
1.5 Bearbeitbarkeit von metallischen Werkstoffen
Blechteile Verarbeitungstechnik, um das Programm zu bestimmen, und die Verarbeitung der Form der Teile, Präzision und das Unternehmen hat die Struktur der Ausrüstung, etc., sondern auch mit den Teilen des Materials in der großen Korrelation verwendet, auch wenn das Material Stärke Ebene ist die gleiche wie die chemische Zusammensetzung des Materials ist nicht das gleiche wie die Teile der Bearbeitung wird über eine andere Wirkung, sondern auch einen direkten Einfluss auf Blechteile der Produktion und Verarbeitung, so ist es notwendig, zu analysieren und zu verstehen, die verschiedenen Materialien Verarbeitungstechnik Daher ist es notwendig, zu analysieren und zu verstehen, die Eigenschaften der verschiedenen Materialien.
1.5.1 Verarbeitbarkeit von metallischen Werkstoffen
Was die Materialien für die Blechverarbeitung betrifft, so variiert die Leistung des Verarbeitungsprozesses von Metall zu Metall, und die Leistung des Verarbeitungsprozesses wird hauptsächlich durch die Prüfung der Prozessleistung und den Prozessleistungsindex gemessen.
1. prozessbegleitende Prüfungen
Die Prozess-Performance-Test ist die direkte Simulation einer bestimmten Art von tatsächlichen Umformverfahren, so dass kleine Proben zu bilden, weil die Spannung-Dehnung Zustand ist im Grunde das gleiche, und damit die Testergebnisse können genauer widerspiegeln den tatsächlichen Prozess des Materials Stress, sowie Verformung, so dass für einen bestimmten Prozess unter, die Testergebnisse sind genauer.
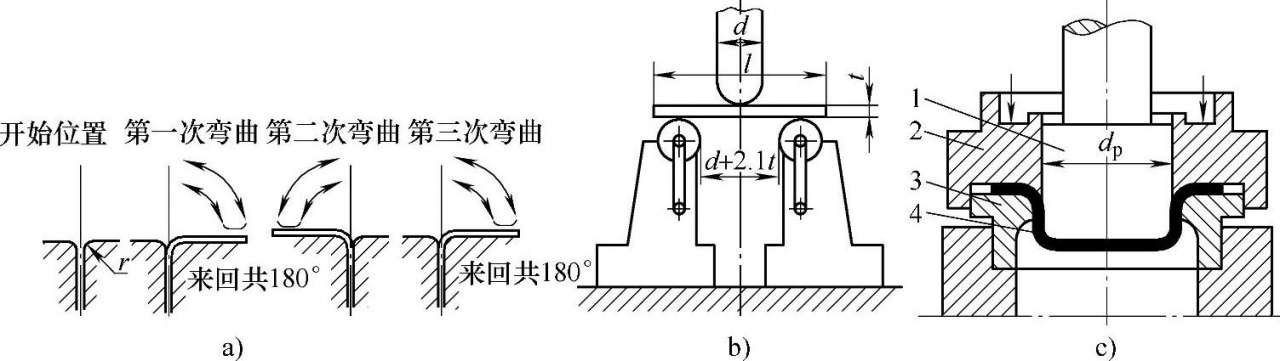
(1) Biege- und Tiefziehversuche zur Bewertung der lokalen Biege- und Dehnungseigenschaften von Blechen sind Tests, die häufig in der tatsächlichen Produktion verwendet werden. Biegeversuch, durch das Einspannen in die speziellen Backen der Latte für die Aktion zu testen; was Biegeaktion, ist wiederum auf der rechten Seite der 90 ° und auf der linken Seite der 90 ° Biegung, bis es einen Bruch oder die Anzahl der Biege in den technischen Bedingungen angegeben zu erreichen. Je kleiner der Biegeradius r ist, desto häufiger werden die Biegungen durchgeführt, desto besser sind die Umformeigenschaften des Blechs. Diese Prüfung wird zur Charakterisierung von Blechen mit einer Dicke von bis zu 2 mm durchgeführt. Abbildung 1 - 8b zeigt einen Versuchsaufbau zur Bewertung der Biegeleistung dickerer Bleche. Wenn der Biegedurchmesser d kleiner ist, wird der Biegewinkel größer und die Biegeleistung des Blechs besser sein. Diese Prüfung kann zur Charakterisierung von Blechdicken bis zu 4 mm verwendet werden. In Abbildung 1 - 8c ist der Swift Cup Tiefziehversuch dargestellt, der zur Ermittlung des Grenztiefziehverhältnisses LDR (Dmax/dp) als Testmethode zur Bewertung der Tiefziehleistung des Blechs verwendet wird. Der konvexe Matrizendurchmesser dP beträgt 32,50 mm, der Eckenradius 4,5 ~ 5,5 mm, und der anwendbare Dickenbereich ist 0,32 ~ 1,3 mm bzw. 0,45 ~ 1,86 mm. 0,45~1,86mm.

