

Auf der Grundlage von zwei automatisierten Produktionslinien, ausgearbeitet auf der Produktionslinie Verarbeitung, viele Arten von Teilen und komplizierten Zustand, Single-Prozess-Verarbeitungszeit ist kurz, Sorten ändern extrem häufig, die Produktionslinie läuft Beat erscheinen stecken und nicht glatt, etc., und auch analysiert die wichtigsten Gründe für die geringe Auslastung von CNC-Werkzeugmaschinen, Produktionslinie Ineffizienz; auf der Grundlage der Herstellung Schmerzpunkte, innovative Forschung in der Produktionslinie von Multi-Spezies und variable Batch-Produkte in der hocheffizienten Verarbeitungstechnologie, um die hohe Effizienz der Verarbeitung zu erreichen und die Auslastung der Ausrüstung zu maximieren, und die Entwicklung der intelligenten Produktionslinie, und die Entwicklung der intelligenten Produktionslinie. Erreichen der effizienten Verarbeitung von automatisierten intelligenten Produktionslinie und die Maximierung der Auslastung der Geräte, die wichtig für die Entwicklung vonintelligente FertigungTechnologie, der Aufbau automatischer Produktionslinien und die Anwendung der intelligenten Fertigung in der Produktion haben einen guten Referenzwert.
1 Präambel
Begleitet von der kontinuierlichen Entwicklung der intelligenten Fertigungstechnik, die traditionelle verarbeitende Industrie weiterhin die Durchführung der Transformation und Modernisierung, den Bau von automatisierten Produktionslinien mehr und mehr ausgereift, einschließlich Gelenkroboter, Logistik Gabelstapler, wie die Verwendung von RGV mehr und mehr verwendet, die Produktionslinie durch das Objekt verarbeitet, um die Anzahl der Chargen von vielen Sorten von komplexen Strukturen und eine Reihe von Merkmalen, die in der Produktionslinie sowie die Auslastung der Ausrüstung ist relativ gering, Teil zeigen Verarbeitung Effizienz ist auch sehr gering, die bestehenden Produktionslinie Fertigungsmodell in der Tiefe des technischen Niveaus zur Anpassung an die oben genannten Produkte mit diesen Merkmalen scheinen etwas schwach zu sein. In diesem Papier, in Anbetracht der oben genannten Situation, rund um die automatisierte Produktionslinie Innovation einer Reihe von Kerntechnologien, legt eine Produktionslinie für verschiedene Grade der Komplexität des Produkts Verarbeitung Methode, die Methode enthält automatische unbemannte Intervention, halbautomatische, intermittierende automatische drei Produktionslinie Betriebsart, sowie Multi-Station Multi-Drehtisch-Spanntechnik, innovative All-in-One-Prozess-Design-Technologie, um einen einzigen Prozess der Verarbeitung Zeit für einen kurzen Zeitraum als Teil der Produktionslinie Verarbeitung Effizienz ist gering zu lösen Die Erfindung der automatischen Reset-Technologie der Verarbeitung Umwelt löst das Problem der niemand in das erste Stück von Multi-Batch-Teile, und stimuliert die umfassende Effizienz der Produktionslinie durch die Erfindung neuer Technologien.
2 Hintergrund, Zweck und Bedeutung
2.1 Hintergrund der Studie
Im Zuge der Digitalisierung und der schrittweisen Einführung intelligenter Technologien wird der Wettbewerb auf dem Markt immer intensiver. Die traditionelle Fertigungsindustrie steht vor großen Chancen, aber auch Herausforderungen und muss dringend eine tiefgreifende Umgestaltung und Modernisierung vornehmen.
Allerdings steigen die Arbeitskosten, die Wertschöpfung ist gering und die Nachfrage nach personalisiertem Konsum wächst. Diese drei Probleme behindern die Transformation und Modernisierung der chinesischen Fertigungsindustrie. Massenindividualisierung: Die vorhandenen Ressourcen der Unternehmen werden mit Hilfe moderner Designmethoden, Gruppierungstechnologie, Informationstechnologie und fortschrittlicher Fertigungstechnologie voll ausgeschöpft, um die individuellen Bedürfnisse der Kunden mit dem Umfang der Massenproduktion in Einklang zu bringen und maßgeschneiderte Produkte und Dienstleistungen anzubieten. Zu dieser Zeit hat die diskrete intelligente Produktionslinie ein hohes Maß an Flexibilität bei der Herstellung, hat einen flexiblen Prozess Route, kann es auf der Grundlage von Daten, den Herstellungsprozess des Produkts verbessert werden, sondern auch für die Qualitätsprüfung, die zur Verbesserung der Effizienz der Entscheidungsfindung des Managers hilft, und kann auf der Grundlage der Produktionssituation, um dynamische Echtzeit-Planung Entscheidungen zu treffen. Daher wird im Rahmen der Mass Customization Modell, den Bau von effizienter, autonomer, genauer und energiesparender diskrete intelligente Produktionslinie wird die Zukunft der chinesischen verarbeitenden Industrie, um die Straße zu brechen sein.
