

突合せ溶接ある鉄骨半田付け里头经常能见到, 它的多样性质不但给焊工造成了挑战, 还给予了他们不一样的标准。那么, 怎样才能够精彩地达成角焊缝的焊接, 进而去符合各项需求呢? 接下来, 我们会给您详尽解答。
011. 角焊缝焊接要点
1.1 母材和焊材的选择
试以Q345材质的试板为例, 此试板有特定尺寸, 就其角焊缝焊接展开简要探讨。于Q345材质角焊缝焊接进程中, 所选E5015(J507)焊条, 烘干温度控制于350至400℃之间, 且保温2小时以保障其质量。与此同时, 焊丝采用符合国标ER50-6(美标ER70S-6)的标准, 用以确保焊接效果。

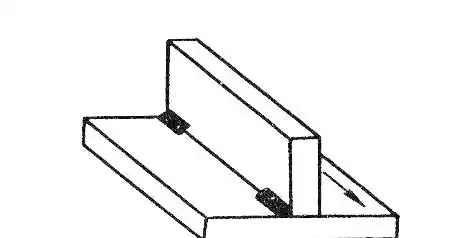
1.2 焊前的准备和装配
焊接Q345材质的角焊缝前, 要对焊缝两侧大概15至20mm范围做彻底清理。采用砂轮修磨或者化学处理办法,清除板材表面可能有的氧化膜、铁锈、油污以及水渍等杂质。这样的准备步骤对保证焊接质量很关键。Q345材质角焊缝焊接中, 焊缝间隙控制很重要, 一般要求间隙尽量小。点固作为焊接前重要步骤, 常在板材背面进行, 其长度控制在10mm左右。一般来说,点固两到三个点就足够了。
1.3 焊接参数与操作

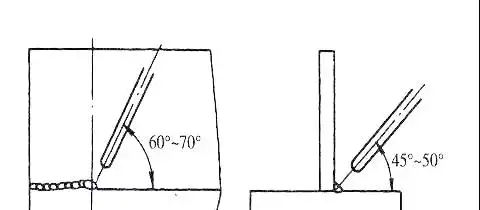
于Q345材质角焊缝之焊接进程里, 挑选适宜的焊接参数极为关键, 这些参数涵盖焊接电流、电压及焊接速度等, 它们对焊接的质量与效率有着直接影响, 依据具体的焊接要求以及材料特性, 合理调适这些参数是担保焊接质量的要点, 于施行根部平角焊之际, 焊条的角度很关键, 一般采用右焊法, 也就是在试板的左侧开展引弧, 且运用短弧焊技术。
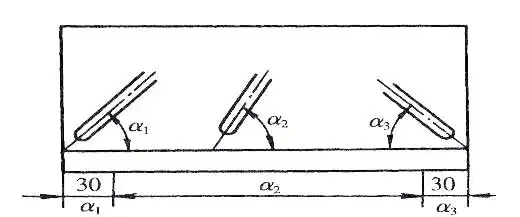
1.4 处理焊道接头与盖面焊
要在距离弧坑大概10mm的地方起始引弧, 跟着把电弧拉长, 快速移到弧坑那儿。接下来, 按照弧坑的形状, 把弧坑完整填满。最后, 恢复平常焊接就行。在开展盖面焊接以前, 一定要把根部焊道上的焊渣和飞溅清理掉, 防止夹渣缺陷出现。盖面焊一般要焊两道, 先焊下焊道, 这时电弧要对准根部焊道的下沿哪。

1.5 焊角尺寸的表示
焊缝角尺寸的精准呈现, 对质量管控起着关键作用, 通过恰当设定该尺寸, 能够保障焊接质量, 规避潜在安全风险 , 具体来讲, 焊缝角尺寸的表达需考量诸多要素, 涵盖焊缝形状、焊接材料选用以及焊接工艺把控之类的因素 , 在实际作业进程里, 应极为严谨地依据相关标准与规范来开展操作。
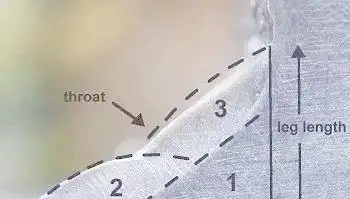
1.6 凸焊角与凹焊角
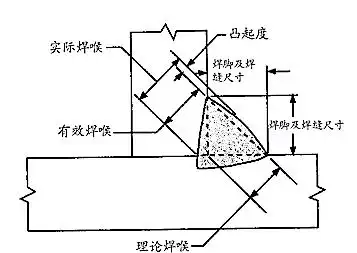
焊接领域里, 凸焊角是突出于表面的, 凹焊角却有可能存在凹陷, 这在好多工程应用当中起着重要作用。所以, 准确去表示尺寸对工程应用来讲是重要的。借助合理设定焊角尺寸, 不但能够确保焊接质量, 还能够有效预防潜在的安全风险。在角焊缝的剖面这儿, 我们能够观察到不一样的尺寸定义。首先, 理论焊喉指的是最大内切直角三角形里从接头根部到斜边的垂直距离, 它对焊缝的基本尺寸进行了描述。而有效焊喉是扣除了凸起部分以后, 从角焊缝表面到焊根的最小距离。













コメントなし