Abbildung 1-8 Biege- und Ziehversuche
a), b) Biegeprüfung c) Tiefziehprüfung
1-Konvexe Form 2-Faltenring 3-Konkave Form 4-Erzeugnisse
Wenn Tiefziehen Operationen mit unterschiedlichen Durchmessern der flachen Platten, die oft mit einer Tiefe von Pull-Verhältnis von 0,025 als eine Einheit, um den Durchmesser der Rohlinge zu ändern, und wird in der Lage sein, in eine Tasse ohne Bruch der maximalen Durchmesser des Rohlings Dmax und das Verhältnis der Durchmesser der konvexen sterben dp als die Grenze der Tiefzieh-Verhältnis der LDR, und zur gleichen Zeit, auch zu erkunden, den Bereich der entsprechenden Crimpkraft, um ihre Auswirkungen auf den Wert der LDR! LDR-Wert.
(2) Es werden Tests zur Bewertung des Ausdehnungsverhaltens verschiedener Platten durchgeführt, darunter der Ausdehnungstest, der Allison-Schrumpftest und der hydraulische Ausdehnungstest. In dem in den Abbildungen 1-9 dargestellten Fall gibt es eine Allison-Schrumpftestvorrichtung, die in 9a dargestellt ist. Es gibt auch eine Prüfnorm, die den Tiefungswert begrenzt (siehe 9b). Dies ist eine international weit verbreitete Prüfmethode.
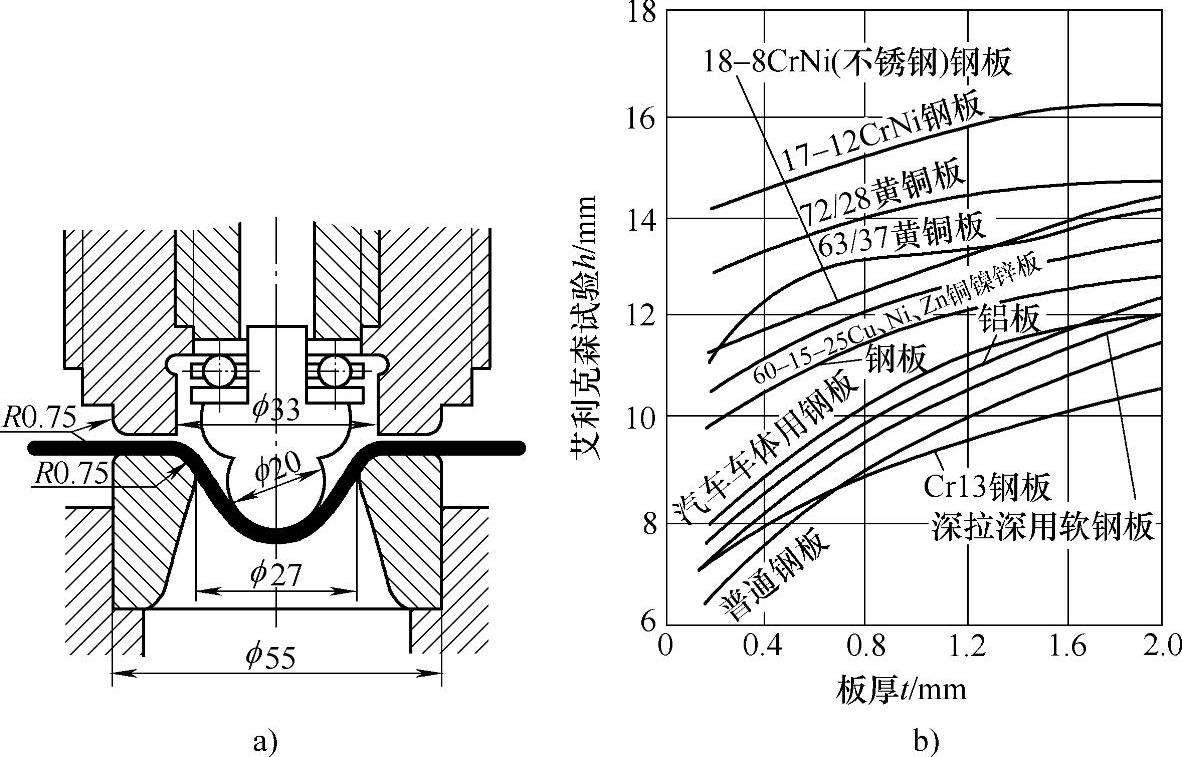
Abbildung 1-9 Erweiterungstest
a) Schrumpftest b) Standard-Schröpfungswerte
Der Radius der kugelförmigen konvexen Form beträgt ϕ20mm, der Innendurchmesser der konkaven Form ϕ27mm, der Außendurchmesser der konkaven Form ϕ55mm, der Radius der abgerundeten Ecken sowohl der konvexen als auch der konkaven Form beträgt 0,75mm, die Dicke des Pressrings beträgt mehr als 20mm, der Außendurchmesser des Pressrings ϕ55mm, und die Prüfung ist für Blechdicken zwischen 0,5 und 2,0mm anwendbar, und der kürzeste Abstand von der Grube bis zum Rand des Probekörpers beträgt mehr als 45mm.