Die kontinuierliche Entwicklung von Wissenschaft und Technik, in der Luft-und Raumfahrt-, Automobil-, Schiffbau-und Schimmel-und anderen industriellen Bereichen, die Produktion Modell aus den früheren großen Mengen, eine einzige Art, und allmählich in die heutige kleine und mittlere Chargen, Multi-Spezies, Teile und Komponenten der Form hat sich mehr und mehr komplex, die Anforderungen der Prozesstechnologie wird zunehmend verbessert, und sobald der Schrott, der Verlust durch die unermesslich, so wie die Verbesserung der automatisierten Verarbeitung Technologie, Verbesserung der Verarbeitung Effizienz und stabile Produktqualität wird besonders wichtig. Also, wie automatisierte Verarbeitungstechnik zu verbessern, verbessern die Effizienz der Verarbeitung und stabilisieren die Produktqualität, die besonders wichtig sein wird.
2.2 Zweck und Bedeutung der Studie
Im Entwicklungsprozess von Luft- und Raumfahrtprodukten, die eine große Vielfalt an Produkten mit den Merkmalen variabler Losgröße, kurzer Zyklus, hohe Komplexität und häufige Änderungen im Zustand der Teile usw. aufweisen, ist die traditionelle diskrete Einzelbearbeitung nicht in der Lage, die zunehmend komplexen und diversifizierten Anforderungen an die Bearbeitung von Luft- und Raumfahrtteilen zu erfüllen, so dass bei der Umstellung der diskreten Einzelbearbeitung auf die intelligente Bearbeitung die Automatisierungslinie der Bei der Umstellung von der diskreten Einzelbearbeitung auf die intelligente Bearbeitung ist die eingehende Anwendung der automatisierten Fertigungslinie zu einem Problem geworden, das gelöst werden muss.
Mehrere CNC-Werkzeugmaschinen, Logistik-Systeme, Scheduling-Systeme, Offline-Voreinstellung Systeme, Online-Mess-Systeme, zusammen eine automatisierte Bearbeitungslinie, wenn die Produktionslinie des Systems, und die Tiefe der Integration der Produkt-Verarbeitung, dann ist der Grad der automatisierten Verarbeitung von Teilen wird erheblich verbessert, die Intensität der manuellen Arbeit wird erheblich reduziert werden, die Produktqualität kann stabil sein, ist der Produktionszyklus gewährleistet.
3 Merkmale und Schwierigkeiten bei der Verarbeitung in Produktionslinien
Sie zeichnet sich durch eine hohe Produktionseffizienz aus, sie zeichnet sich durch einen geringeren manuellen Arbeitsaufwand aus, und sie verfügt über die Eigenschaften einer hohen Flexibilität. Mit Hilfe der Automatisierungstechnik, mit der Hilfe der intelligenten Technologie, kann erheblich verbessern die Produktionseffizienz, können die Produktionskosten zu senken, können die wirtschaftlichen Vorteile der Unternehmen zu verbessern; für einige sich wiederholende Arbeit, für einige gefährliche Arbeit, kann erheblich reduzieren manuelle Bedienung, kann das Risiko der Qualität kann die Sicherheit der Produktion zu verbessern; in der Produktion von komplizierten und beschäftigt Aufgaben, kann auf der Grundlage der Nachfrage nach schnellen Anpassung kann die Kern-Wettbewerbsfähigkeit der Unternehmen zu verbessern. Unternehmen Kern Wettbewerbsfähigkeit.
