
于加工切削加工において、工具の角度は極めて重要な役割を果たします。これは工具の切削部の形状に影響を与えるだけでなく、加工品質や効率を左右する決定的な要素でもあります。
011. 旋削工具の幾何学的角度の重要性
1.1 > 旋削工具の切削部の解析
旋削工具には切削部があり、そこには前刃面、主後刃面、副後刃面、主切削刃、副切削刃、および刃先といった重要な構成要素が含まれています。これらの要素が適切に配置されることで、旋削工具の切削工程における性能と効果が決定されます。

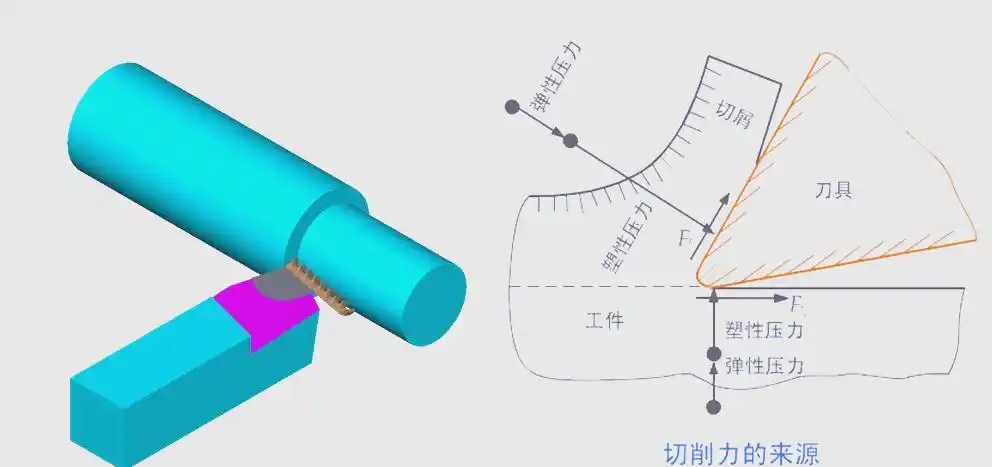
切削工具上で切りくずが流れる面は前刃面であり、その形状は切削プロセスの滑らかさにとって極めて重要である。主後刃面はワークの加工面と向き合っており、このプロセスにおいて相互に作用し合うが、これは切削効果を決定づける重要な要素である。副後面はワークの加工済み表面と向き合い、このプロセスにおいて相互作用を展開し、切削プロセスの安定性に重要な影響を及ぼします。主切削刃は、工具の前面と主後面が交差して形成される線であり、その形状と位置は切削の効率と精度に直接影響を与えます。主切削刃を補助して切りくずを除去する副切削刃は、工具の刃先面と副後面が交差する位置にあり、切削の均一性を高める役割を果たします。主切削刃と副切削刃が交差して形成される刃先は、その形状や位置が、切削プロセスの初期段階において決定的な役割を果たす。
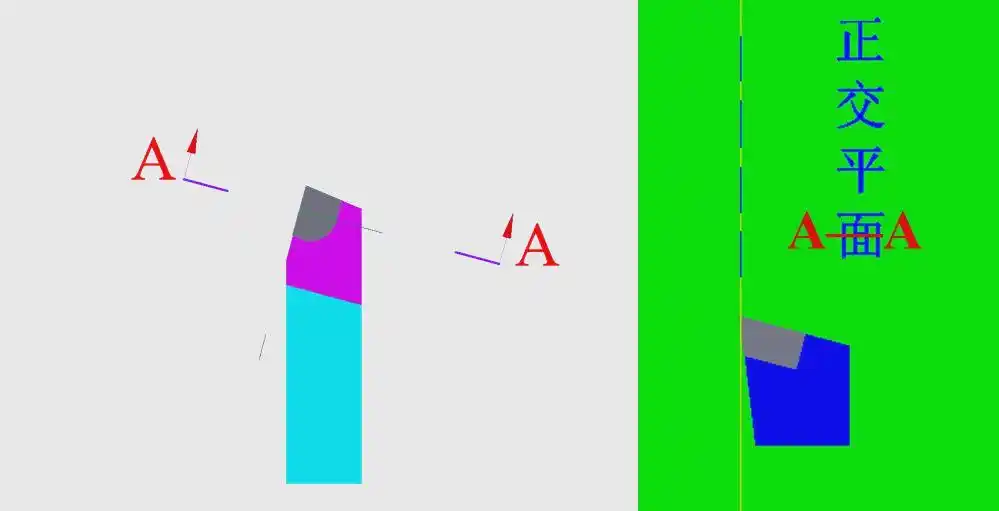
