

グラインダー被用于开展干净的切割操作, 且能在金属材质上达成精细的表面仕上げ效果。这些机器一般被应用于制造业里头, 特别是汽车制造行业以及航空航天制造行业, 而在这些行业当中表面光洁度是极为重要的。要是您正处于搜索和磨床有关联的文章的状态, 那么您来到了合适的地方, 因在本文里, 我们会对磨床的类型以及规格事宜进行探讨。

図1:研削盤
それは何ですか?研磨?
这是一种能去除表面过剩材料, 给金属予以光滑表面的工具,叫磨床。此过程起始于那个用于接触并且切割工件的砂轮。额外来说呢, 可以依照被应用的需求, 获取光线以及任何所需要的形状。
粉砕プロセスの主な特徴
研削盤には多くの便利な機能があるが、ここでは最も重要なものについて説明する:
図2:主な特徴
研削の仕組みは?
以下のガイドは、このプロセスがどのように行われるかを説明するものである:
基本的な研削原理
これらの原則は、以下のステップに基づいている:
研削工程に影響を与える主な要因
如下的表格, 将那些有可能对研磨进程产生影响的因素给罗列了出来。所以呢, 务必要提升警觉程度, 才能够达成有效的操作:
図3:要因
一般的な研削盤
これらは、さまざまな業界で一般的に使用される研削盤です。以下はその一部である:
研削の利点と欠点
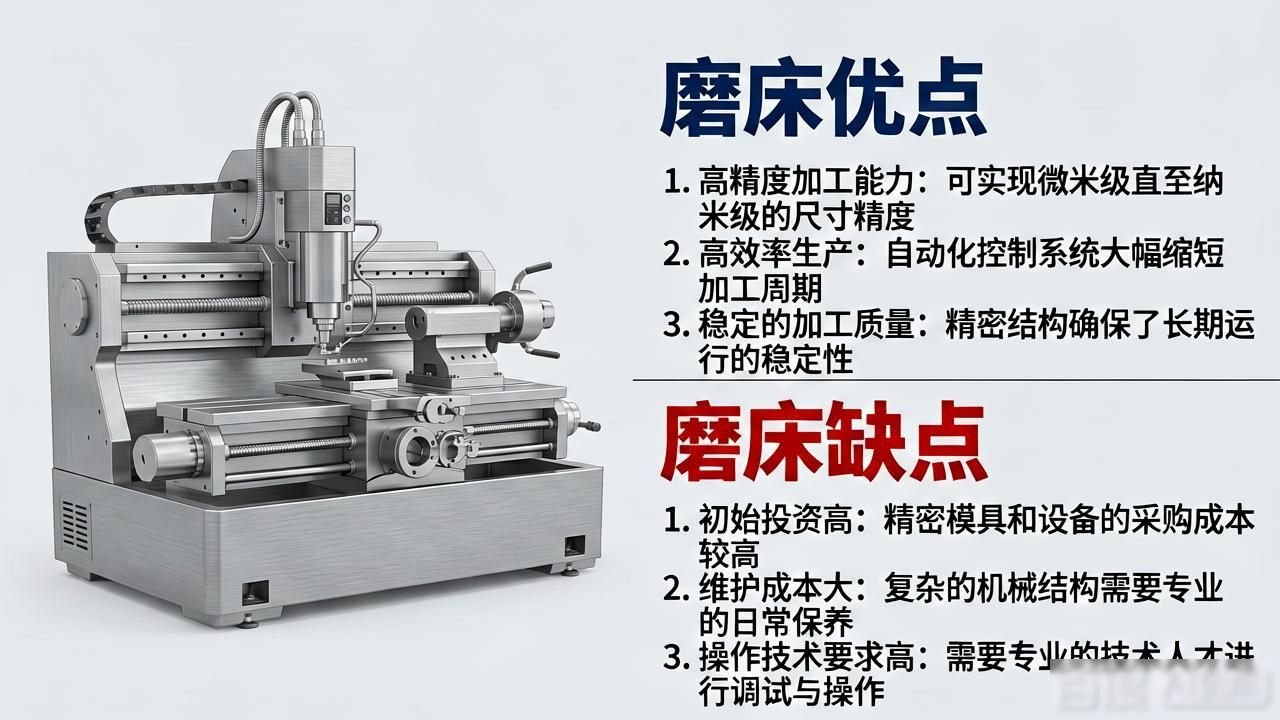
このセクションでは、グラインダーを使用することの重要な利点と欠点について説明する。
精密製造における研削の利点
研削の欠点と限界
他の加工工程より研削を選択する場合
这所有的情况都依赖于材料的种类以及应用, 然而通常的标准是倘若材料除去率较为低水平, 那么该机器就更受青睐, 要是工件规模较小并且需求光滑且精准的表面光洁度, 那就选用磨床而非其他机器。
研削アプリケーション
主な研削用途は以下の通り:
研削加工の種類
以下部分讨论了磨床执行的主要工艺类型::
平面研削
此功能里, 砂轮和工件维持接触状态。运行速度一般处于二十 八至三十三米每秒的范围, 材料去除率是一立方英寸每秒, 这属于此类砂轮关键的技术特性。
円筒研削
进行外圆磨削加工, 针对的是那种需要严格公差的圆柱形零件。在这种磨削的类型里, 运行速度处于25至33米每秒的范围, MRR是1立方英寸每秒。
無意識の研磨