GB/T4156-2007 machen Bestimmungen, die der Radius der sphärischen konvexen Form ist 10mm, die Größe der Crimp-Ring ist nicht angegeben, die Probe Spezifikation ist 70mm×80mm, andere Parameter sind die gleichen wie die internationale Norm. Der Test gilt für die allgemeine Blechdicke Wert weniger als oder gleich 2mm, wenn nötig, gilt es für 2 bis 4mm Blechmaterial, und die Testgeschwindigkeit beträgt 5 bis 20mm/min.
2. die Leistungsindikatoren des Prozesses
Die Fähigkeit des Werkstoffs, sich an verschiedene Stanz- und Umformverfahren anzupassen, wird als Stanz- und Umformeigenschaften des Werkstoffs bezeichnet, zu denen auch die Bruchfestigkeit, die Formhaftung und die Formgebung usw. gehören. Es ist ein umfassendes Konzept, dass die guten Stanz- und Umformeigenschaften des Werkstoffs bedeuten, dass er sich gut stanzen lässt und der Verformungsgrad der Grenze eines einzelnen Stanzvorgangs im Vergleich zum Verformungsgrad der Grenze des Gesamtvorgangs groß ist und die Produktivität hoch, die Kosten niedrig und die Herstellung hochwertiger Stanzteile einfach ist.
Bei allen Arten von Pressformen ist der maximale Verformungsgrad des Blechs das, was wir als Formgrenze bezeichnen, die mit der Bruchfestigkeit zusammenhängt. Je besser die Leistung der Pressformung des Blechs ist, desto besser ist die Bruchfestigkeit des Blechs, desto höher ist die Formgrenze.
Die Formbarkeit bezieht sich auf die Fähigkeit eines Blechs, sich während des Kaltpressens an die Form des Werkzeugs anzupassen. Während des Formprozesses können aufgrund des Einflusses verschiedener Faktoren geometrische Defekte wie Falten, Verwerfungen, Zusammenfallen und Ausbeulungen im Blech auftreten, was zu einer Verringerung der Formbarkeit führt.
Unter Umformbarkeit versteht man die Fähigkeit eines Teils, die in der Form angenommene Form zu behalten, nachdem es aus der Form entnommen wurde. Von den vielen Faktoren, die die Formbarkeit beeinflussen, ist die Rückfederung der wichtigste. Nach der Entformung kommt es häufig zu erheblichen Formfehlern aufgrund von übermäßiger Rückfederung. Die Formbarkeit und Verformbarkeit des Blechs ist ein Schlüsselfaktor für die Maßhaltigkeit der Form des Teils.
Die folgenden mechanischen Eigenschaftsindizes können die Stanzleistung des Materials aus verschiedenen Blickwinkeln widerspiegeln, wobei die wichtigsten davon existieren:
(1) Die gleichmäßige Dehnung, δb, ist ein proportionaler Ausdruck für die Dehnung am Beginn des Dehnungshalses in einem Zugversuch. Sie zeigt die Fähigkeit eines Materials an, eine gleichmäßige Verformung oder eine stabile Verformung zu erzeugen. Normalerweise wird das Pressformen im Bereich der gleichmäßigen Verformung des Blechs erreicht, so dass δb eine relativ direkte Bedeutung für das Pressformen hat, und je größer δb ist, desto größer ist die Grenze der Verformung des Materials und desto günstiger ist es für das Pressformen.
(2) Streckgrenze Verhältnis, das heißt, (σs/σb), es ist ein umfassender Index, der das Stanzen Leistung des Materials widerspiegeln kann, ist die Streckgrenze Verhältnis klein, dann die Streckgrenze σs mit der Stärke Grenze σb zwischen der Differenz zwischen den großen, und dann die zulässige plastische Verformung Intervall ist auch groß, und dies ist für die Verformung aller Stanzen ist günstig.
(3) Der Verfestigungsindex n, der den Grad der Verfestigung eines Werkstoffs während der plastischen Kaltverformung angibt. Je größer der Wert von n ist, desto größer ist der Verfestigungseffekt des Materials, was für eine Verformung vom Typ Dehnung günstig ist. Da die Verformungswiderstand Erhöhung durch Verformung Härten verursacht, kann für die lokale Querschnittsfläche durch Dehnung durch die Verringerung der Tragfähigkeit der Schwächung verursacht kompensieren, so dass die weitere Entwicklung der lokalen Konzentration der Verformung zu verhindern, mit der Erweiterung der Verformung Zone, kann die Verformung Zone einheitlich zu machen, und dann eine Rolle bei der Erhöhung der Grad der Verformung spielen.