Zur gleichen Zeit, die Entwicklung der automatisierten Produktionslinie Verarbeitung und Produktionslinie Betrieb enthält eine Reihe von Schwierigkeiten: Erstens, in der technischen Ebene zur Durchführung unabhängiger Forschung und Entwicklung, Durchbruch Montage-und Software-Technologie Engpässe, und achten Sie auf die Kern-Technologie in der gesamten Öko-Kette; Zweitens, in der Verwaltung der Notwendigkeit zur Förderung der organisatorischen und verwaltungstechnischen Veränderungen zur Anpassung an die Informationstechnologie, die durch die Veränderungen in der Verwaltung der dritten, die Entwicklung der Straße der Intelligenz zur Einführung von Systems Engineering und Top-Design, so dass es die Möglichkeit der Erreichung der tiefen Integration der Fertigungstechnik und Informationstechnologie. Drittens sollten auf dem Weg zur intelligenten Entwicklung das System-Engineering und das Top-Level-Design eingeführt werden, so dass die Möglichkeit besteht, eine tiefe Integration von Fertigungstechnologie, Informationstechnologie und Organisationsmanagement zu erreichen.

Ein Beispiel für den Aufbau der Produktionslinie ist in Abbildung 1 dargestellt.

Abbildung 1 Beispiel für eine Produktionslinie
4 Forschung und Anwendung neuer Technologien für die Verarbeitung in Produktionslinien
4.1 Forschung zu neuen Technologien für die Linienverarbeitung
(1) Die Werkstatt verfügt über eine Reihe von Produktionslinien Bearbeitung, auf deren Grundlage die Gestaltung der Hybrid-Betriebsart, erste Debugging der Produktionslinie, gefolgt von der Anwendung versucht, und dann zusammengefasst, und schließlich innovative Exploration, so dass erfolgreich eine Reihe von Hybrid-Betriebsart, die die voll-automatische, halbautomatische und intermittierende automatische drei Modi umfasst.
Werkzeug, Werkzeuge, Nullpunktreferenzen, Spannpositionen und Online-Messreferenzen sind vereinheitlicht und verfestigt, was zu einer vollautomatischen Arbeitsweise führt, die auch die Online-Inspektion und die automatische Kompensationstechnologie einbezieht, um letztendlich einen vollautomatischen, rund um die Uhr unbemannten Eingriff in die Bearbeitung von Produkten zu realisieren, der hauptsächlich auf die Online-Bearbeitung von großvolumigen, konventionellen Teilen ausgerichtet ist.
Bei hochkomplexen Stapelteilen gibt es eine solche Produktionslinie, die halbautomatisch arbeitet, d. h. die vorhandenen Mittel können nicht unbemannt eingesetzt werden, sondern erfordern ein geringes Maß an menschlichem Eingreifen. Zum Beispiel bei der Verarbeitung eines Teils, wie die Installation und Entfernung von zylindrischen Stiften und andere Operationen, ist es notwendig, das Programm zu stoppen, um auf die menschliche Unterstützung zu beteiligen, um weiter zu laufen; jedoch ist der Teil der Linie Spannen Voreinstellung und automatische Messung der Mitte der Operation, wie diese Operationen, noch automatisch erreicht. Diese Methode eignet sich für die effiziente Bearbeitung komplexer Teile im Fließbandverfahren.
Intermittierender Automatikbetrieb bedeutet, dass der Paletten-Inline-Schalter während einer Arbeitspause oder vor Schichtende eingeschaltet wird. Sobald das aktuelle Programm abgearbeitet ist, wird eine vollautomatische Produktaufgabe durchgeführt. Damit wird die Überschneidung von Entwicklungs- und Serienteilen gelöst. Komplexe vorentwickelte Teile erfordern mehr manuelle Eingriffe. Diese Situation ist für die Automatisierung der Produktionslinie ungünstig. Vor allem in der Mitte des Tages und nach Mitternacht gab es viel Ausschuss an den Maschinen. Aus diesem Grund wurde die intermittierende Automatisierung erfunden. In der Entwicklung von komplexen Teilen Verarbeitung Bühne, während des Tages, die manuelle Beteiligung an der Messung, Anpassung, Test schneiden und andere Aufgaben, zur gleichen Zeit, sondern auch auf den vollautomatischen Betrieb des Teils, um Betrieb, um den Betreiber vor dem Ende des Tages, zu leuchten die Palette Online-Tasten, bis die Kabine Programmausführung abgeschlossen ist, wird automatisch die Tageszeit, um Aufgabe, die Werkzeugmaschine zu erreichen kontinuierlichen Betrieb, und letztlich die Maximierung der Auslastung der Geräte.
