

于MetallverarbeitungUmfang, dünnwandige Metallteile Stanzen hat eine sehr wichtige Position. Allerdings, dünnwandige Metallteile Stanzen Verarbeitung oft während der begegnetVerformungskontrolleSchwierigkeiten. Wie kann man die Verformung von dünnwandigen Metallteilen effektiv kontrollieren, was die Aufmerksamkeit vieler Unternehmen und Techniker auf sich gezogen hat. In diesem Artikel werden die wichtigsten Punkte der Kontrolle der Verformung von dünnwandigen Metallteilen und praktische Tipps eingehend untersucht.

I. Bedeutung der Materialauswahl und Vorbehandlung für die Kontrolle der Verformung
Dünnwandige Metallteile Stanzen Verarbeitung Verformung von wichtigen Faktoren in das Material, die geeignete Wahl der Materialien kann eine gute Grundlage für die anschließende Verformung Kontrolle, die dünnwandige Metallteile Stanzen Prozess, um die Priorität auf die Auswahl von Materialien mit guter Plastizität und Zähigkeit, wie Aluminium-Legierungen, Kupfer-Legierungen, wie diese Materialien können besser widerstehen die Verformung während des Stanzens, wird nicht gebrochen oder übermäßige Verformung der Situation.
In der gleichen Zeit, die Vorbehandlung des Materials kann nie ignoriert werden, in der Stanz-Prozess vor dem Beginn des Materials zur Durchführung geeigneter Glühbehandlung erreicht werden kann, um seine Organisation und die Eigenschaften des Effekts zu verbessern kann die Härte des Materials sowie die Stärke zu reduzieren, sondern auch zur Verbesserung der Plastizität, die zur Verringerung der Verformung des Stanzprozesses, die im Zuge der Verformung des Falles auftritt, zusätzlich zu der Oberfläche des Materials für den Reinigungsprozess, das heißt, das Öl und Schmutz und andere Verunreinigungen entfernt. Darüber hinaus ist das Material Oberflächenreinigung Behandlung, das heißt, das Öl, Oxid und andere Verunreinigungen entfernt, kann dies auch zur Verbesserung der Oberflächenqualität des Materials sowie die Leistung der Stanzen Leistung, und letztlich die Möglichkeit der Verformung.
Zwei,FormenbauSchlüsselrolle bei der Herstellung
Beim Stanzen dünnwandiger Metallteile hat die Form als Kernstück des Werkzeugs, ihre Konstruktions- und Fertigungsqualität, einen direkten Einfluss auf den Grad der Verformung der Teile. Bei einer vernünftigen Konstruktion der Form müssen Faktoren wie Teileform, Größe, Genauigkeitsanforderungen und Materialeigenschaften berücksichtigt werden. Bei dünnwandigen Metallteilen mit komplexen Formen sollte beispielsweise eine geteilte Formstruktur gewählt werden, damit die Form während des Stanzvorgangs reibungslos entformt werden kann, um eine Verformung der Teile aufgrund der Schwierigkeit, die Form zu entformen, zu vermeiden.
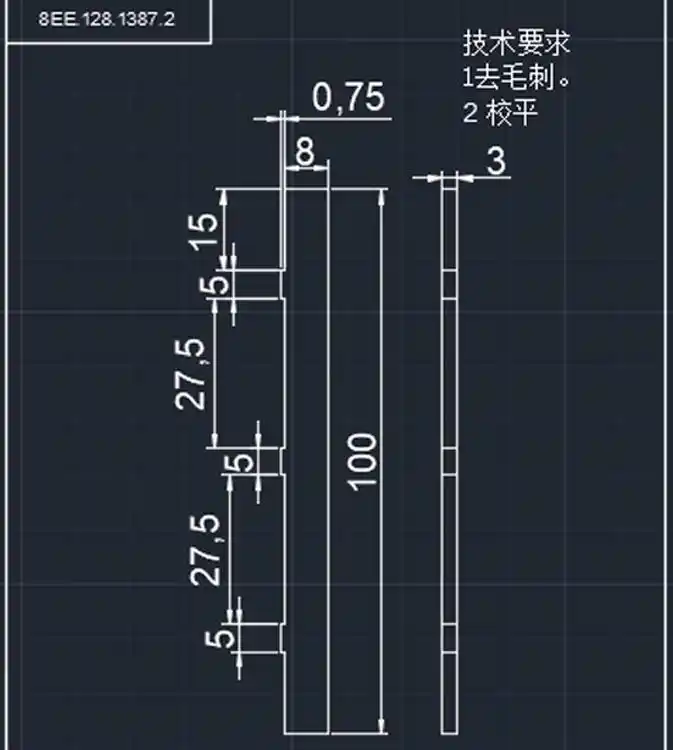