(4) Der Koeffizient der Richtungsabhängigkeit der Blechdicke γ bezieht sich auf das Verhältnis zwischen der Breitendehnung εb und der Dickendehnung ε1 bei der Zugprüfung einer Blechprobe und wird daher auch als plastisches Dehnungsverhältnis bezeichnet. Beim Pressformen wird in der Regel erwartet, dass die Verformung in Richtung der Blechebene erfolgen kann, aber in Richtung der Dicke wird nicht erwartet, dass sie sich zu stark ändert. Wenn der Wert von γ größer als 1 ist, bedeutet dies, dass die Verformung in der Breitenrichtung größer ist als in der Dickenrichtung, d. h. je größer der Wert von γ ist, desto mehr trägt er zur Erhöhung der Pressformgrenze des Blechs bei.
Platten für das Stanzen sind alle gewalzten Materialien, im Hinblick auf die Rolle der faserigen Gewebe, seine mechanischen Eigenschaften in alle Richtungen sind nicht ganz die gleichen, so dass die Situation ist, dass die Plattendicke Richtungskoeffizient wird aus der Probenahme von verschiedenen Richtungen, und dann der durchschnittliche Wert der Probenahme als Standard.
(5), wenn in der Ebene des Blattes in verschiedenen Richtungen auf dem Intercept experimentellen Proben, die experimentellen mechanischen Eigenschaften im Experiment gemessen ist nicht das gleiche, die experimentellen physikalischen Eigenschaften in einer Vielzahl von verschiedenen, Platte Ebene Direktionalität Δ γ so erzeugt gemessen. Platte diese mechanischen Eigenschaften, physikalische Eigenschaften in Richtung der Platte Ebene Anisotropie, bekannt als die Platte Ebene Direktionalität, die als Δγ ausgedrückt wird. Die Größe der Direktionalität der Plattenebene kann durch den durchschnittlichen Unterschied im Direktionalitätskoeffizienten der Plattendicke in mehreren verschiedenen Richtungen gemessen werden. Das Vorhandensein einer Richtcharakteristik Δγ des Blechmaterials führt häufig zum Auftreten von Laschen an der Mündung des Tiefziehteils. Die Größe der Laschen hängt mit Δγ zusammen, und die Position der Laschen hängt ebenfalls mit Δγ zusammen, weshalb Δγ als Laschenparameter bezeichnet wird. Die Laschen wirken sich auf die Form und die Maßhaltigkeit des Teils aus und erfordern ggf. zusätzliches Trimmen.
1.5.2 Verarbeitungseigenschaften gängiger Blechwerkstoffe
Das Verständnis und die Analyse der Verarbeitungseigenschaften von Blechwerkstoffen ist von entscheidender Bedeutung für den Verarbeitungsprozess von Blechteilen und die Formulierung von Spezifikationen für den Produktionsbetrieb. Im Folgenden werden die Verarbeitungseigenschaften einiger häufig verwendeter Blechwerkstoffe vorgestellt.
1. die Verarbeitungseigenschaften von gewöhnlichem Kohlenstoffbaustahl
Im Allgemeinen sind die am häufigsten verwendeten Blechteile gewöhnlichen Kohlenstoff-Baustahl, wie Q195, Q215, Q235, etc., und hochwertige Kohlenstoff-Baustahl, wie 08, 10F, 20, etc., die kalt-oder warmverformt Umformung, Gas-Schneiden, Kohlenstoff-Lichtbogen-Gas-Hobeln Betrieb, Wasser-Feuer-Richt-Prozess, usw., die Prozess-Performance wurde zu einem Zustand der Perfektion. Außer in der Umformung, weil der Anstieg der Dicke des Materials wird vorbehaltlich der Grenze der Verformungsgeschwindigkeit, Heizung wird vorbehaltlich der Grenze der oberen Temperaturgrenze, aber andere Aspekte der Grenze ist nicht viel.
Abnehmen, Verformungswiderstand steigen, ist dieser Temperaturbereich als blau spröde Zone aufgezeichnet, wenn die Leistung des Stahls Verschlechterung, leicht zu spröden Bruch, Bruch zeigt blau; und im Bereich von 800 bis 950 ℃, wird es eine heiße spröde Zone, was zu einer Verringerung der Plastizität sein. Daher ist in der Platte Warmziehen Betrieb Prozess, sollten wir besonderes Augenmerk auf die tatsächliche Verformung der Heißpressen Temperatur darf nicht in der blauen spröden Zone und heißen spröden Zone sein. Während des Betriebs ist es notwendig, den Einfluss der Position zwischen dem Heizgerät und der Presse auf die Temperatur der Verformung Heißpressen zu berücksichtigen, und sorgfältig die Kühlung und Blasen Ausrüstung, um die Entstehung von blau Sprödigkeit und heiß Sprödigkeit zu verhindern.
2. verfahrenstechnische Eigenschaften von legierten Stählen
Legierter Stahl häufig bei der Herstellung von Bauteilen aus Blech, in der Regel Q345, seine alten Grad ist 16Mn, etc., und Q390, die alten Grad ist 15MnV, etc., diese gehören zu den niedrig legierten hochfesten Baustahl, und ihre jeweiligen Prozess-Eigenschaften sind:
(1) Q345 Stahl ist in der Regel in warmgewalzten Zustand geliefert, erfordert keine Wärmebehandlung, vor allem für die Dicke von weniger als 20mm von gewalztem Material, seine mechanischen Eigenschaften sind sehr hoch, so dass die heiße Presse ist in der Regel direkt nach verwendet. Für eine Dicke von mehr als 20mm Stahlplatte, um die Streckgrenze des Stahls und der niedrigen Temperatur Schlagzähigkeit zu verbessern, kann nach normalisierenden Behandlung verwendet werden.