旋盤用切削工具の切削部を解析するにあたっては、3つの補助平面の概念についても理解する必要があります。これらの補助平面が切削平面、基準面、あるいは直交平面のいずれであるかによって、切削工具の幾何学的角度の決定や測定において重要な基準が提供されるのです。
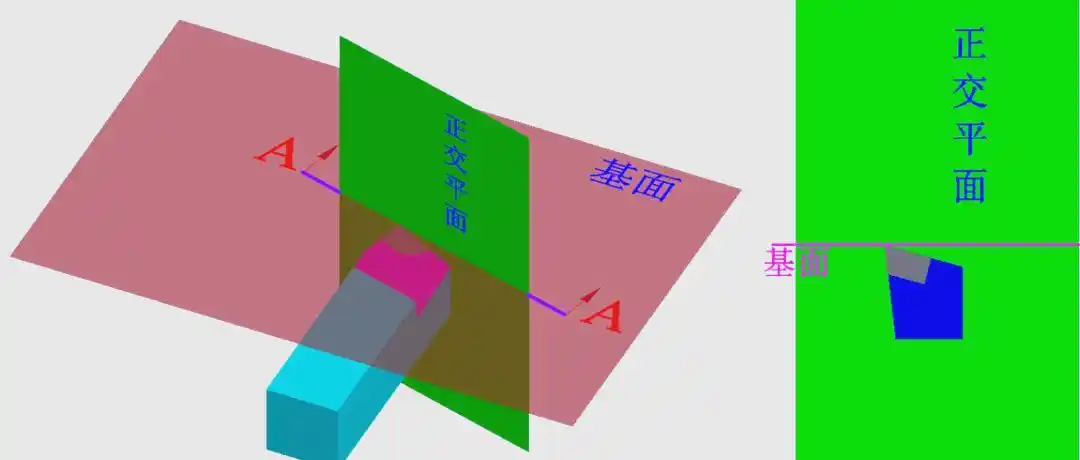
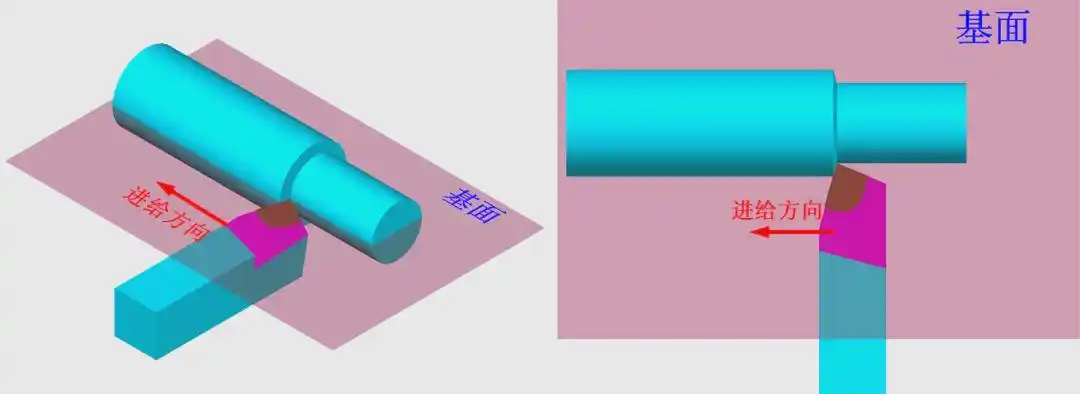
切削平面とは、所定の点において主切削刃と接し、かつ常に工具シャンクの底面に垂直な平面のことである。
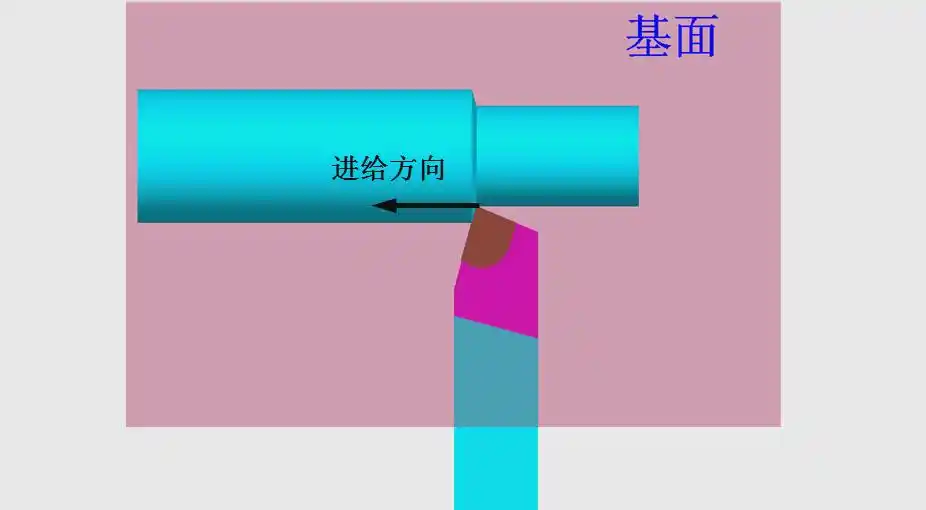
基準面は主切削刃上の特定の点を通過し、シャンクの底面と平行になる。


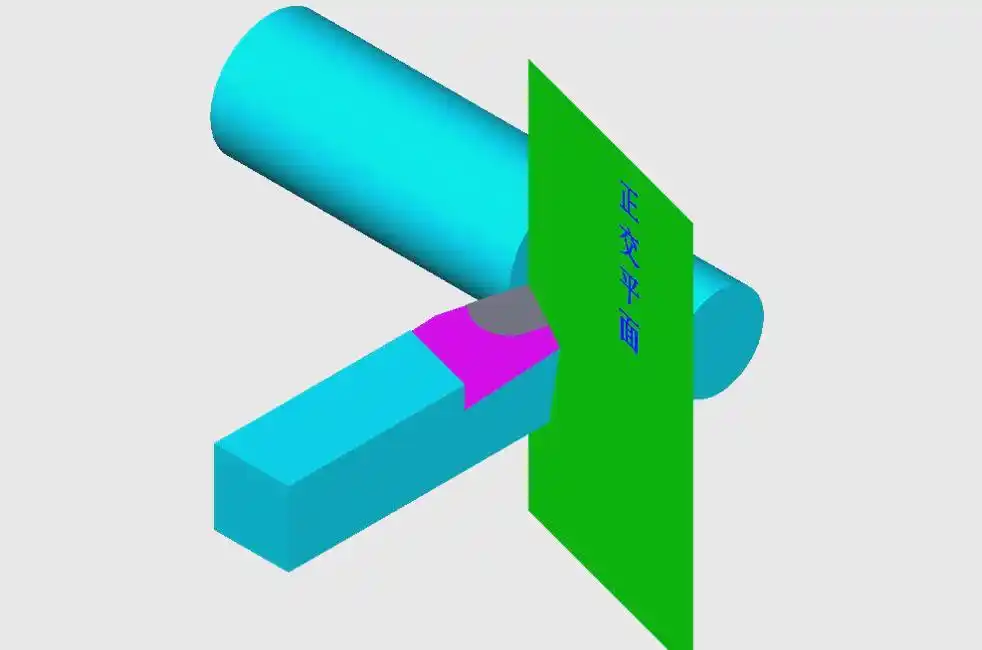
直交平面は、切削平面と基準面の両方に垂直であり、これら両方に対して直角をなしている。
ここから、切削平面、基準面、そして直交平面が存在することがわかる。これら3つの座標平面は空間内で互いに垂直であり、これらが一体となって完全かつ標準的な空間直交座標系を構成している。
022. 重要な幾何学的角度の選定と検討
2.1 > 前角の選定基準
刃先の堅牢性と鋭利性のバランスを図るための設計が前角であり、選択にあたっては、まず加工材料の硬度を考慮する必要があります。硬度の高い材料の場合は、比較的小さな前角を選択すべきですが、硬度の低い材料の場合は、比較的大きな前角を選択することができます。 これに加え、加工の性質も前角の大きさを決定する重要な要素です。荒加工の過程では、刃先の堅牢性を確保するために、 前角は小さい値に設定するのが適切です。一方、仕上げ加工段階では、より高い切削効率を追求するため、前角は大きい値に設定すべきです。通常、前角の選択範囲は-5°から25°の間です。