Im Rahmen der Herstellung von Formen, die Notwendigkeit einer strengen Kontrolle der Maßhaltigkeit der Form, sowie die Oberflächenrauhigkeit, die Maßhaltigkeit der Form direkt auf die Maßhaltigkeit der Teile eine entscheidende Rolle spielen, aber die Oberflächenrauhigkeit der Oberflächenqualität der Teile, sowie die Wirkung der Freisetzung der Form hat einen Einfluss, durch den Einsatz von hochpräzisen Bearbeitungsmaschinen, sowie fortschrittliche Bearbeitungstechnologie, um sicherzustellen, dass die Form der Fertigungsqualität, in der Lage sein, um die Verformung der dünnwandigen Metallteile Stanzen Verformung von dünnwandigen Metallteilen Stanzen.
Drittens,StanzverfahrenOptimierte Abstimmung der Parameter
Für die Verformungskontrolle beim Stanzen von dünnwandigen Metallteilen sind die Auswahl und die Einstellung der Stanzprozessparameter äußerst wichtig. Unter diesen Parametern sind die Stanzgeschwindigkeit, der Stanzdruck und die Presskraft die drei wichtigsten Prozessparameter.
(i) Geschwindigkeit der Stanzung
Wenn die Stanzgeschwindigkeit zu schnell ist, dann wird es dazu führen, dass die Verformung des Materials ist nicht sehr voll, und dann ist es sehr einfach, um die Entstehung von Rissen und Falten und andere solche Mängel führen; wenn die Stanzgeschwindigkeit zu langsam ist, wird es die Produktionseffizienz reduziert wird, sondern auch die Gefahr der Verformung der Teile. Daher muss die Stanzgeschwindigkeit entsprechend den Eigenschaften des Materials und den Anforderungen der Teile ausgewählt werden. Im Allgemeinen ist es beim Stanzen von dünnwandigen Metallteilen angebracht, eine moderate Stanzgeschwindigkeit zu verwenden, um sicherzustellen, dass das Material eine ausreichende Verformung erreichen und gleichzeitig eine übermäßige Verformung verhindern kann.

(ii) Stanzdruck
Der Grad der Verformung des Materials wird direkt durch die Größe der Stanzdruck, wenn der Stanzdruck zu groß ist, wird das Material übermäßig verformt werden oder sogar brechen, wenn der Stanzdruck zu klein ist, kann das Material nicht erreichen den erforderlichen Grad der Verformung, die die Qualität der Teile auswirkt, in der tatsächlichen Produktion, nach der Materialstärke, Festigkeit und Teil Form und anderen Faktoren, um vernünftig zu bestimmen, die Stanzdruck, und durch die Probe Schimmel und Debugging zur Optimierung der Einstellung.
(iii) Quetschkraft

Beim Stanzen spielt die Presskraft eine wichtige Rolle, wenn es darum geht, Faltenbildung und Risse im Material zu verhindern. Mit der richtigen Presskraft kann der Materialfluss wirksam kontrolliert werden, wodurch das Risiko einer Verformung des Teils verringert wird. Beim Stanzen von dünnwandigen Metallteilen muss die Presskraft je nach Dicke und Eigenschaften des Materials angepasst werden. Im Allgemeinen sollte die Presskraft schrittweise mit dem Grad der Verformung des Materials erhöht werden, um eine gleichmäßige Verformung des Materials zu gewährleisten.

IV. die Anwendung von Schmierungs- und Kühlungsmaßnahmen
Beim Stanzen von dünnwandigen Metallteilen tragen Schmierungs- und Kühlungsmaßnahmen ebenfalls dazu bei, die Verformung des Teils zu kontrollieren. Eine gute Schmierung verringert die Reibung zwischen dem Material und der Matrize, was die Dehnung und den Verschleiß des Materials reduziert und zu einer gleichmäßigeren Verformung des Teils führt. Zu den üblicherweise verwendeten Schmiermitteln gehören Schmierstoffe und Fette.
Um eine Erweichung und Verformung des Materials aufgrund des Temperaturanstiegs während des Stanzvorgangs zu verhindern, werden Kühlmaßnahmen mit Hilfe von Kühlmitteln oder Kühlvorrichtungen für die Formen und Teile ergriffen, so dass die Temperatur des Materials wirksam kontrolliert und die Auswirkungen der thermischen Verformung verringert werden können.
Wie oben erwähnt, dünnwandige Metallteile Stanzen, Verformung Kontrolle ist eine umfassende technische Herausforderungen, von der Materialauswahl und Vorbehandlung zu starten, von der Form Design und Herstellung zu starten, von der Stanz-Prozess-Parameter-Optimierung und Anpassung des Eintrags, von der Schmierung und Kühlung Maßnahmen zur Durchführung einer Vielzahl von Aspekten, nur eine gründliche Prüfung dieser Faktoren, und eine wirksame Kontrolle der Initiative, um eine hohe Qualität der Stanzen von dünnwandigen Metallteilen und geringe Verformung zu erreichen, um die Bedürfnisse der modernen industriellen Produktion. Erfüllen Sie die Bedürfnisse der modernen industriellen Produktion.













Keine Kommentare