Darüber hinaus ist seine Brennschneidleistung und gewöhnlichen kohlenstoffarmen Baustahl die gleiche, Gas-Schneidkante im Bereich von 1mm gibt es eine Tendenz zu härten, sondern weil die gehärteten Bereich ist besonders schmal, kann durch Schweißen beseitigt werden, so dass die Gas-Schneidkanten dieser Art von Stahl kann direkt auf das Schweißen ohne mechanische Bearbeitung gehen.
Die Eigenschaften von Kohlenstoff-Lichtbogen-Lufthobeln sind die gleichen wie die von gewöhnlichem kohlenstoffarmen Baustahl. Die gehärtete Zone ist jedoch so schmal, dass sie durch Schweißen beseitigt werden kann, so dass die luftgehobelte Kante dieses Stahls direkt ohne Bearbeitung geschweißt werden kann. Das Ergebnis ist im Wesentlichen dasselbe wie die Härte der Wärmeeinflusszone nach der Bearbeitung und dem Schweißen.
Im Vergleich zu Q235 ist die Streckgrenze von Q345-Stahl in der oben beschriebenen Situation höher als die von Q235, so dass die Kaltverformungskraft größer ist als bei Q235-Stahl. Bei großen Dicken von warmgewalztem Stahl können die Kaltumformungseigenschaften durch Normalisieren oder Glühen erheblich verbessert werden. Wenn die Blechdicke jedoch eine bestimmte Dicke erreicht (t ≥ 32 mm), muss nach der Kaltumformung eine Spannungsarmglühung durchgeführt werden.
Wenn Q345-Stahl auf über 800°C erwärmt wird, kann er gute Warmumformungseigenschaften erzielen. Die Erwärmungstemperatur sollte jedoch 900°C nicht überschreiten, da es sonst zu Überhitzungserscheinungen kommen kann, was die Schlagzähigkeit des Stahls verringert.
Darüber hinaus Q345 Stahl nach dreimal Flamme Heizung zu begradigen, und nach Wasserkühlung, seine mechanischen Eigenschaften nicht wesentlich ändern, hat es den gleichen Widerstand gegen spröde Schäden wie die ursprüngliche Muttergesellschaft Material, so dass dieser Stahl kann Wasser-Feuer Richten, jedoch für dynamische Belastung Struktur, ist es nicht geeignet für die Verwendung von Wasser-Feuer Richten.
(2) Für Q390, dünner Stahlplatte Scher Leistung, kaltgewalzt Leistung und Q345 Stahl ist ähnlich, jedoch für Blechdicke t ≥ 25mm warmgewalzten Stahlplatte, in der Scherkante, durch die Kaltverfestigung der Schere, leicht zu verstecken kleine Risse. Dieser Riss kann vor dem Stahlwerk gebildet worden sein, so dass die Qualitätskontrolle zu stärken, einmal gefunden, sollte mit Hilfe von Gas-Schneiden oder Bearbeitung sein, entfernen Sie die Kante mit Rissen. Darüber hinaus kann das dickere warmgewalzte Q390-Blech, das beim Kaltwalzen leicht bricht, durch Normalisieren bei 930-1000°C verbessert werden, um seine Plastizität und Zähigkeit zu erhöhen und seine kaltgewalzten Eigenschaften zu verbessern.
Darüber hinaus ist diese Art von Stahl, seine Warmumformung Leistung ist gut, heiß Richten Leistung ist auch gut in der Heizung Temperatur bei 850 bis 1100 ℃ für die Warmumformung, mehrere Heizung für die Streckgrenze der Auswirkungen ist nicht signifikant und Gasschneiden Leistung ist gut, Kohlenstoff-Lichtbogen-Gas-Hobeln Leistung ist auch gut, Kohlenstoff-Lichtbogen-Gas-Hobeln für die Leistung von Schweißverbindungen wird keine negativen Auswirkungen haben.
3. verfahrenstechnische Eigenschaften von rostfreiem Stahl
Es gibt viele Arten von rostfreiem Stahl, weil der chemischen Zusammensetzung ist nicht das gleiche, die metallurgische Organisation ist auch anders, so dass alle Arten von Edelstahl mechanischen Eigenschaften, gibt es nicht einen kleinen Unterschied in der chemischen Eigenschaften, gibt es auch einen großen Unterschied in den physikalischen Eigenschaften sind nicht die gleichen, was dazu führt, dass Edelstahl-Material-Anwendung Prozess Schwierigkeiten, relativ erhöht.
Es gibt zwei Arten von rostfreiem Stahl, die üblicherweise in der Blechverarbeitung verwendet werden:
Klasse A: Martensitische nichtrostende Stähle wie , , , , usw.