(2) Die Gestaltung des All-in-One-Prozesses und der Aufspannung von Multi-Station und Multi-Rotationstisch, einige Teile erfordern weniger Zeit (weniger als 0,5 Stunden) für Single-Prozess-Bearbeitung, aber die automatische Beförderung des Werkstücks, Palettenwechsel und andere Schritte sind recht häufig, was zu einem höheren Anteil an der gesamten Bearbeitungszeit. Daher wird mit Hilfe der Änderung der Aufspannmethode von Teilen, die Gestaltung von Multi-Prozess-Werkzeug, so dass die Teile können eingespannt werden einmal, um die Verarbeitung von mehreren Prozessen, wodurch der Anteil der Hilfszeit in der gesamten Bearbeitungszeit wie Transport von Teilen, und damit die Verbesserung der Effizienz der Bearbeitung der Teile. Für große Chargen und komplizierte Teile, die Gestaltung der speziellen Multi-Station Tooling, können die Teile einmal eingespannt werden, um die Verarbeitung von allen Prozess-Inhalte abzuschließen.
(3) Processing Umwelt automatische Reset-Technologie für große Chargen von Teilen, in der Regel in mehrere Chargen aufgeteilt, um die Produktion zu planen, gibt es keine Möglichkeit, eine einmalige alle Planung zu tun. Daher ist während des Betriebs der Produktionslinie Modus, das erste Stück von jeder Charge müssen manuell eingreifen, um zu debuggen, und es gibt ein gewisses Risiko für die Qualität, durch die Untersuchung der “Bearbeitungsumgebung automatische Reset-Technologie”, die Vorbereitung der Null-Punkt-Zuordnung Verfahren, den Nullpunkt der Bearbeitung, Bearbeitung Benchmarks, Bearbeitung Verfahren, und die Bearbeitung Werkzeug für die Bindung. Bei der Eingabe der nächsten Charge der Planung, wird das System automatisch die Bearbeitungsumgebung der vorherigen Charge wiederherstellen.
Die Idee der Optimierung des Designs der automatisierten Produktionslinie ist in Abbildung 2 dargestellt.
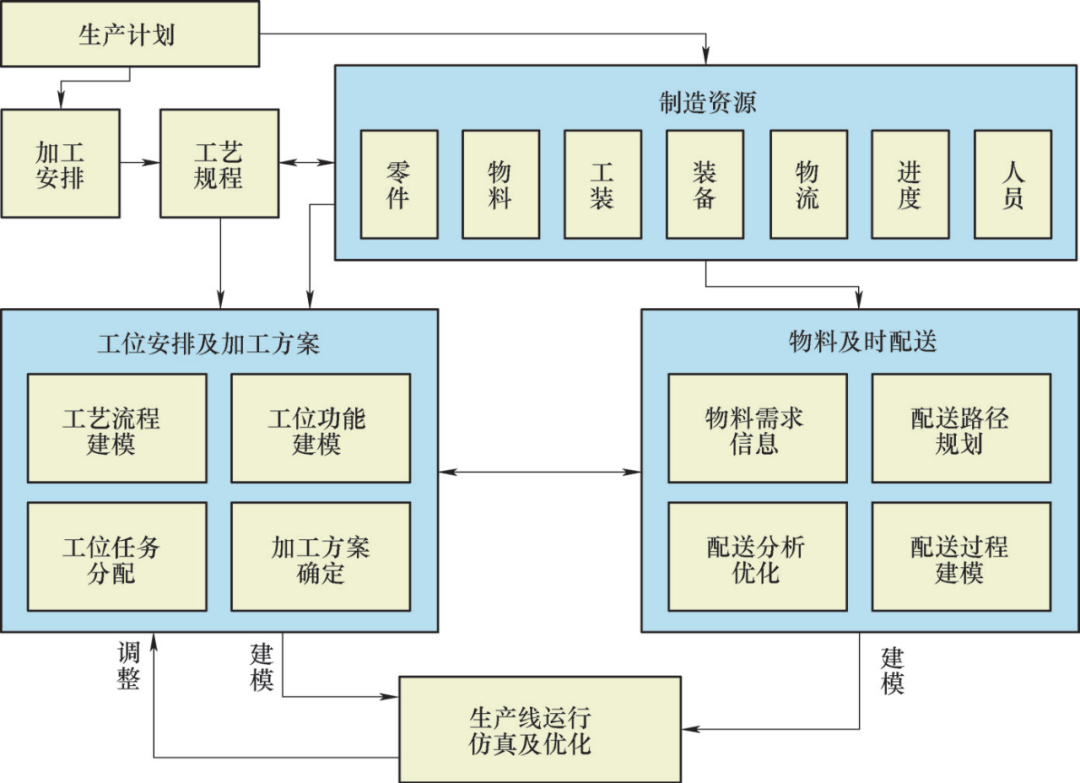
Abb. 2 Optimierung der automatisierten Produktionslinie
4.2 Anwendungsvalidierung von neuen Technologien
Im intermittierenden und automatischen Betrieb, bei dem sowohl Teile für diese Produktionsserie als auch Teile für die Forschung produziert werden, erhöhte sich die Auslastung der Anlage von 47,09 Prozent auf 80,17 Prozent, was eine deutliche Verbesserung darstellt, wie in Abbildung III dargestellt.
