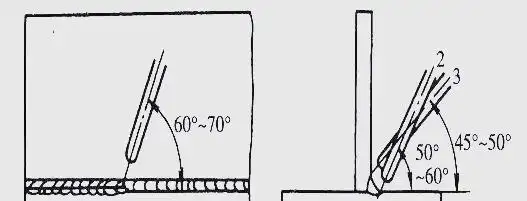
实施盖面焊接以前,一定要清除根部焊道之上的焊渣以及飞溅, 进而预防夹渣缺陷的生出。盖面焊得焊接两道,先是焊接下侧焊道,接着再焊上侧焊道。在焊接下侧焊道之际,电弧要对准根部焊道的下沿,运条维持直线, 并且焊条角度要大于45°;而于上侧焊道焊接之时, 电弧则对准根部焊道的上沿,运条能够直线或者横向摆动,与此同时焊条角度要小于45°。
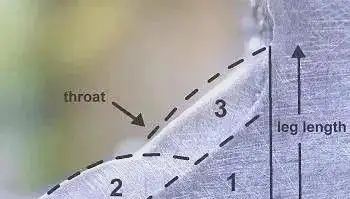
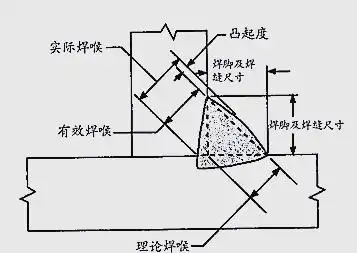
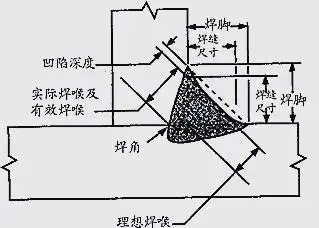
当确定角焊缝尺寸之际,我们首要得明晰角焊缝的类别, 也就是凸型或是凹型。理论焊喉是于角焊缝的剖面当中, 绘出最大的内切直角三角形, 其斜边朝着接头根底的垂直距离。有效焊喉是指把凸起部分去除后,自角焊缝的表面量到焊根的最小距离。实际焊喉是角焊缝表面跟焊根之间的最短距离。
掌握角焊缝的尺寸以及类型,能够助力我们更优地把控焊接技巧, 保障焊接质量。针对凸型角焊缝而言,焊脚长度等同于焊缝尺寸, 然而对于凹型角焊缝来讲,其焊缝尺寸略微小于焊脚长度。













コメントなし