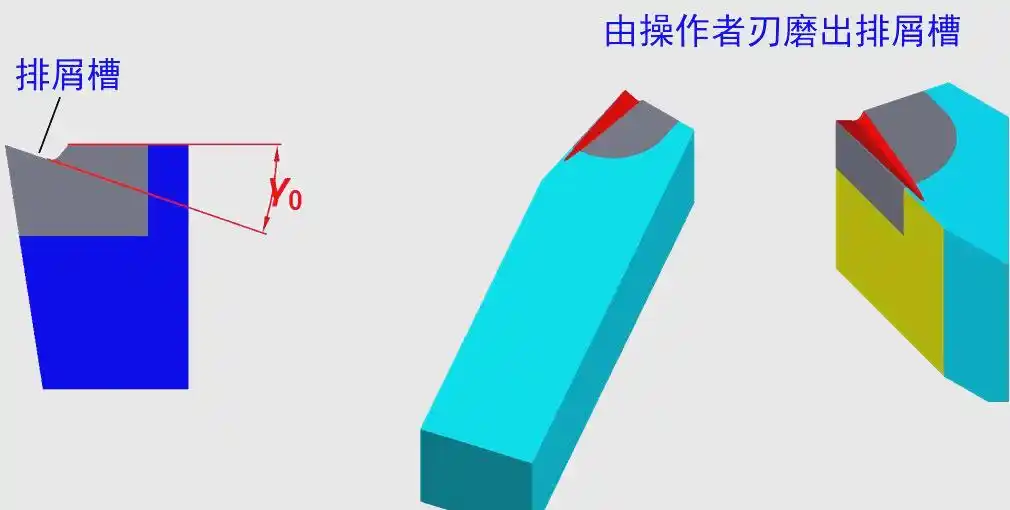
旋削工具の製造工程において、前角(γ0)は通常、あらかじめ設定されるものではなく、工具にチップ排出溝を研磨することで形成される。このチップ排出溝、すなわちチップブレーカーは、極めて重要な役割を果たす。これは、切りくずを効果的に切断して絡みを防ぐだけでなく、切りくずの流出方向を制御し、加工面の精度を確保することができる。同時に、切削抵抗を低減し、ひいては工具の寿命を延ばすことにもつながる。
2.2 > リアアングルの選定基準

後角の選定は、加工特性や加工材料の硬度に左右されます。仕上げ加工では、工具の切れ味と加工精度を確保するために、後角を大きく設定する必要があります。一方、荒加工では、より大きな切削力が必要となるため、後角は小さく設定すべきです。 また、被削材の硬度も後角の選定に影響を与える重要な要素である。被削材の硬度が高い場合、刃先の強度を高めるために主後角は小さい値に設定する。逆に、 後角はより大きな値に設定すべきである。留意すべき点として、後角の角度範囲は通常6°から12°の間であり、0度または負の値にしてはならない。
2.3 > 主偏角の選定基準