Klasse B: Austenitische nichtrostende Stähle wie z. B. usw.
Die beiden oben genannten Arten von nichtrostendem Stahl weisen die folgenden Bearbeitungseigenschaften auf:

(1) Um dem Material eine gute Plastizität zu verleihen, muss es in einem weichen Zustand gehalten werden, auf dessen Grundlage die Wärmebehandlung durchgeführt wird. Die Wärmebehandlung von nichtrostendem Stahl der Klasse A zur Erweichung ist das Glühen, die Wärmebehandlung von nichtrostendem Stahl der Klasse B zur Erweichung ist das Abschrecken.
(2) weichen Zustand, die mechanischen Eigenschaften der beiden Arten von rostfreiem Stahl mit guten Verarbeitungstechnologie, Stanzen Verformung Technologie ist besonders gut, geeignet für die Verformung der grundlegenden Prozess der Stanz-, Edelstahl-Material-Eigenschaften und gewöhnlichen Kohlenstoffstahl Unterschiede, Zeichnung mit Edelstahl-Material vertikale plastische Anisotropie charakteristischen Wert ist weit niedriger als gewöhnliche Kohlenstoffstahl, hohe Streckgrenze und Kaltverfestigung ernst, Zeichnung in den Falten, Platte in der konkaven sterben Ecke Biegen und umgekehrt Biegeverformung Um Rebound, machen oft die Seitenwand des Werkstücks konkav oder Biegung, so dass die Edelstahl-Tiefziehen braucht hohen Druck Material Kraft, sondern erfordert auch eine sorgfältige Anpassung der Form.
Da das Phänomen der Kaltverfestigung von rostfreiem Stahl ist sehr stark, Tiefziehen ist leicht zu Falten zu erzeugen, so in den tatsächlichen Betrieb des Prozesses, um einige der folgenden Initiativen zu ergreifen, um sicherzustellen, dass die Tiefziehvorgang reibungslos durchgeführt wird:
Zunächst einmal, in der Regel nach jedem Tiefziehen müssen Zwischenglühen zu tun, das ist warum? Der Grund ist, dass Edelstahl unterscheidet sich von weichen Stahl, die 3 bis 5 zieht vor der Durchführung von Zwischenglühen, aber Edelstahl ist in der Regel, nach jeder ziehen, ist es notwendig, Zwischenglühen sofort durchführen.
Für die große Verformung des Tiefziehens Teile, in der endgültigen Tiefziehen bilden, unmittelbar nach der Beseitigung der Restspannung Wärmebehandlung, da sonst die Tiefziehteile geknackt werden. Um die innere Spannung der Wärmebehandlung Spezifikationen zu entfernen: Klasse A Edelstahl Heizung Temperatur zwischen 250 bis 400 ℃, Klasse B Edelstahl Heizung Temperatur zwischen 350 bis 450 ℃, und dann bei der oben genannten Temperatur für 1 bis 3 Stunden gehalten.
① ③ Warmziehen Methode kann bessere technische und wirtschaftliche Ergebnisse zu erzielen, ② zum Beispiel für rostfreien Stahl, um es zu 80 ~ 120 ℃ Bereich zu erhitzen, ③ kann das Material Kaltverfestigung und innere Eigenspannungen zu reduzieren, ④ kann der Grad der Verformung der Tiefe der Zeichnung zu verbessern, ⑤ kann der Koeffizient der Tiefe der Zeichnung zu reduzieren, ⑥ jedoch austenitischen rostfreien Stahl auf eine höhere Temperatur von 300 ~ 700 ℃ erhitzt, ⑦ nicht weiter verbessern die Stanzen Verarbeitbarkeit. Wird austenitischer nichtrostender Stahl jedoch auf höhere Temperaturen, d.h. 300-700℃, erhitzt, kann ⑦ die Stanzverarbeitbarkeit nicht weiter verbessern.
④Beim Tiefziehen komplexer Teile ist es notwendig, Geräte wie hydraulische Pressen und allgemeine hydraulische Pressen so auszuwählen, dass die Verformung mit einer niedrigen Tiefziehgeschwindigkeit (der Geschwindigkeitsbereich liegt bei 0,15 bis 0,25 m/s) erfolgen kann und gute Ergebnisse erzielt werden.
(3) Im Vergleich zu Kohlenstoffstahl oder Nichteisenmetallen hat das Stanzen von rostfreiem Stahl eine andere Eigenschaft: die Verformungskraft ist größer, und der elastische Rückprall ist ebenfalls größer. Daher, um sicherzustellen, dass die gestanzten Teil Größe und Form Genauigkeit Anforderungen, manchmal müssen Trimmen, Richten und notwendige Wärmebehandlung hinzuzufügen.
(4) austenitischen Edelstahl Streckgrenze der verschiedenen Kategorien von Unterschieden ist ganz erheblich, so dass in den Prozess der Scherung, Umformtechnik, um die Aufmerksamkeit auf die Kapazität der Verarbeitungsanlagen zu zahlen.