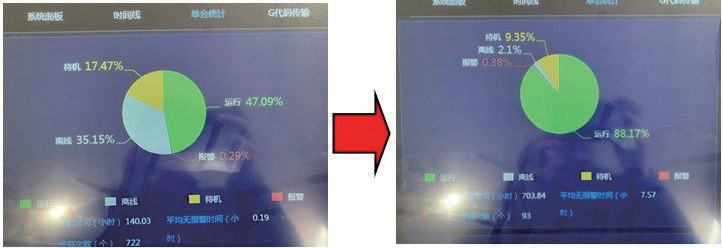
Abbildung 3 Vergleich der Auslastung der Produktionslinien
Ein Teil der Veredelung umfasst beide Seiten der Vorder-und Rückseite der klaren Wurzel dieser Verarbeitung, sowie das Ende der Veredelung, durch die Gestaltung der All-in-One-Prozess, die Gestaltung einer speziellen Werkzeuge, sondern auch die Gestaltung eines speziellen Bearbeitungsprogramm, erreichte die vordere Veredelung in der Werkzeugmaschine, um eine einmalige, die Rückseite der Veredelung in der Werkzeugmaschine, um eine einmalige, Ende der Veredelung in der Werkzeugmaschine, um eine einmalige, die Verringerung der beiden Teile Transferzeit, die Verringerung der Zeit von zwei Teilen in der Lagerung aus der Zeit, die Verarbeitungszeit reduziert wird, die Effizienz um 33% erhöht, so dass die Maschine laufen mehr und mehr kontinuierlich. Zeit, die Verringerung der Zeit von zwei Teilen in das Lager und aus dem Lager, ist die Bearbeitungszeit reduziert, um die Effizienz um 33% erhöht, so dass die Ausrüstung mehr und mehr kontinuierlich laufen, wie in Abbildung 4, Abbildung 5 gezeigt.
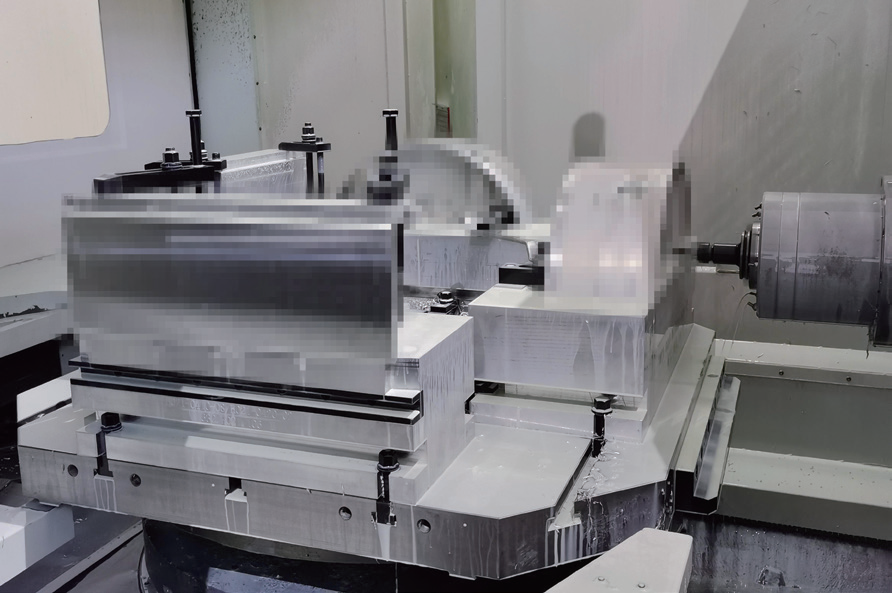
Abb. 4 All-in-One-Prozessgestaltung und Mehrstationenaufspannung von Teilen
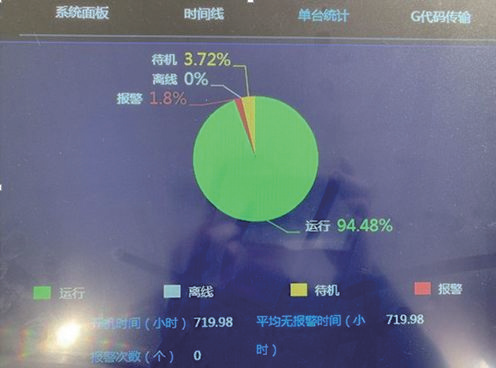
Abbildung 5: Auslastungsgrad der Anlagen nach technologischer Aufrüstung
Zum Beispiel, eine Box Teile, die Zahl der Fräs-Prozess existiert tiefen Hohlraum solche Prozesse, die Zahl der Fräs-Prozess existiert auch flachen Hohlraum solche Prozesse, die Zahl der Fräs-Prozess hat 4 Prozesse, die Zahl der Fräs-Prozess ist nicht möglich, eine Klemmung, so dass die Gestaltung der Multi-Station Tooling, Multi-Station Tooling können die Teile der Fortsetzung der Verarbeitung, Multi-Station Tooling, um die kontinuierliche Bearbeitung der Box Teile der 4-Station Multi-Station Tooling erreicht die kontinuierliche Bearbeitung der 3 Paletten, jede Gruppe der Bearbeitung Die erforderliche Zeit ist 8h, mit Hilfe von 3 Drehtischen können die 24-Stunden-Planung, 3 Drehtische zentralisierte Betreiber offline Spannzeit, die Zahl der manuellen Beteiligung von 4 mal auf 1 Mal, so dass eine Person kann den Betrieb von 3 Maschinen zu erreichen.