在这台机器里头, 工作刀片唯有一个作用, 那就是, 在进行磨削之际支撑工件。鉴于其无心几何形状, 它常常被用于圆柱形零件。它的速度是 23至30 米每秒, 与此同时维持 1 英寸每秒的 MMR 值。
内面円筒研削
照其名称所表达的意思来看, 它是被应用于组件的内部的那些零件的, 样品能够借助其实用程序来进行研磨。一些较为常见的例子涵盖了内部孔以及管。该机器的运行速度处于33至48米每秒的范围之内, MRR是0.5到1立方英寸每秒。
スローフィード研削
那个磨床能够协助您于最短的时间之内达成麻烦的加工, 这个特性让它适合用于航空航天工业, 也就是高强度合金, 它的典型运行速度是0.10 m/s。
輪郭研磨
要是有对高精度需求状况的话, 能够运用成型磨床, 好几位操作员均是这般讲的。该机器具备运行速度处于20至25m/s的情形, 每间隔1s的MRR是30 in³。
666
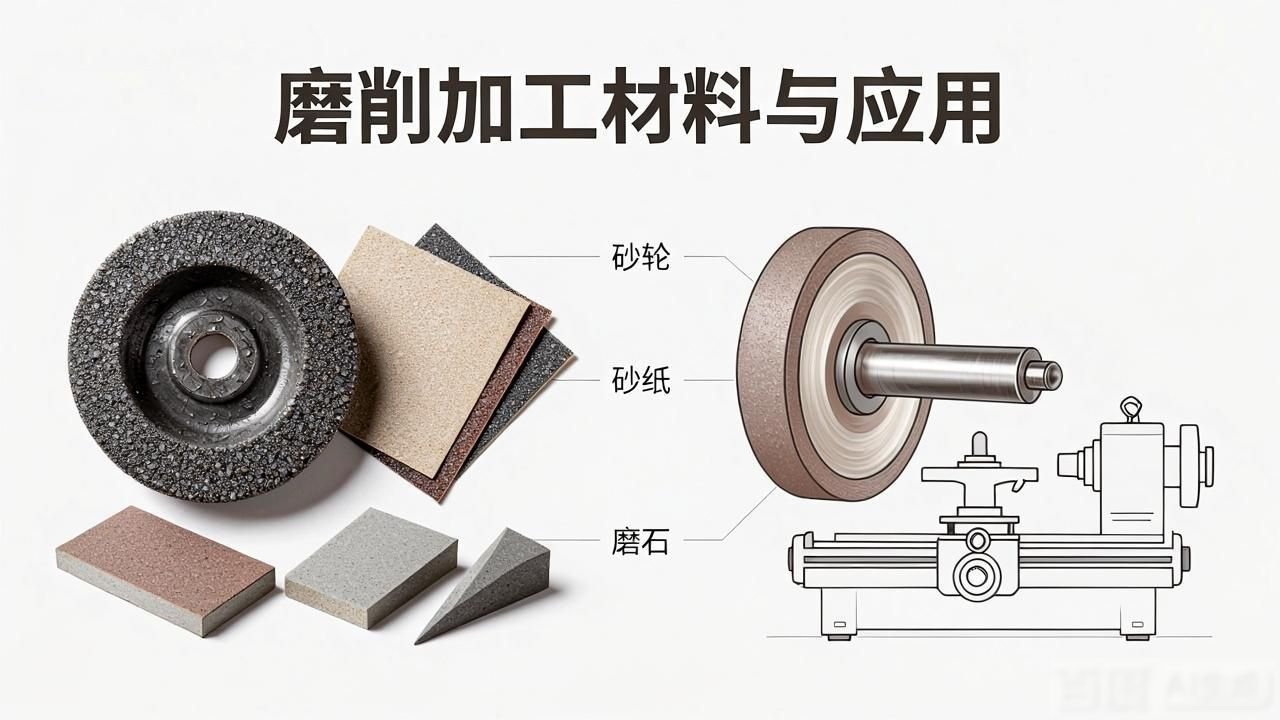
粉砕工程で使用できる材料は?
有可加工多种材料的磨床, 这些材料涵盖钢合金, 还有铝 、铝合金以及钛等, 而陶瓷材料难以借由磨削工艺来加工, 不过最终是取决于应用的。
研削技術
以下に、研削に関する技術的な重要事項を挙げる:
砥石仕様
次の表は、研削砥石に要求される技術仕様の概要です:
表1:仕様
研削砥石の砥粒
研削砥石によく使用される砥材をご紹介します:
研削の速度、送り、切り込み
速度, 它所指的是, 车轮进行旋转动作时的那种速度 , 这种速度是以RPM,也就是每分钟转数来进行计算的。
进给率, 它呈现的是砂轮朝着工件移动的速率, 该速率的计量单位是mm/min以及ipm。
カットの深さ:
工具鋼の研削に関する主な考慮事項
要是您此刻正运用磨削工具钢, 那就务必践行以下法子, 假如不然的话, 极有可能会给您招致严峻问题。而这些举措涵盖了。
根据工件材料挑选适宜的砂轮, 选择符合要求的冷却液去控制切割所产生的热量, 运用恰当的平均粒径, 采用最佳值也就是速度与进给速率。
フライスとグラインディングの違いは何ですか?
采用这个铣削工艺, 会用到单个切削刀具, 或者多个切削刀具。进行此操作时, MRR比较高, 然而表面光洁度比较低。
要是属于磨削加工这种情况, 那就仅仅运用单轮来开展加工, 材料去除率虽说比铣削要低, 然而表面光洁度却比铣削加工来得高。













コメントなし