4. verfahrenstechnische Eigenschaften von Nichteisenmetallwerkstoffen und ihren Legierungen
Bei der Umformung von Nichteisenmetallwerkstoffen und deren Legierungen kommen diese mit der Formoberfläche in Berührung, so dass die Anforderungen an die Glätte der Formoberfläche relativ hoch sind.
(1) Unter Kupfer und Kupferlegierungen, gibt es mehrere Arten von Kupfer und Kupferlegierungen, einschließlich reinem Kupfer, Messing und Bronze. Reines Kupfer und der Grad ist H62 und H68 Messing, Stanzen Prozess ist sehr gut, im Vergleich zu sehen, Kaltverfestigung H62 als H68 stärker zu sein.
Die Eigenschaften von Bronzen, die für korrosionsbeständige, federnde und verschleißfeste Teile verwendet werden, variieren von einer Sorte zur anderen erheblich. Im Allgemeinen sind Bronzen in Bezug auf die Stanzbarkeit etwas schlechter als Messing. Außerdem weisen Bronzen eine stärkere Kaltverfestigung auf als Messing und müssen daher häufig zwischengeglüht werden.
Die meisten der Messing und Bronze, in der heißen Zustand Zustand, das heißt, im Bereich von 600 bis 800 ℃, hat eine bessere Stanzprozess, aber seine Heizung, in Bezug auf die Produktion wird eine Menge Unannehmlichkeiten bringen, und, Kupfer und viele Kupferlegierungen, wenn in dem Zustand von 200 bis 400 ℃, seine Plastizität im Vergleich zu Raumtemperatur, aber es wird ein größeres Maß an Reduktion, daher allgemeine Daher wird das Heißprägen im Allgemeinen nicht verwendet.
(2) Zu den Aluminiumlegierungen, die üblicherweise für Blechteile aus Aluminiumlegierungen verwendet werden, gehören Aluminium-Mangan-Legierungen oder Aluminium-Magnesium-Legierungen, Kupfer-Aluminium-Legierungen und Aluminium-Magnesium-Silizium-Legierungen.
Die den alten rostfreien Aluminiumsorten entsprechenden Aluminium-Mangan- oder Aluminium-Magnesium-Legierungen, die besonders schlecht wärmebehandelt und nur durch Kaltverfestigung verfestigt werden können, haben genau das richtige Maß an Festigkeit sowie eine hervorragende Plastizität und Korrosionsbeständigkeit. Kupfer-Aluminium-Legierungen, die den alten Duraluminium-Legierungen entsprechen, und Aluminium-Magnesium-Silizium-Legierungen, die den alten Aluminium-Knetlegierungen entsprechen, sind Aluminiumlegierungen, die durch Wärmebehandlung verfestigt werden können. Aluminium-Magnesium-Silizium-Legierung in den heißen Zustand, wenn die Festigkeit relativ hoch ist, aber Wärmebehandlung, um die Wirkung zu stärken ist nicht gut, in den geglühten Zustand mit guter Plastizität, geeignet für Stanzen und Schmieden Prozess, Kupfer-Aluminium-Legierung Stärke ist hoch, Wärmebehandlung, um die Wirkung zu stärken ist gut.
Für Aluminium-Mangan-oder Aluminium-Magnesium-Legierungen, können die Glüh-Methode, um die maximale Plastizität, Kupfer-Aluminium-Legierungen und Aluminium-Magnesium-Silizium-Legierungen, können sowohl Glühen und Abschrecken Methoden, um die maximale Plastizität, sie sind in den Zustand nach dem Zustand abgeschreckt, hat eine hohe Plastizität und das Stanzen der umfassenden mechanischen Eigenschaften des Nutzens, so hat es eine bessere als die geglühten Zustand des Stanzens.
Die Wärmebehandlung von Kupfer-Aluminium-Legierungen und Aluminium-Magnesium-Silizium-Legierungen ist durch eine Verfestigung gekennzeichnet, d.h. nach dem Abschrecken erfolgt eine allmähliche Verfestigung mit zunehmender Dauer, und dieses Phänomen wird als “Alterungsverfestigung" bezeichnet; die Alterungsverfestigung weist einen spezifischen Entwicklungsprozess auf, und die Geschwindigkeit der Entwicklung variiert mit den verschiedenen Materialqualitäten; Aluminiumlegierungen weisen somit die Merkmale der Alterungsverfestigung auf. Daher sollte das Stanzen von Aluminiumlegierungen aus diesen Werkstoffen durchgeführt werden, bevor die Entwicklung der Alterungsverfestigung abgeschlossen ist, und im Allgemeinen ist es erforderlich, den Prozess innerhalb von 1,5 Stunden nach dem Abschrecken abzuschließen.
Bei Aluminiumlegierungen ist die Kaltverfestigung von Aluminium-Magnesium-Legierungen intensiver, so dass bei der Verwendung dieses Werkstoffs zur Herstellung komplexer Teile in der Regel ein ein- bis dreimaliges Zwischenglühen erforderlich ist, und das abschließende Glühen zur Beseitigung von Eigenspannungen muss nach dem Tiefziehen und Tiefziehen durchgeführt werden.