主切り込み角を選択する際には、旋盤、治具、および切削工具によって構成される旋削加工システムの剛性を総合的に考慮する必要があります。システムの剛性が良好であれば、主切り込み角は小さい値を選択するのが適切です。これにより、旋削工具の寿命を延ばすだけでなく、放熱状態を改善し、 さらには表面粗さを最適化することさえ可能です。同時に、加工ワークの形状も主切り込み角を決定する重要な要素となります。例えば、段付きを加工する際は主切り込み角を90°に設定すべきですが、中間部から切り込むワークに対しては、一般に60°が選ばれます。特に留意すべき点として、主切り込み角の許容範囲は一般的に30°から90°の間であり、その中で45°、75°、および90°が最も頻繁に使用される角度である。
2.4 > 副偏角の選定基準
副偏角を選択する際には、まず、旋盤用工具、被削材、および治具によって構成される全体の剛性を考慮する必要があります。十分な剛性があれば、副偏角を小さく設定することが可能ですが、逆の場合はより大きな値を選択する必要があります。さらに、加工の特性も決定要因の一つとなります。仕上げ加工を行う場合、副偏角は通常10°から15°の範囲に設定されますが、荒加工を行う場合は、およそ5°の副偏角を選択することができます。
2.5 > 刃先角度の選定基準
刃先角度の選定は、主に加工の性質に基づいて決定される。荒加工の段階では、ワークから旋盤用切削工具にかかる衝撃力が大きいため、λS ≤ 0°を選択することが推奨される。一方、仕上げ加工の段階では、ワークから旋盤用切削工具にかかる衝撃力が小さいため、λS ≥ 0°を選択すべきであり、通常はλS = 0°とする。総じて言えば、刃先傾角は通常、-10°から5°の範囲内で選定される。













コメントなし