Im Falle eines Vorderrahmens zum Beispiel wird eine große Charge von Einzelteilen, die im Prozess bearbeitet werden, normalerweise in mehrere Lose aufgeteilt, und jedes Los ist oft diskontinuierlich, wenn es in die Produktion kommt. Mit Hilfe der Technologie “Automatisches Zurücksetzen der Bearbeitungsumgebung” haben die Techniker ein Nullpunktzuweisungsprogramm speziell für die Bearbeitung dieses Teils vorbereitet, und zu Beginn des Programms, das für die Bearbeitung dieses Teils verwendet wird, wurden alle damit verbundenen Vorspannungswerte auf Null gesetzt, und das Koordinatensystem, das der Bearbeitung dieses Teils entspricht, wurde in den Frontanschluss geschrieben. Anschließend wird mit dem Messtaster der Nullpunkt genau eingestellt, die für die Bearbeitung des Werkstücks verwendeten Werkzeuge und Paletten werden in den Paletten mit den Nummern 30 bis 33 abgelegt, die für die Bearbeitung des Werkstücks verwendeten Werkzeuge werden in den Werkzeugmagazinen mit den Nummern T36 bis T40 gespeichert, und der Name des Hauptprogramms wird auf O5001 festgelegt, wodurch eine ordnungsgemäß verfestigte Bearbeitungsumgebung entsteht. Auf diese Weise entsteht eine solide Bearbeitungsumgebung, auf die das System der Fertigungslinie jederzeit zugreifen kann.
5 Schlussfolgerung
Bei der Analyse der Hauptursachen für die niedrige Auslastung der CNC-Werkzeugmaschinen und die schlechte Effizienz der Produktionslinie bei der automatisierten Bearbeitung haben wir eine Reihe von Kerntechnologien der Produktionslinie zusammengefasst und verfeinert, darunter die hybride Betriebsart, das All-in-One-Prozessdesign, die Mehrstationen- und Mehrdrehtischspannung und die automatische Rückstellung der Bearbeitungsumgebung, mit denen das Problem der automatischen Wiederherstellung der Bearbeitungsumgebung für den ersten Teil der Multibatch-Bearbeitung überwunden und ein nahtloser, kontinuierlicher und automatisierter Betrieb der Produktionslinie erreicht wurde, und die die Produktionslinie innoviert haben. Das Mehrstationen- und Mehrdrehtisch-Spannverfahren der Produktionslinie ermöglicht nicht nur die kontinuierliche Verarbeitung von Chargenteilen, sondern auch den vollautomatischen und halbautomatischen Betrieb der Produktionslinie. Es wurde eine intermittierende Betriebsart für die Produktionslinie erfunden und die Überschneidung von Serienproduktions- und Entwicklungsaufgaben realisiert. Die Auslastung der Anlagen wurde maximiert und liegt bei 94,48%!













Keine Kommentare