Um die Verarbeitungstechnik zu verbessern, bei der Herstellung der Aluminium-Legierung ist auch in den warmen Zustand des Stanzprozesses verwendet, ist warm Stanzen häufiger in der Kaltverfestigung des Materials verwendet, das Material nach der Erwärmung (100 ~ 200 ℃), nicht nur beibehalten Teil der Kaltverfestigung, sondern auch die Plastizität zu verbessern, kann der Grad der Verformung des Stanzens und Stanzen Teile der Maßhaltigkeit zu verbessern.
Bei der Warmumformung muss die Heiztemperatur streng kontrolliert werden. Ist die Temperatur zu niedrig, entstehen Risse in den gestanzten Teilen, ist die Temperatur zu hoch, sinkt nicht nur die Festigkeit stark, sondern es entstehen auch Risse. Beim Stanzprozess kann die konvexe Matrize sehr leicht überhitzt werden. Sobald die spezifische Temperatur überschritten wird, wird das Stanzmaterial stark erweichen, was zum Bruch der Tiefziehteile führt. Wenn die Temperatur der konvexen Matrize unter 60°C gehalten wird, verbessert sich der Grad der Verformung beim Warmziehen. Es ist wichtig, ein spezielles hitzebeständiges Schmiermittel für die Warmumformung zu verwenden.
(3) Titan und Titanlegierungen sind in Bezug auf ihre jeweilige Verarbeitbarkeit nicht sehr gut, ihre Festigkeit ist relativ hoch, was zu hohen Verformungskräften und einer starken Kaltverfestigung führt, und die meisten von ihnen werden warmumgeformt, mit Ausnahme einiger weniger Sorten, die für Teile mit geringer Verformung umgeformt werden können. Die Erwärmungstemperatur bei der Warmumformung ist relativ hoch, sie liegt zwischen 300 und 750 °C und variiert je nach Sorte. Ist die Erwärmungstemperatur zu hoch, wird das Material spröde, was für Stanzvorgänge ungünstig ist. Da Titan ein chemisch äußerst aktives Element ist, die Temperatur, die erforderlich ist, um es mit Sauerstoff, Wasserstoff, Stickstoff und anderen Elementen zu verbinden, nicht hoch ist und die mit Sauerstoff, Wasserstoff, Stickstoff und anderen Elementen entstehenden Verbindungen die Hauptfaktoren sind, die zur Versprödung führen, unterliegt das Erhitzen von Titan und Titanlegierungen strengen Beschränkungen. Wenn eine Hochtemperaturverarbeitung erforderlich ist, muss sie unter Schutzgas oder in einer vollständig geschützten, leckagefreien Verpackung für eine vollständige Erwärmung durchgeführt werden. Bei der Herstellung von Stanzteilen aus Titan und Titanlegierungen sollten möglichst niedrige Stanzgeschwindigkeiten verwendet werden.
Darüber hinaus kann das Titan-Material durch mechanische Mittel, wie Sägen, Hochdruck-Wasser-Schneiden und Drehbank Schneiden, einschließlich Rohrschneidemaschine Schneiden und so weiter geschnitten werden. Sawing Zeit geeignet für langsamere Geschwindigkeit, kann absolut nicht verwenden, Autogen-Flamme und andere Mittel der Heizung zum Schneiden von Gas, ist auch nicht sehr geeignet für Rad-Säge Schneiden, da sonst die Wärme-beeinflussten Zone des Schnittes wird Gas-Kontamination unterzogen werden. Zur gleichen Zeit, wenn die Schnittkante zu groß ist, müssen Sie auch die fliegende Kante des Prozesses hinzuzufügen.
Kaltbiegen Betrieb umgesetzt werden kann, aber das Phänomen der Rebound signifikante Titan und Titan-Legierung Rohr, seine Rebound bei Raumtemperatur ist in der Regel zwei bis drei Mal die Höhe der Edelstahl, so dass die Kaltbiegen von Titan-Rohr, um richtig mit der Höhe der Rebound, darüber hinaus die Kaltbiegen von Titan-Rohr Biegeradius kann nicht weniger als dreieinhalb Mal der Außendurchmesser des Rohres, Kaltbiegen, kann mit trockenem Sand im Inneren des Rohres gefüllt werden, und die Verwendung von Holzhammer oder Kupfer Hammer zu sein Tamping, um zu vermeiden, lokale Rundheit oder Falten im Zusammenhang mit Phänomenen, Rohrbieger Kaltbiegen, sollte hinzugefügt werden, um den Dorn, Heißbiegen, die Vorwärmtemperatur sollte in der 200 bis 300 Grad Celsius zwischen.
Wenn eine 90°-Bördelung erforderlich ist, sollte der Pressvorgang dreimal durchgeführt werden, und zwar mit einer 30°-Form, einer 60°-Form und einem 90°-Formensatz, um Risse zu vermeiden.













Keine Kommentare